| 1. FAQ - Kitting & Shortage Management |
| 1.1. Do Users have the Ability to Modify the Work Order BOM to Reflect Actual Components Issued? |
Do Users have the ability to Modify the Work Order BOM to Reflect Actual Components Issued?
Users have the ability to add additional parts to a work order whether or not they are in the BOM. Likewise, if they complete an order without issuing a full complement of parts, the work order may be completed, but a manufacturing variance will be created.
|
| 1.2. How can ManEx help me Streamline my Kitting Process? |
Q. How can ManEx help me Streamline my Kitting Process?
ManEx has several standard and optional features designed to streamline the kitting process. This provides unmatched visibility and control. Additionally, planned upgrades to increase visibility, documentation, and ease-of-use are close to completion.
In Process Upgrades
|
| 1.3. How are the GL Accounts are Affected when Processsing a Kit through the System? |
The Print Screens attached below <<Kit_Process_Resulting_Trans.docx>> displays the procedure that is basically followed for processing a kit through the system and the resulting transactions that hit the GL at each stage.
o Issue Parts to the Kit
o Create the Packing List and Invoice the customer o Create the AP Check to pay the Supplier for the components o Create AR Deposit for when the customer paid the original invoice |
| 1.4. How are Lot Coded Parts Picked when Auto Kitting? |
If Auto Kitting is selected for Lot Coded parts it first pulls by Allocation, then preference code, then Alpha numeric order.
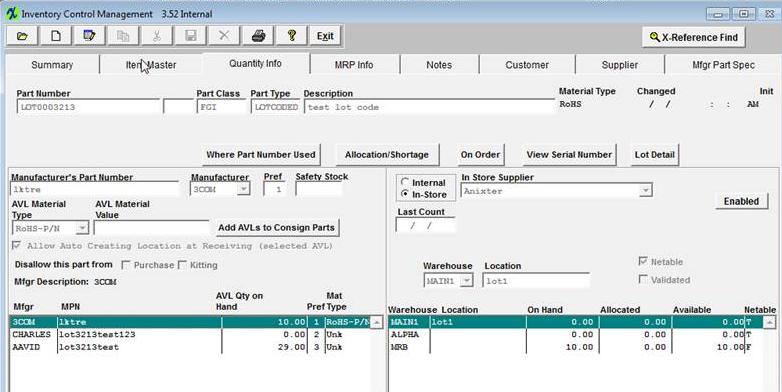
If preferences are setup Lot Coded parts will be picked by preference code first, if all preference codes are the same then the Lot Coded parts will be picked by Alpha numeric order. (See examples below)
If preferences are setup it will go by preference code first.
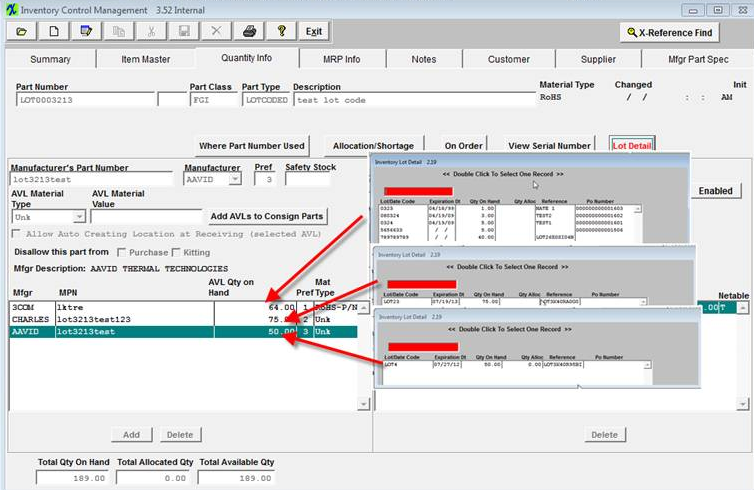 After auto kit. Only AAVID AVL is left with qty 29 even though it did have earlier expiration date then AVL CHARLES. AAVID is preference # 3.
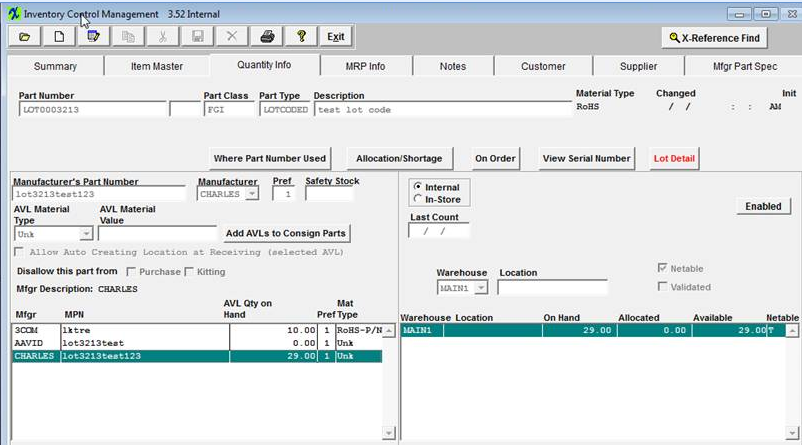
 If all the preferences are the same, it will go by Alpha numeric order. This time Charles is left as it would be last for Alpha numeric.
 |
| 1.5. Is it Possible to Record Attrition before Closing a Kit? |
Question: Is it Possible to Record Attrition before Closing a Kit?
Answer: We have been reviewing with the programmers and no matter what we do, the users will have to take some kind of action to let the system know that the overissues are no longer available. Proposed System Modification: We are thinking the best approach is that the user must create a line shortage for the parts lost in production. And then, propose that we modify the kitting program, so that if there are overissues of the part, we automatically reduce the overissue by the amount of the shortage (or to zero if there are less overissued parts than the shortage), and increase the quantity issued to the kit accordingly. This will cut out the extra steps described in our temp work around, and remove the overissues from available supply for MRP. If there are no overissues, or not enough overissues to cover the line shortage, then the remainder will be left as shortages, available to kit from the stockroom in the normal kitting routine. Suggested Work Around: o The users have items with over-issue/wo-wip on a kit (Pick qty = 10 require qty = 8, overissue = 2) o Qty 2 becomes damaged or un-useable o The user can add the line item shortage to the kit for that part number and desired qty 2 o Go to the original item on the kit and change the pick qty from 10 to 8 – which will remove the qty of 2 from wo-wip and placing it back into main stock o Go to your line items shortage and now pick the qty 2 from main stock to the shortage. This takes it out of circulation and upon closing the kit will be accounted for within the MFgr Variance. |
| 1.6. Is it Possible to return more than was expected when closing kits? |
Question: When parts with a Run Scrap percentage are issued to a kit they will show up as WIP in inventory. When inventory goes to return the actual excess parts they cannot because it is not considered extra. Is it possible to return more than was expected when closing kits? Answer: No. It is not possible for ManEx to program the system to predict when the user will actually use all of the Run Scrap and when you don’t within production. Solution: User will need to edit the line item on the kit, by reducing the pick qty to account for the Run Scrap that was not used. This will then reflect what was expected to be used and what was actually used in production. The MFGR variance will account for the difference upon closing the kit. |
| 1.7. Is there any way to track the serial numbers on a serial-numbered sub-assembly kitted to a higher level assembly? |
A. There is no serial number kitting capability – so to kit sub-assemblies to a higher assembly by serial number, use the serial number assignment detail tab to enter subassemby serial numbers connected to a higher serialized assembly. (Please see the Work Order Management manual). If the higher assembly is not serialized, there is no place to connect or track serial numbers for lower assemblies except back to the Work Order. |
| 1.8. Is there a report that will give you the Detail of a Kit Closure Variance? |
Q. Is there a report that will give you the Detail of a Kit Closure Variance?
A. It would be difficult to recreate the variances for the following reasons:
For the Configuration variance, we would have to list the complete costed BOM for the assembly, as well as show the standard MATERIAL cost for the assembly. But both would be dependant on the values AT THE TIME of the transaction to FGI. And for that reason, looking at the current costs may not yield the same answer. So the costed BOM would have to be based on the same date as each transaction was processes. And the standard Material cost of the assembly has to be the same as it was at the time of transaction. And that is the essence of the report as it shows now. I don’t think we could determine the specifics of any one component involved in the generation of the configuration variance. And if they do cost rollups, they can make sure that there are no configuration variances (until they change the standard cost of the components or assembly or change the quantity of the components, or add or delete components).
For the Manufacturing Variance, we take the sum of the components actual issued to the work order at their standard cost at the time of the kit close and bounce if off of the costed BOM at the time of the kit closing. (Configuration variance already addresses the difference between the standard cost and the bom cost.) So in this case, it may be possible to create a report that lists the components and their costs based on the BOM, and compare it to a list of the components and their costs actually kitted. It might look something like: 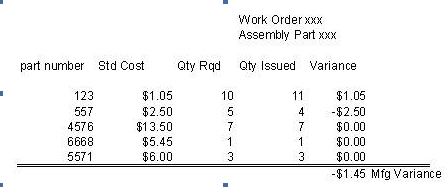 |
| 1.9. Why doesn’t the Kitting screen and WO Shortage Reports include Setup Scrap? |
Q. Why doesn’t the Kitting screen and WO Shortage Reports include Setup Scrap?
A. The Setup Stscp box MUST be checked on the BOM Header Information if you want the setup scrap qty’s to be included in the Kitting, WO Shortage Reports and MRP calculations.
If you want the Run Scrap qty’s to be included in the Kitting, and WO Shortage Reports the Run Scrap MUST be selected in the Kit Default Setup . |
| 1.10. Why doesn't Kitting use the AVL's in the Order that MRP is Considering them? |
Example Situation: If product #1 has AVL "A" and "B" approved, and product #2 has only AVL "B" approved. And product #1 is kitted before product #2, the system will allow the user to use all of "B" when "A" could have been used and left "B" stock for product #2. Suggested Resolution: If Users wish to avoid the above situation we suggest that you use the Work Order/Project Allocation feature within the Purhcase Order module. Then when the part is received, it is allocated to that Work Order or the Project which will avoid the above situation. MRP is just a program that reviews the supply and demand and creates suggested actions based on the system information. MRP only suggests the actions and the users are the ones that have the sole control of following them or not. It would pose to many restrictions on our users stock if we started having the MRP actually control their stock. |
| 1.11. Why does it appear as if parts are vanishing from the Kit after Update Kit process is followed? |
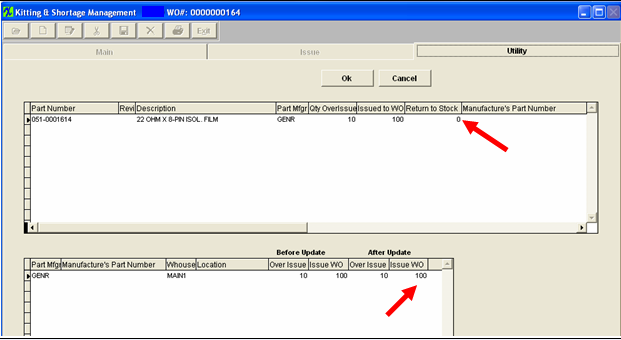
Some of our users were reporting that after they make changes to the BOM and return to the Kit to put the Updates in place that the quantity was not being brought forward into the update kit screen and was NOT returned to stock and seemed to have disappeared from the system. Explanation: If the user is simply just depressing the OK button that stock will be issued to the kit and not returned to stock. When you make changes to the BOM and then update the kit, make SURE that the users are trained to review and disposition every item listed and ensure that they are returning to stock if desired. They can NOT simply just depress the OK button, otherwise they can be issuing parts to the WO, and we can NOT get them back, they will be valued as a Manufacture Variance. The system is operating as intended. The reason why the parts are NOT re-appearing in stock is due to the Same rule would apply if a part was deleted from a BOM and the kit updated. The kitting module would default issue to WO, because it did not have the original Part number information to return directly to stock. This is why it defaults Issue to WO with the option to return to Stock. When you depress the update kit button the item is displayed on screen for disposition. If you take a look at the print screen provided you will see that it is defaulting the qty to be issues to the kit. If the user is simply just depressing the OK button that stock will be issued to the kit and not returned to stock. The value of that stock will be accounted for in the Manufacture Variance upon closing the kit. If you want the inventory to be returned to stock you need to change the qty in the Issue to WO section below to 0.00 and then the Return to Stock qty should update to the amount you wish to have returned to stock.
When you make changes to the BOM and then update the kit, make SURE that the users are trained to review and disposition every item listed and ensure that they are returning to stock if desired. They can NOT simply just depress the OK button, otherwise they can be issuing parts to the WO, and we can not get those back, they will be valued as a Manufacture Variance.
|
| 1.12. Why am I unable to Close a kit, due to "Some Items do not have any locations in the inventory” message |
Upon attempting to close a kit, some users may report this type of message that was presented to them.
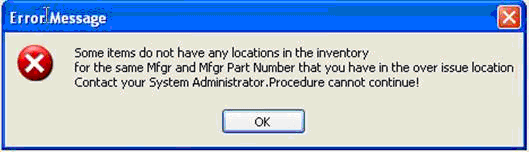 This more than likely indicates that parts that have been used on the kit are currently in an active Cycle Count or Physical Inventory. Make sure that Cycle Count or Physical Inventory have been posted to Inventory and then attempt to close the kit again.
|
| 1.13. What Type of Data Actions Occur during Kitting? |
The following data actions occur when Kitting. (In this set of information a limited BOM was created with only two components, one of which was allocated to a project.) When kitting the first part, (which is a part allocated to a project) The “Inv_res” table, will have a record created for this part and a link to the “Fk_Prjunique” project key. Once the user issues it to the kit, the stored procedure (trigger) in INVT_ISU table will be create. Once this record is created, the program will check if the part has any allocation records, and decrease allocation qty (actually insert a negative qty record) if found. It first checks if part is allocated to work order, then checks it it’s allocated to project. The INVTMFGR Qty_oh and Reserved fields are reduced by the amount issued. In the JBSHPCHK table, a recorded is added that the kit is in process. In the KAMAIN table, records of all parts of the kit are added, and the record of the issue is recorded. In the KADETAIL table, all parts in the kit are added as parts shortage, and issue records are added for parts kitted. In the KALOCATE table, a record is added of the issue. In the WOENTRY table, the kit status is changed to true. (on first issue)
In kitting the second part, a non-allocated part: A record is added to the INVT_ISU table, indicating that the parts were issued to WIP, and a specific work order. Various keys are used for tracking purposes. The INVTMFGR Qty_oh field is reduced by the amount issued. In the KAMAIN table records are added of the parts used in the kit, and actual issues thereof. In the KADETAIL table, issue records are added for parts kitted. In the KALOCATE table, a record is added of the issue.
|
| 1.14. What causes a shortage to not appear on the Shortage Reports? |
A. The shortages will not print or display if the Work Order has been closed, by the shipment of all products to finished goods (in the Shop Floor Tracking module where all of the Work Order units have reached the Work Center Finished Goods). Even if the Work Order was manually re-opened, the balance due would still be zero, and for that reason, the shortages won’t show anywhere. As long as the user has completed the Work Order (zero balances), it won’t drive any requirements nor display as a shortage. The user, may however, still issue material to the work order after the fact, as long as the kit has not been closed. If there are shortages and then the kit is closed, the program will ask if you want to fill the shortages first. (If you’ve closed the kit, you may re-open it, in the Utility tab…and with a high level accounting password).
Another reason the part might not be displayed on the shortage reports is that it is not been scheduled on the PO. The Purchased Part Shortage Summary report is going to display only the actual scheduled qty’s on the PO NOT the ordered qty on the PO.
|
| 1.15. What causes the double consumption of parts to a kit? |
A. When the kitting records are created via the “Pull Kit” option, they are established from the BOM, by work center and items. If subsequent to a pull item, the user makes a change to the BOM for the product, and then updates the work order, the following events happen: If the change to the BOM involves the deletion of a part from one work center of the BOM and addition of the part to another work center of the BOM, these count as deletions and additions. Of course, normal deletions may also occur, as well as quantity changes. When the update is performed on a work order, the system checks to see if parts have been issued which are no longer needed. If there are parts in this situation, then the user is asked whether the parts are to be returned to inventory, or have been (or are to be) consumed in the work order. If the user responds with a yes – consume the parts, then the parts are deleted from the kit record (not the issue records and transaction records). They will no longer show up as parts required by the work order. They will show up on the kit history list as being issued to the work order. The part that has been moved to a new work order is considered as new part requirement. The program cannot distinguish that the part was already issued albeit for another work center. So the part will show up again as needing to be kitted. If the user has fully kitted a work order, then changes the BOM, then updates the work order from the BOM, but does not return extra parts to stock, the effect will be a requirement to reissue those parts for the new work center, and scrap the ones already issued. The user will probably issue the parts (again) to fill the new shortages. |
| 1.16. What happened to line shortages entered in kitting and shortage module? |
A. A line shortage entered in the kitting and shortage module will be displayed on the kitting screen until it has been filled. The shortages will be displayed on all shortage reports and screens. After the shortage is filled (issued to the work order) it is no longer a shortage, and will drop off of the kitting screen and all shortage reports. However, records of the issue to the work order may be viewed and printed from the "Work Order Kit and Shortage Issued" report, or the "Work Order Detail Shortage" report, both found in the Kitting and Shortage Reports . |
| 1.17. When a user uses floor stock selected under U/K (used in kit) on the BOM, how does that affect kitting? |
A. When the kitting reports are issued, they will not contain either the Y or F items marked in the U/K. MRP will be sure that the items are on hand, or ordered in time for the kit, but the items are not directly kitted. Users may pull items out of stock and have it sitting on a barrel on the floor, from which the floor can pull floor stock without further transactions. Or, they can have a warehouse called floor stock, and keep the stuff on the floor, but then they would have to do an issue each time they took parts out of the barrel. |
| 1.18. We can not issue additional parts to a shortage by dragging the parts down to the kitting window even though the parts are in stock. |
A. Once inventory has been dragged from an inventory location, it can NOT be dragged again to fill shortages left from insufficient inventory on the first kit. The appropriate way to add more inventory to the kit from the same inventory location is to highlight the amount already kitted (in the lower right corner of the issue screen) and change the quantity to the revised quantity. That action will remove the additional quantity from inventory and place it in the work order. |