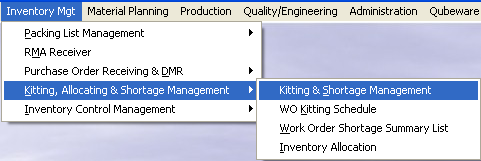
| 1. Kitting, Allocating & Shortage Management |
| 1.1. Kitting & Shortage Management |
| 1.1.1. Prerequisties for Kitting & Shortage | ||||||||||||
Prerequisites Required for Entering a New KITTING & SHORTAGE
After activation, "Kitting & Shortage Management" access for each user must be setup in the ManEx System Security module. Users with “Supervisor Rights” will automatically have access.
Optional Prerequisites for Entering a New KITTING & SHORTAGE
|
| 1.1.2. Introduction for Kitting & Shortage |
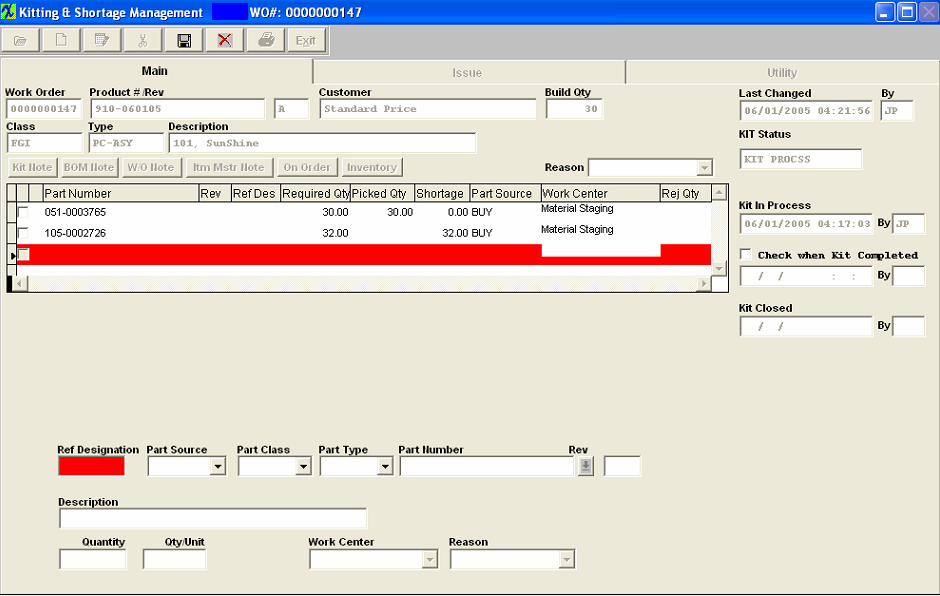
This screen provides a method for gathering data related to a specific Work Order. Users are able to simulate a kit pull to better determine component availability and identify potential delays. They also record unexpected component shortages allowing purchasing to order more and inventory to replace the components as needed.
See Article #3273 on "How ManEx can help you Streamline your Kitting Process".
|
| 1.1.3. Fields & Definitions for Kitting & Shortage |
| 1.1.3.1. Main Tab | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
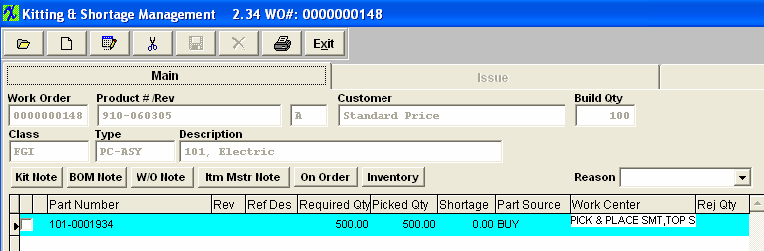
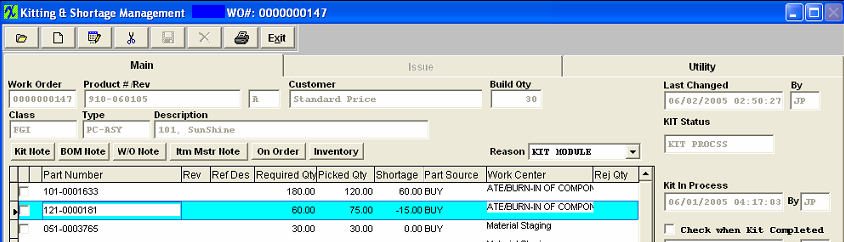
Main Screen Field Definitions
Component Section - NOTE: Items will appear on screen only if the "Used in Kit" on the BOM is "Y". For further detail see Article #34.
DIRECTIVE BUTTONS The following buttons are displayed on the Kitting Main screen
 |







| 1.1.3.1.1. Kit Status Logic |
Status of Kit: Released is a term that means the work order has moved from the initial input condition, where it is possible to check on details of the work order and to utilize a check list to indicate certain functions (established in the setup) have been completed (e.g., necessary documents have been received, shortages have been resolved, tooling is available, etc.). An unreleased work order cannot be kitted, nor moved on the shop floor. KIT (a logic field) means that the work order has been released for production to work on it. This includes kitting and SFT. It means that in the WO screen, the user has clicked on the “Work Order Released” checkbox. Or, this box is automatically checked when all of the items on a work order check list have been completed. It does not mean that the work order or the kit have been started. Until this box is checked, no kitting nor SFT activities can begin. OPENCLOS ( character field) is the status, or condition of the work order. This condition is required to initiate a work order. These conditions must be one of the following: Archived, Cancel, Closed, Firm Plann, Rework, ReworkFirm, Standard. Every work order must have one of these conditions.
|
| 1.1.3.2. Issue Tab | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
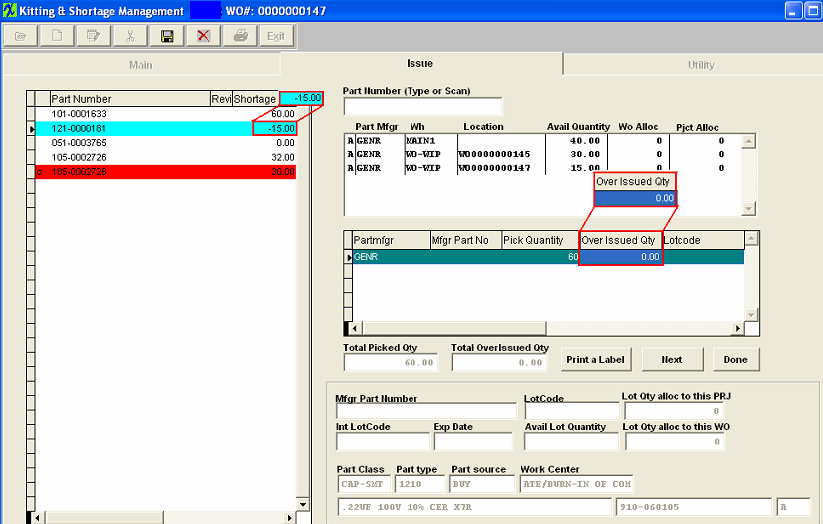
Issue Screen Fields KIT STATUS SECTION
INVENTORY STATUS SECTION
PICKED STATUS SECTION
The quantity of the highlighted part already picked. Below that is the part number of the completed assembly. The "Next" button should be used with the top "part number (type or scan)" field. When user types (or scans) the part number the user wants to issue, the cursor on the left list will move to the right part number record, then user can issue it. After the user is done, click the "Next" button, the system will save the issued record, and the cursor will move to top "part number" field again for user to enter whatever part number the user wants to issue next. It doesn't mean the "next one" record in sequence. LOT CODE INFORMATION
ADDITIONAL PART INFORMATION
|



| 1.1.3.3. Utility Tab | ||
The Utility Tab has four functions:
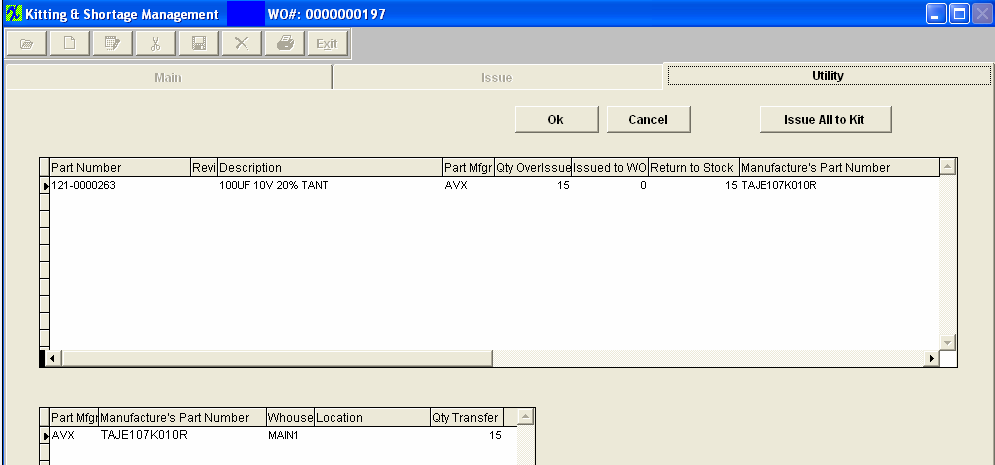
1. Close Kit - This section is used to close the kit from further transactions. Once closed, no further parts may be issued to or from the work order.  Once the Close Kit button has been depress the following screen will appear, this screen will list all over-issues for disposition, it defaults all items to have the over-issue qty returned to stock. If the users wants to return all to stock they just have to click the OK button. If they want to assign all the over-issue to the Work Order (kit) they can do so by depressing the "Issue All to Kit" button.
The act of closing the kit sets up the material variance entry for the Accounting module if more parts or less parts than called for by the Bill of Materials were actually used. Note: Only an accounting password can close the kit. The manufacturing variance is based on what should have been kitted according to the BOM for the work order. Under issues, overissues and alternate parts are considered as variances. If a part is allocated to a Work Order or a Project (linked to the work order), when the KIT over-issues to WO-WIP location. Once the WO is closed, and user chooses to return stock, the WO allocation will be cleared, but the Project allocations will be retained and carry back to stock as still allocated to that project. What are the actions that would cause a work order to appear on the “Kits to Close” report? The action that causes a work order to appear on the Kits to Close report is when the Work order is closed. (In the Shop floor tracking module, the units are transferred to the Finished Goods work center). There is no longer a balance due on the order but the work order has not yet had the kit closed. There are two aspects of closing a work order activity – 1, closing the work order; and 2, closing the kit. The work order closes when all of the scheduled parts are either in finished goods or scrap. This happens automatically when the last transfer is made in the shop floor tracking module. The kit closing is a manual function. It is separate, because even though the work order may be closed, somebody may not have completed kitting all the parts to the work order, nor moved all of the over-issue out of the work order. These actions are prompted for when the kit is closed. The user may close the kit without addressing the open issues, but if that happens, each will become a variance within accounting. Unfilled shortages will become a positive variance and overissued parts will become a negative variance. (Important Note: For those instances where the user didn’t issue the parts to the work order initially, but completed the work order in shop floor tracking and then closed the kit, there will be a very large positive variance created because the system will assume that the cost of the components = zero.) Therefore, do not close a kit if it was never pulled. 2. Re-open kit - If the user wishes, he/she may re-open the kit once it has been closed. Note: Only an accounting password can re-open the kit.
4. Update Kit - The Update Kit button will update the work order with any BOM changes.
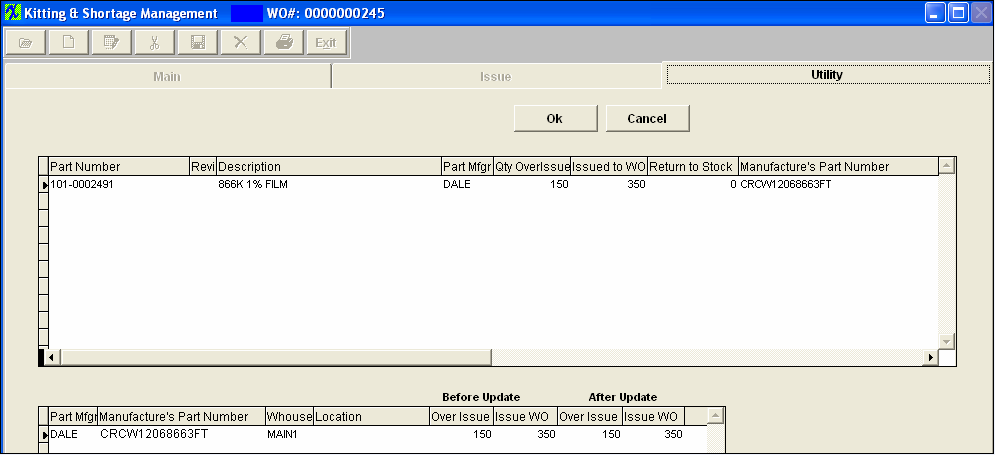
Depress the Update Kit button. Type in your password. You will receive a confirmation message. If the changes to the BOM reflect inventory parts that require dispositioning the following screen will appear:
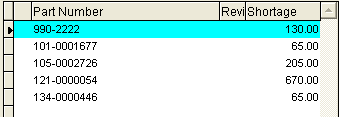
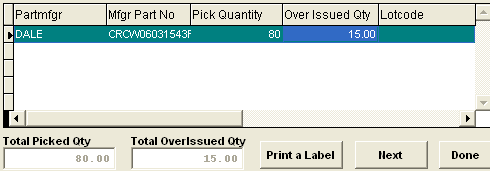
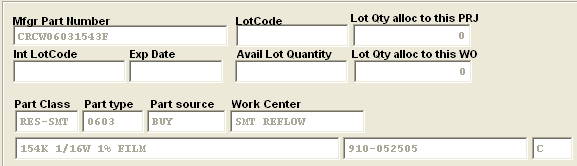
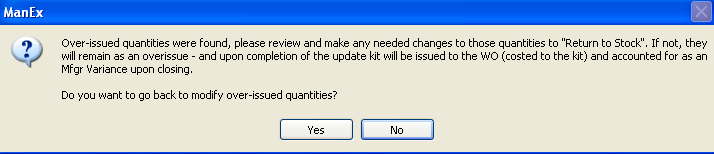
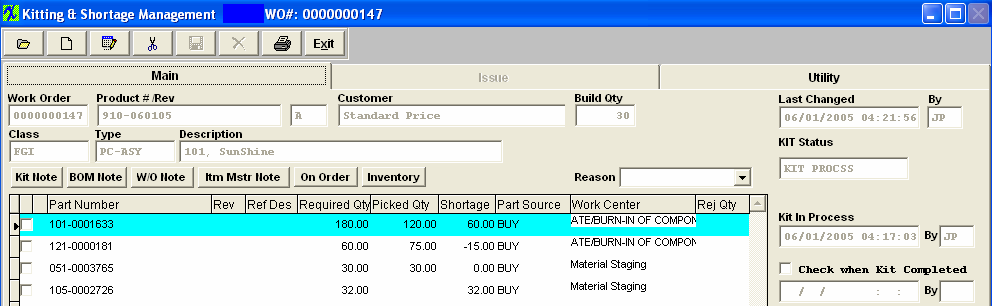
Highlight the item. The system will default in the issued qty into the Issue WO field. If you wish to issue the parts directly to the cost of the Work Order then you can leave the qty in Issue WO. Depressing the OK button will then issue and cost those parts to the kit. If you wish to return those part back to inventory you will change the Issue WO qty to 0 and then you will see the Return to Stock qty adjust. That amount in the Return to Stock will be the amount that will be returned back to stock as available inventory. If there is an Over Issue Quantity found during the update kit, user will receive a message to remind the user that there was an Over-issue qty found, and to make any needed changes to those quantities to "Return to Stock". (If you wish to return those part back to inventory you will change the Over Issue qty to 0 (bottom screen) and then you will see the Return to Stock qty adjust (top screen)). That amount in the Return to Stock will be the amount that will be returned back to stock as available inventory. If not the over-issued qty will remain as an overissue - and upon completion of the update kit the parts will be issued to the WO (costed to the kit) and accounted for as a Mfgr Variance upon closing. If a part is allocated to a Work Order or a Project (linked to the work order), when the KIT over-issues to WO-WIP location. Once the WO is closed, and user chooses to return stock, the WO allocation will be cleared, but the Project allocations will be retained and carry back to stock as still allocated to that project. Depress the OK button and you will receive a confirmation message. For any new parts added to the BOM, they will appear as shortages. You need to make sure to pull them to the kit. If any of the quantities per within the BOM were increased, you’ll have to also pull additional amounts, which will now show as shortages to the Work Order: In the example below, part number 105-0002726 was just added to the BOM and must now be pulled. Additionally, part number 101-0001633 had the quantity per on the BOM increased and now the shortage must be pulled. 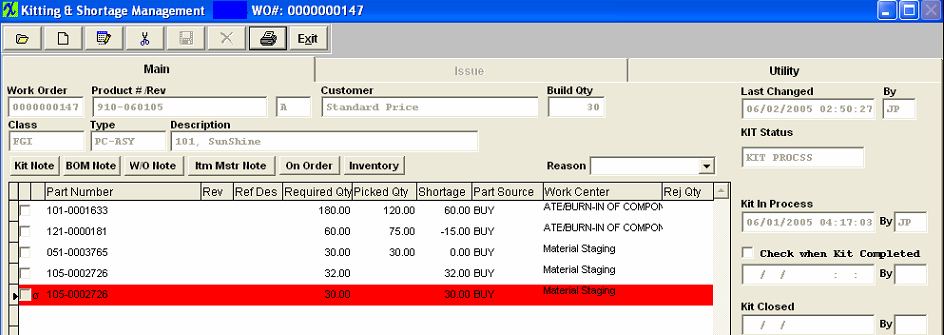
|
| 1.1.4. How To ..... for Kitting & Shortage |
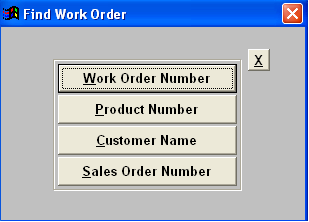
| 1.1.4.1. Finding a Work Order Record | ||||||||||||||||||
The following screen will appear:
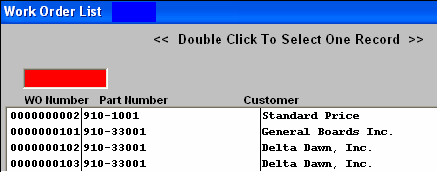
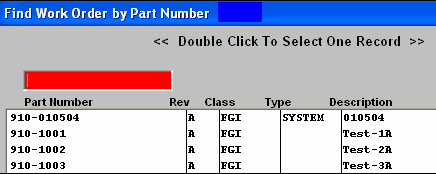
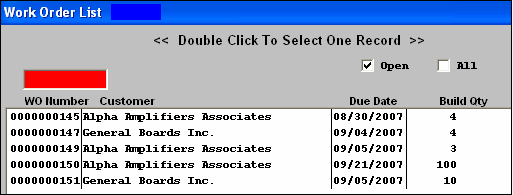
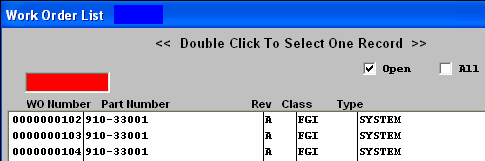
If you select by Product Number the following screen will appear. Type the part number in the red box, or highlight the part number and double click to select. After selecting the product number, a screen is displayed listing work orders for the selected product. Type the work order number in the red box, or highlight the work order number and double click to select.
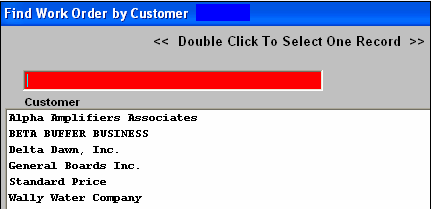
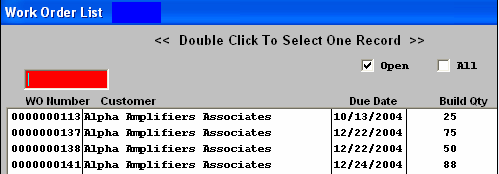
If you select by Customer Name the following screen will appear. Type the customer name in the red box, or highlight the customer name and double click to select. After selecting the customer name, a screen is displayed listing work orders for the selected customer Type the work order number in the red box, or highlight the work order number and double click to select.
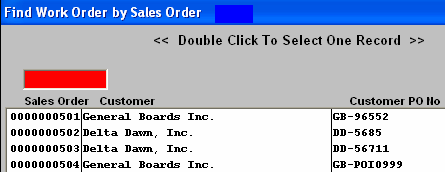
If you select by Sales Order Number the following screen will appear. Type the sales order number in the red box, or highlight the sales order number and double click to select. Type the work order number in the red box, or highlight the work order number and double click to select.
|

| 1.1.4.2. Issue Parts to Kit | ||||||||||||||||||||||||
After Finding a kit and if it has NOT been previously pulled, the following procedure is performed
MANUAL KIT
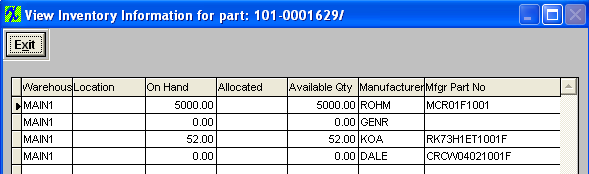
If you would like to see if there is part availability for the highlighted part number before going to the next step depress the "Inventory" button.
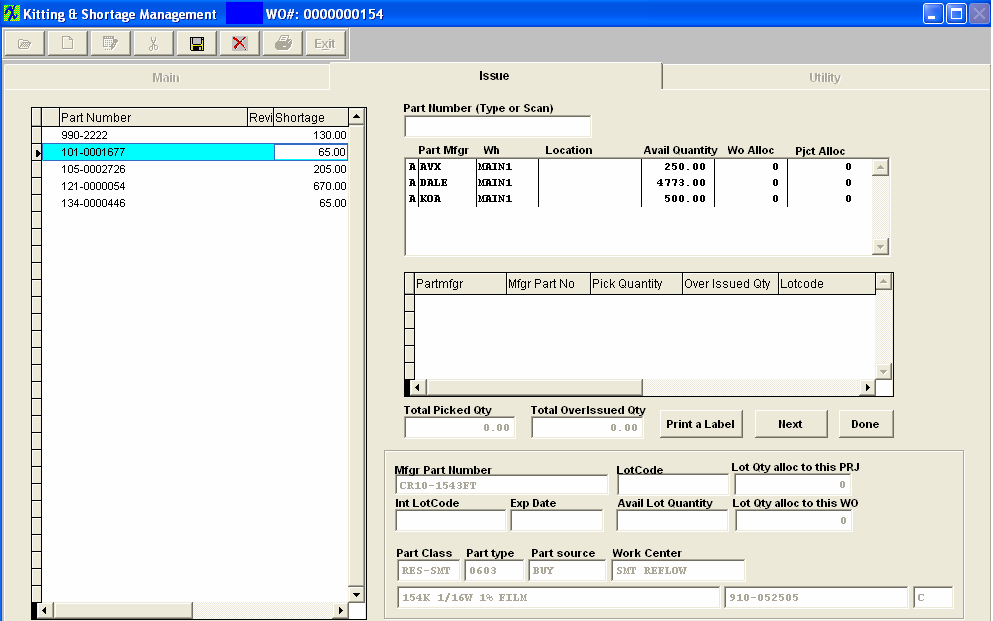
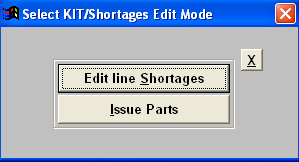
Depress the Edit action button again and the following selection will appear: Depress the Issue Parts button to continue or X to cancel. If you depress the Issue Parts button and type in the password the Issue Tab screen is displayed: This screen is divided into four operational sections.
The user first selects a part from the kit status section. Place the cursor on a part manufucturer in the inventory status screen and drag it to the Picked Status section in the center of the right side of the screen. To drag, place the cursor on the line indicating an available quantity. Do not remove your finger from the mouse. While you are in the process of dragging, you will see an outline of a hand holding a document. Pull the cursor down to the Pick quantity section. To drop, remove your finger from the mouse. Those manufacturers approved for the bill of material will have the manufacturer preceded with an A. When inventory from the Inventory Status section is dragged to the Picked Status section, the quantity required for the work order is subtracted from the original quantity in inventory. If there is insufficient quantity in inventory, an additional lot may be dragged to the picked status section. If the quantity of parts needed is less than the quantity in inventory, only the quantity needed will be transferred. While still in the Pick Status, the user may modify the quantities being picked. Increasing the quantity that is required for the kit (if there is more available in inventory) will place the extra parts in the overissued qty column. The shortage column will display the over-issues as negative shortages. By reducing the quantity, the remainder of the parts will be returned to inventory. If not returned to Inventory, unused parts in the overissued inventory will continue to be considered as available for use by MRP actions. Other kits may be kitted using these parts. To change the amount Picked, place the cursor on the amount picked. A white box will display. Type the revised amount picked in the white box and depress the Enter key.
REAL TIME KITTING FEATURE When you first enter the ISSUE screen and if you just continue through and Drag & Drop items as described above all of the transactions will be saved to the system upon depressing the Save Record Icon. But as soon as you depress the Next button the system will begin to save the records immediately and the Save and Cancel icons will became inactive. This has been added so our users can begin real-time kitting and since intended for a wireless network connection we need to save individual pulled records instead of the entire kit pull save. Below is a description of how this feature is intended to operate:
This will then bring them back to the Main Kitting screen.
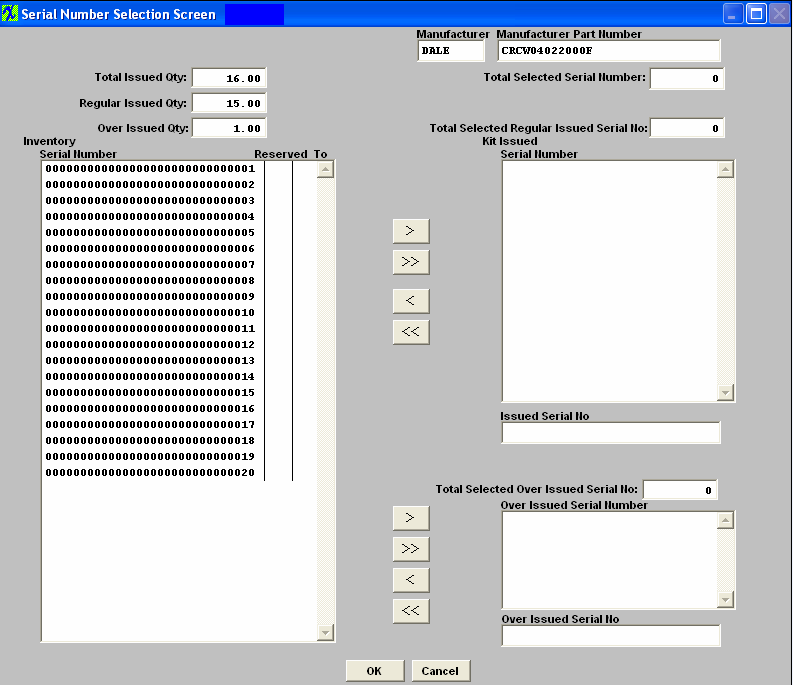
ENTER SERIAL NUMBERS If the Part Number highlighted in the left column, is a serialized part, highlight the Available Quantity. Drag and drop into the Pick Quantity space (as described above). The quantity will appear as 0 in pick quantity. Click on pick quantity and manually fill in quantity. The following screen will appear: All serial numbers for this part number will appear in the left hand column. Highlight the serial numbers you want used for this work order click on the > arrows. They will appear in the right hand column. If you overissued you must highlight the serial numbers for the overissued quantity click on the > arrows and they will appear in the bottom right hand screen. Once the serial numbers that are to be used for this work order appear in the right hand column depress the OK button. Depress the ‘DONE’ Button or ‘Save’ button. The completed Main tab screen appears as below: 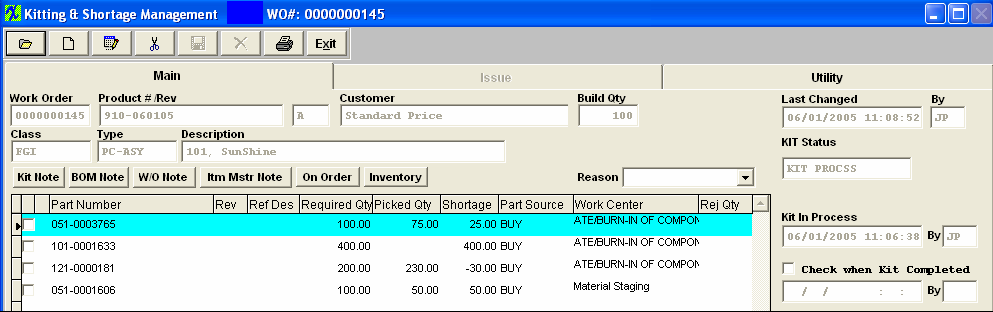
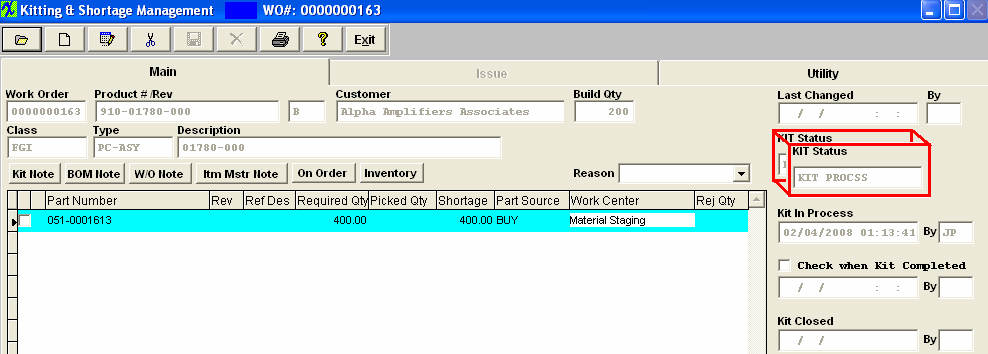
NOTE: MRP is designed to calculate from the Kit Shortage and not from the Lead times once the parts have been pulled to the kit and the kit status is changed to "Kit in Process". Once the parts have been pulled to the kit, the systems is assuming that the shortages are needed by the WO due date, rather than the Prooduction lead time, so MRP then calculates using the due date of the WO as the date the materials must be on hand, MRP no longer takes the production lead time into consideration.
AUTO KIT
If the Bill of Material does not have any components that are kitted, then no kitting will be done. Kitting Preference Hierarchy When Kitting Manex picks from Approved AVL's then in numeric sequence. (1 before 2, 2 before 3, etc.) "99" is the default preference number, if no preferences are entered, then other un-controllable factors affect which is picked first. If the user wants to have a specific warehouse picked first, then they are to enter a preference number such as "1" in the preference field within the Quantity Info screen within Inventory Control Mgmt .
|



| 1.1.4.3. Add a Line Item Shortage | ||||||||
|
Shortages other than those resulting from an incomplete kit are considered Line Shortages. Line shortages may be a result of poor yield on a part, and additional parts are required, or because one or more additional parts are needed for the work order beyond those described in the bill of materials. Line shortages may be created because of alternate parts, special engineering evaluations, or for any reason that the user decides to enter in the system setup. For Miscellaneous Shortages, (this selection may be used to issue non-inventory items to kit) the user may type in the Part Number, Revision and Description and then select Source, Class, Type, Department and Reason from the respective Drop Down lists. The user may type in the Quantity and Quantity/Unit. If you select Add Line Shortages, you will be prompted for your password and then the following screen will appear: (NOTE: If line shortages are added and issued to rework WOs, the kit status will update to “REWORK”). True "Phantoms" cannot be added as a line item shortage to a kit.
NOTE: The Line item shortages are considered as in the WIP account all the way through until the Kit is closed within the Kitting module. Upon Closing the kit within the Kitting module the Line Item Shortages are then costed out and credited out of WIP account and debited in the Mfgr Variance account. So the “Inventory WIP Valuation Report” by Work Order by Standard Cost does not deduct those line item shortages as the product is moved into FGI. See Article #1777 for further detail.
 The bottom of the Main information tab is opened up to display an area to enter the part information necessary to describe the shortages. The part information for the shortage is entered. The part must be a part defined in the Inventory Control Item Master. Select Part Source, Part Class, Part Type, Part Number from the respective drop down lists. Type in the Quantity and the Quantity per Unit. Note: Shortages recorded by Ref Designator are case sensitive.
“Ignore Shortage” box: If you want to remove the component from the shortage reports and MRP, check the box at the left of the part number. Note that the box for checking KITTED shortages only works with those items that are kitted based on the BOM for the assembly. Checking the boxes means that the part on the BOM will NOT be considered for MRP purposes, and NOT show up on shortage lists. This is the only way you can get a part on the BOM, off of the shortage list. Line shortages, however, can be edited to make them larger or completed. The user should NOT create a line shortage, then try to check the “ignore shortage” box. A line shortage is either short or not. If it is not short for this particular work order, then check the box to take it off of the shortage list. Add a Miscellaneous Shortage If you select Add a Miscellaneous Shortage you will be prompted for your password, and then the following screen will appear: 
Type in the Part Number, Revision and Description. Select Source, Class, Type, Department, Reason from the respective Drop Down lists. Type in the Quantity and Quantity/Unit. Continue in this fashion until all entries are made. Depress the Save button.
Issue or Edit a Line Item Shortage
Pressing the Edit Button (after finding a work order) displays the following selection choices: If user selects "Edit line Shortages", you will be prompted for your password and then you will have the opportunity to change Quantity, Quantity/Unit or Work Center Selection for an existing line item shortage.
This field is intended for the user to enter in the qty needed for the shortage and the system will make the needed adjustments based off from that qty. For Example: if the user originally added a line item shortage for a qty of 5, and picked a total of 7 to the kit. (Production has no way of knowing how many were pulled to the kit originally, so a week later they come back to the stockroom, and request 4 more). The stockroom will then edit the line item shortage at this time the qty will display a -2.00, stockroom will issue 4 more by entering a qty of 4, the system will make the adjustments based off from that qty, so the Required qty will then become 11. NOTE: You can only reduce the shortage qty if there are no issues against it. If the complete shortage qty has been issued, and user depress the Edit line Shortage button and the qty field is "0" and user enters a qty in the qty field the system will interpret this as an additional qty. To change a qty that has already been issued user would need to un-issue the complete qty and then go back and change the shortage qty. System will not allow user to enter a negative qty.
Depress the Save button when changes are completed. If user selects " Issue Parts" enters their password, they may follow the steps outlined in Article #904.
Add a Line Shortage to a Rework Work Order Overview of a Rework Order When a rework order is created via the RMA Receiver module (Please refer to the Return Material Authorization Management manual), there is no demand created for any parts on the BOM for the product of the work order. But, demand will be created for any line shortages established for the work order. There should be a line shortage created for the assembly being reworked, so the product can be issued to the work order. When the work order has the kit closed, the manufacturing variance is created that is the difference between the standard cost of the parts issued to the work order and the standard cost of the sum of all of the BOM components. If there is no BOM for the product, but if the assembly has a standard cost assigned to it, the following will happen: There will be a favorable variance to the wip (the difference between the standard cost of the product and the standard cost of the sum of the materials on the BOM) Assembly Standard cost – zero BOM cost. The kit close will have an unfavorable variance created for accounting which will be the sum of the standard cost of the components issued to the work order. The kit close will offset the line shortages pulled. To add a line shortage to a rework work order, follow the same procedures as finding the work order, as detailed above. Depress the Add button to add a new line shortage. Type in your password. Then follow the procedures to add and pull a line shortage as detailed above. Upon completion, you will see a message at the top right hand side of the screen that inventory files are being updated. Then the part information in the lower part of the screen will turn blank. Exit the kitting module and then proceed to the shop floor tracking module to complete the rework order. The Delete button is used to remove line shortages before the part has been pulled for that line item. Find the Work Order containing the line shortage, using the find procedures. After selecting the delete button, the user is asked for an authorized password. Then the user selects the item to be deleted. Highlight the line item containing a rho symbol (? ) at the far left of the part number.
|

| 1.1.4.4. Update Kit | ||
The Update Kit button will update the work order with any BOM changes. Note: This button MUST be depressed after an ECO approval for any part changes to be reflected if the Work Order due date proceeds the effectivity date of the ECO.
Depress the Update Kit button. Type in your password. You will receive a confirmation message. If the changes to the BOM reflect inventory parts that require dispositioning the following screen will appear:
 Note: If parts are being displayed for dispositioning even though NO changes to quantities were made it may be due to the fact that the work centers were changed and upon completion of the update kit the parts will be issued to the WO (costed to the kit) and accounted for as a Mfgr Variance upon closing.
Highlight the item. The system will default in the issued qty into the Issue WO field (bottom screen). If you wish to issue the parts directly to the cost of the Work Order then you can leave the qty in Issue WO. Depressing the OK button will then issue and cost those parts to the kit. If you wish to return those part back to inventory you will change the Issue WO qty to 0 (bottom screen) and then you will see the Return to Stock qty adjust (top screen). That amount in the Return to Stock will be the amount that will be returned back to stock as available inventory. If there is an Over Issue Quantity found during the update kit, user will receive the following message to remind the user that there was an Over-issue qty found, and to make any needed changes to those quantities to "Return to Stock". (If you wish to return those part back to inventory you will change the Over Issue qty to 0 (bottom screen) and then you will see the Return to Stock qty adjust (top screen)). That amount in the Return to Stock will be the amount that will be returned back to stock as available inventory. If not the over-issued qty will remain as an overissue - and upon completion of the update kit the parts will be issued to the WO (costed to the kit) and accounted for as a Mfgr Variance upon closing.
 If the over-issued quantity or quantity in WO-WIP has been allocated to other work orders/projects, then the user will receive the following message and the kit will not update until the allocatiions have been cleared.
 For any new parts added to the BOM, they will appear as shortages, and user will need to make sure to pull them to the kit. If any of the quantities per within the BOM were increased, you will have to also pull additional amounts, which will now show as shortages to the Work Order. If user changes a Work Center on a BOM and depress the Update kit button, the system will treat this part as a new item, and will appear as shortages and user will need to make sure and pull them to the kit. In the example below, part number 105-0002726 was just added to the BOM and must now be pulled. Additionally, part number 101-0001633 had the quantity per on the BOM increased and now the shortage must be pulled.
|
| 1.1.4.5. De-Kit |
|
The act of de-kitting will return all of the previously picked parts to inventory. If a part is allocated to a Work Order or a Project (linked to the work order), once the part is issued to the WO (not over-issue) the allocation will be removed, only the allocation for over-issue parts can be kept. The system will NOT allow you to de-kit with product in finished goods. Note: If the "Remove location with this warehouse from the Inventory when qty on hand gets to "0" box is checked in the Warehouse Setup , and the work order is de-kitted, the warehouse will be reactivated and parts will be returned to that same warehouse. When De-Kitting parts issued from an In-Store warehouse, the parts will NOT be returned to the In-Store warehouse. The parts will be returned to Stock and the In-Store PO will still need to be created. 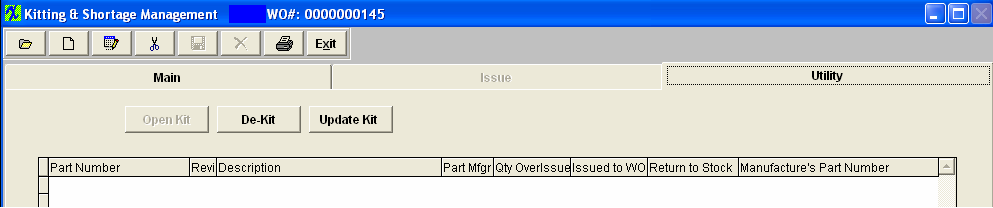 If the over-issued quantity or quantity in WO-WIP has been allocated to other work orders/projects, then the user will receive the following message and the kit will not Dekit until the allocatiions have been cleared.  If the kit is NOT in process yet or has been de-kitted already, the following message will appear on screen and will cancel the de-kit.
 . |
| 1.1.4.6. Return Over-Issue | ||
There are two methods of returning an over issue: Method 1: For the situation where the user has created a line shortage, before the Work Order has been completed (reached the Finished Goods Inventory Work Center in Production), the user has the option of returning the unused components which were over-issued to the Work Order back into Inventory. Using the Finding a Kitting & Shortage procedure, find the Work Order with the over-issue (remembering to select ALL). You will note that the shortage column contains a negative amount, as shown in the screen below:
Depress the Save action button. The difference between the original over-issue and the actual overissue will be returned to inventory. The inventory records will update and the appropriate accounting entry removing the part from WIP will also be made. (If the parts in WO-WIP have been allocated to another work order/project user will not be able to return the over-issue qty using this method). Method 2: This method covers the situation where the user has a reel of 750 parts and he/she doesn't want to count out 500 for the Work Order. All of the 750 is issued by clicking on the quantity in the lower right hand screen of the Issue tab and changing the amount to 750. (Please refer to procedures above regarding the Issue tab.) Then the system will over-issue 250 parts to the Work Order. Once the assembly has been completed and reaches the Work Center for Finished Goods Inventory, these un-used over-issued parts can now be issued to the next Work Order, or returned to stock, as follows:
Using the Finding a Kitting & Shortage procedure, find the Work Order with the over-issue (remembering to select ALL).
3. If then you want the un-used overissue returned to stock, depress the OK button. Notice that the over issue has disappeared from the Main tab, as shown in the screen below: (If the user does not want the un-used over-issues returned to Raw Materials Inventory, he/she edits the Quantity Transfer Amount at the bottom right hand side of the screen. The user may transfer 0 quantity or any amount up to the amount of the over-issue).
 Once the above steps are completed, the "Qty Transfer" parts are returned to their warehouse location, WIP is relieved, the Quantity on Hand in Raw Materials Inventory is increased in the Inventory Item Master and the appropriate accounting entries are generated. Lot Coded Parts - If parts have been issued from different Lot Codes with over-issued qty, those over-issued parts are moved to "WO-WIP" location, and the system saves what lots they come from, when the Kit is closed, the system locates all the WO-WIP locations and lot information, and returns it back to the original lot, if the lot is deleted (due to the lot qty is 0), is will re-create it.
Allocated Parts - If a part in WO-WIP is allocated to other work orders/projects, and user chooses to return back to stock, the program will unallocate from the work orders WO-WIP, return to the original location and then re-allocate to the original locatiion, if user chooses to issue to work order the program will remove the allocation and cost it to the work order.
|
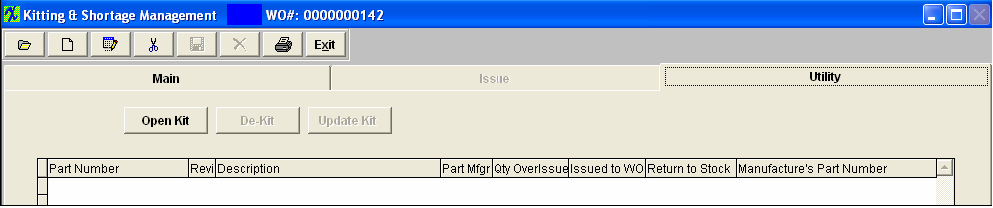
| 1.1.4.7. Close Kit |
This section is used to close the kit from further transactions. Once closed, no further parts may be issued to or from the work order.
NOTE: User MUST have full rights to the Kitting & Shortage Management module within Security to be able to close a kit.
NOTE: It is very important to close out all kits. Kits need to be closed manually so the user can choose whether the over-issues are to be returned to stock, or charged to the work order. If kits are not closed users are likely to have a huge manufacturing variance, or very inaccurate inventory records, and MRP will think that the over-issues are available to meet demand, when they might not actually be available. Once the Close Kit button has been depress the following screen will appear, this screen will list all over-issues for disposition, if the parts still have other locations available, the code only lets the user return back to those locations. The system will list all the available locations for the same manufacturere but not "WIP", "WO-WIP" and "MRB" locations for user to return. It will only "un-delete" a location if NO other locations are available. It defaults all items to have the over-issue qty returned to stock to the default warehouse. If the user choose to return all inventory to stock they just have to click the "OK" button. If they choose to assign all the over-issued qty to the Work Order (kit) they can do so by depressing the "Issue All to Kit" button, and the pick qty will increase to include the overissued qty. So, if the users decide to re-open the kit, they have the option to return the material back to inventory if they choose. NOTE: If the user REDUCES the Build Qty on a Work Order that will change the WO status to "CLOSED", upon closing the kit the system will take the original quantity pulled to the kit and automatically cost the different to the kit without giving any option to the user. If the user does NOT wish to have the extra parts automatically costed to the kit upon closing they will need to change the WO status from "CLOSED" to "STANDARD", return to the Kitting module and "UPDATE" the kit, then return to the WO module and edit/save the record without making any changes – the Status will automatically update to Closed. See attached word document <<PS_961_090427.docx>> for an example. 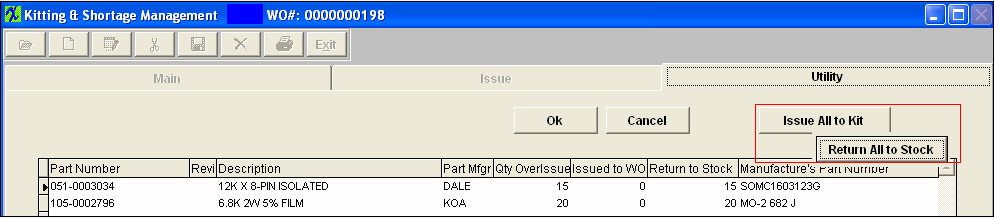 The act of closing the kit sets up the material variance entry for the accounting module if more parts or less parts than called for by the Kit for the Bill of Materials and actually used.
The manufacturing variance is based on what should have been kitted according to the BOM extension for kitting for the work order. Under issues, overissues and alternate parts are considered as variances.
The BOM may contain components which may have a scrap percentage associated with them. When the standard cost is calculated for such a BOM, and if the extended quantity calculated for scrap percentage for a component is fractional, the fraction of a cost is used in the determination of the standard cost. (For example,if a component had a scrap percentage of 3%, and the BOM calls for 50 components per assembly, the cost is determined based on 51.5 components. However, when kitting the assembly, it isn't possible to issue 51.5 components, so it is rounded to 52 components. Then when the assembly is removed from WIP, and the kit is closed, the WIP is credited for the value of the assembly, which includes the price based on 51.5 components. That leaves the cost of 1/2 of the affected component left in WIP. The rounding variance tracks down these differences and also removes the remaining cost of 1/2 component. The Line item shortages are considered as in the WIP account all the way through until the Kit is closed within the Kitting module. Upon Closing the kit within the Kitting module the Line Item Shortages are then costed out and credited out of WIP account and debited in the Mfgr Variance account. So the “Inventory WIP Valuation Report” by Work Order by Standard Cost does not deduct those line item shortages as the product is moved into FGI. For further detail see Article #3053 . 1. If no G/L account number has been established for the rounding variance user will receive the following message and a G/L account number will need to be established for the rounding variance in Inventory Setup before user can continue. 
The Kit Closing Procedure will separate out the manufacturing variance, rounding variance, and the changes to WIP values.
If a part is allocated to a Work Order or a Project (linked to the work order), when the KIT over-issues to WO-WIP location. Once the WO is closed, and user chooses to return stock, the WO allocation will be cleared, but the Project allocations will be retained and carry back to stock as still allocated to that project. If Lot Coded parts have been over-issued to the kit those over-issued parts are moved to "WO-WIP" location and the system will save what lots they were pulled from. When the Kit is closed, the kit finds all the" WO-WIP" locations and lot information, and returns the parts back to the original lot. If the lot is deleted (due to the lot qty is 0), the system will re-create that lot. When closing a kit see Article #1777 for further detail on how Line Item Shortages are handled.
Upon attempting to close a kit, some users may report this type of message that was presented to them. This more than likely indicates that parts that have been used on the kit are currently in an active Cycle Count or Physical Inventory. Make sure that Cycle Count or Physical Inventory have been posted to Inventory and then attempt to close the kit again.
 What are the actions that would cause a work order to appear on the “Kits to Close” report? The action that causes a work order to appear on the Kits to Close report is when the Work order is closed. (In the Shop floor tracking module, the units are transferred to the Finished Goods work center). There is no longer a balance due on the order but the work order has not yet had the kit closed.
There are two aspects of closing a work order activity – 1, closing the work order; and 2, closing the kit. The work order closes when all of the scheduled parts are either in finished goods or scrap. This happens automatically when the last transfer is made in the shop floor tracking module. The kit closing is a manual function. It is separate, because even though the work order may be closed, somebody may not have completed kitting all the parts to the work order, nor moved all of the over-issue out of the work order. These actions are prompted for when the kit is closed. The user may close the kit without addressing the open issues, but if that happens, each will become a variance within accounting. Unfilled shortages will become a positive variance and overissued parts will become a negative variance. It is good practice to have someone in accounting and/or inventory review the Kit to Close report and clear them out. |
| 1.1.4.8. Re-Open Kit |
Re-open kit - If the user wishes, he/she may re-open the kit once it has been closed. Note: User MUST have full rights to the Kitting and Shortage Mgmt module within Production Security along with full right the the ALL Release to GL and ALL Posting to GL modules within Acct Security.
 If a closed kit contains parts with multiple Lot Code pick records against it and then later is re-opened the Kit Pick Lot Qty should still match the inventory Lot Qty when re-opened. If a closed kit contains overissued qty's the user can select to return the overissued qty to stock.
When re-opening of a Rework Kit it should only pull forward items from the original kit for Rework, not all the items from the BOM.
|
| 1.1.5. Reports - Kitting & Shortage | ||||||||||||||||||||||||||||||||||||||||
|
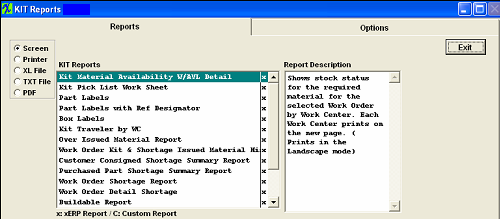
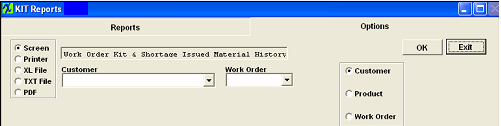
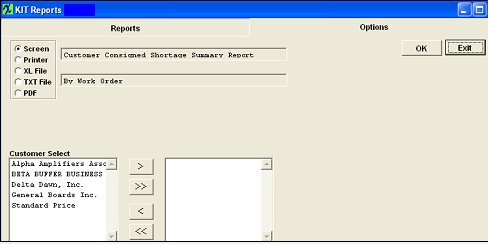
To obtain the Kit reports, select the Print button from the ManEx action buttons at the top of the screen.
The following screen will appear:
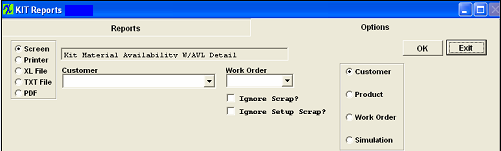
Kit Material Availability W/AVL Detail report
Depress the OK button. The following report will be displayed:
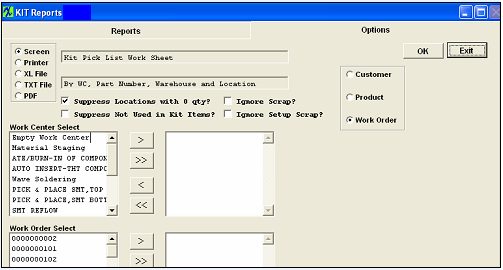
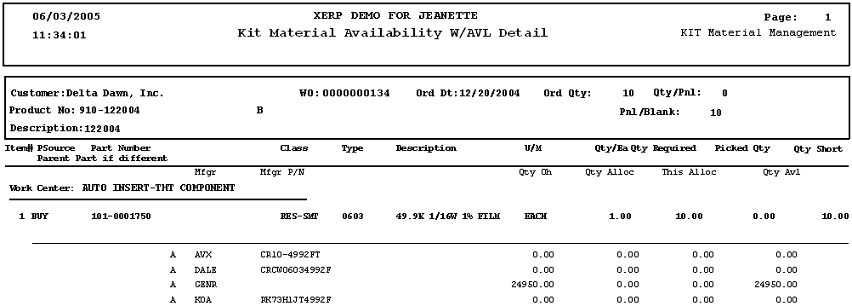 For simulation, select the Product Number from the drop down list. Select the quantity to simulate. Enter OK and the following report will print. 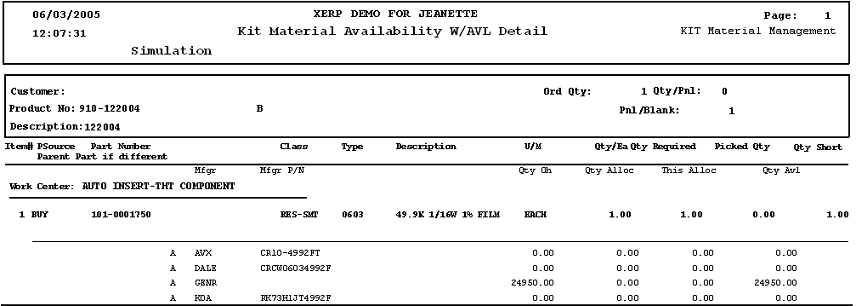 Kit Pick List Work Sheet report
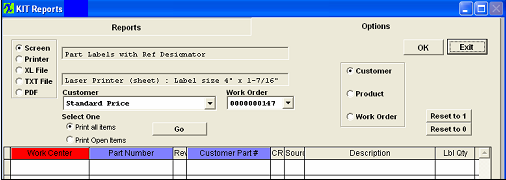
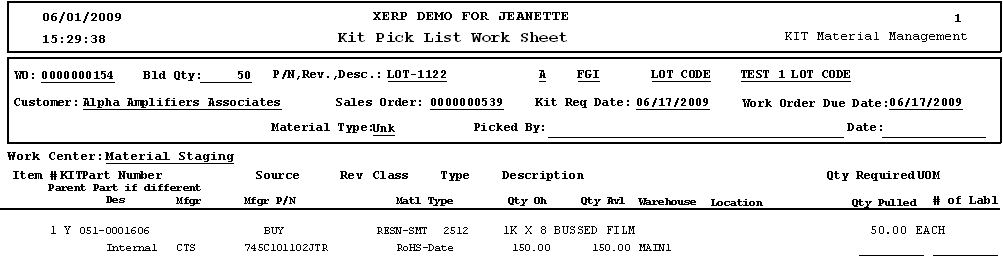 Part Labels or Part Labels with Ref Designators
Highlighting the Part Labels or Part Labels with Ref Designators brings up a selection of printers to be used. Highlight the printer and depress the option tab.
Type in the qty of labels required and depress OK.
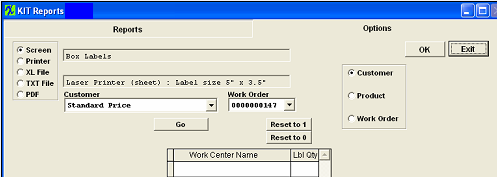
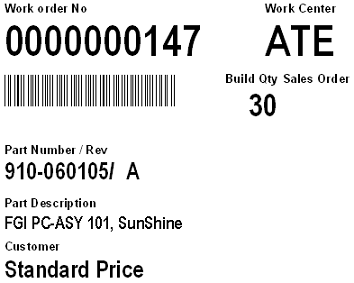
The labels printed will appear like this: Box Labels
The following screen will appear: Depress go and the items that require labels for that work order number will appear in the bottom section of the screen Type in the qty of labels required and depress OK.
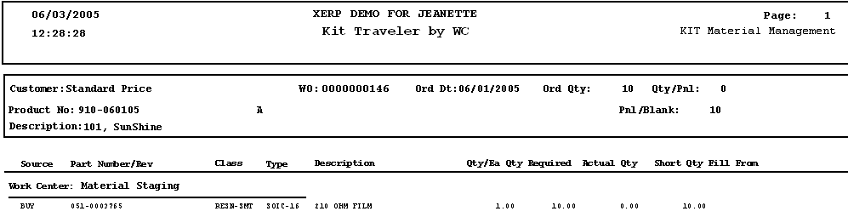
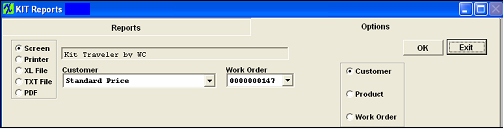
Kit Traveler by WC report
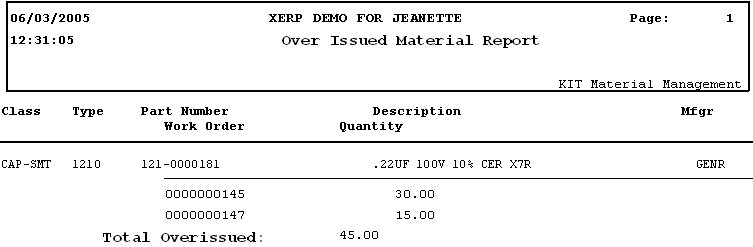
 Over Issued Material report
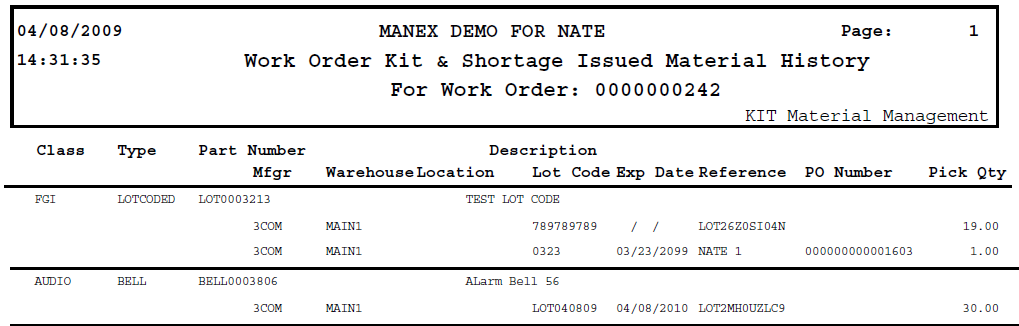
Work Order Kit & Shortage Issued Material History
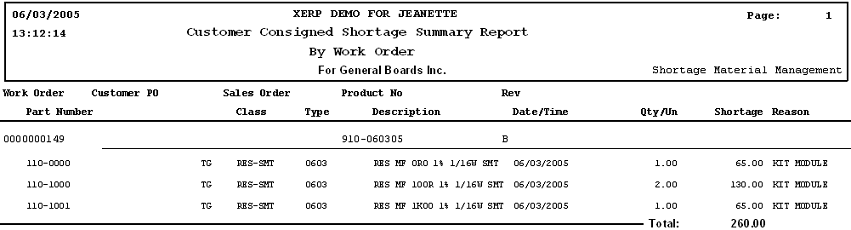
Customer Consigned Shortage Summary report
The following report will be displayed:
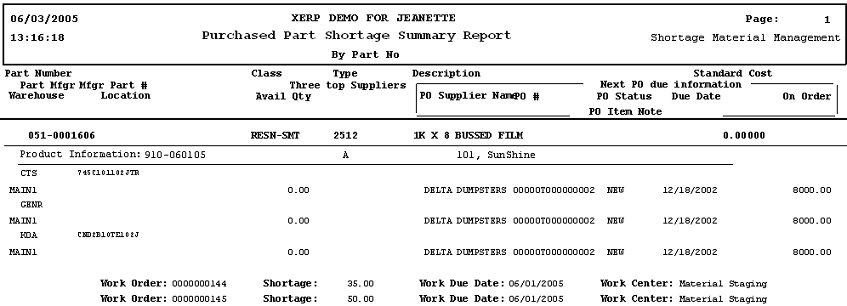
Purchased Part Shortage Summary report - NOTE: The kit has to be in process in order for the parts to show as a shortage on the Report
Highlighting Purchased Part Shortage Summary report brings up a detail screen: The following report will be displayed:
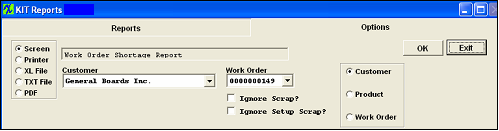
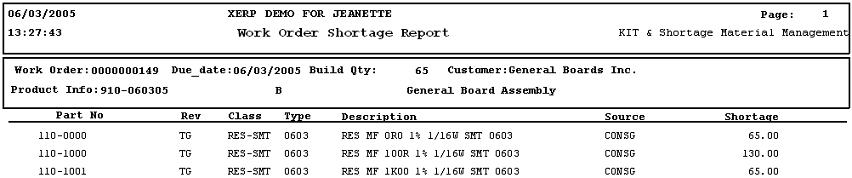
Work Order Shortage report or Work Order Detail Shortage report
NOTE: The kit has to be in process in order for the parts to show as a shortage on the Report
The following report will be displayed:
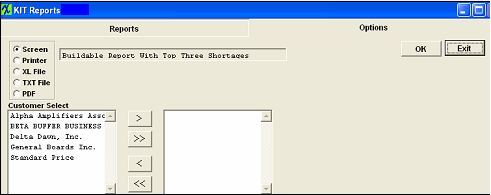
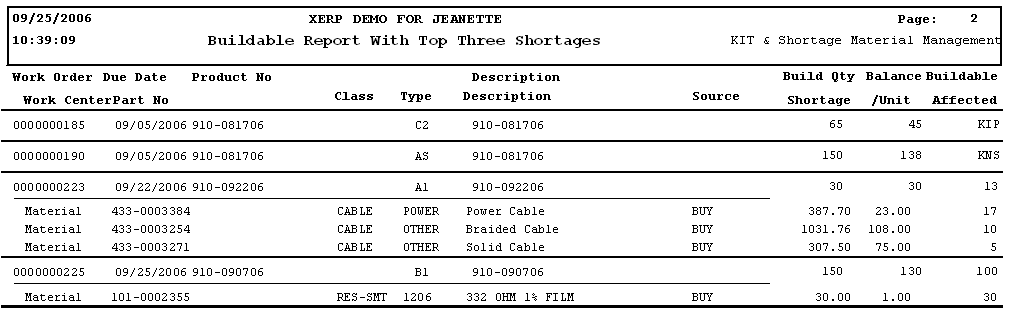
Buildable report or Buildable Report with Top Three Shortages
The following report will be displayed:
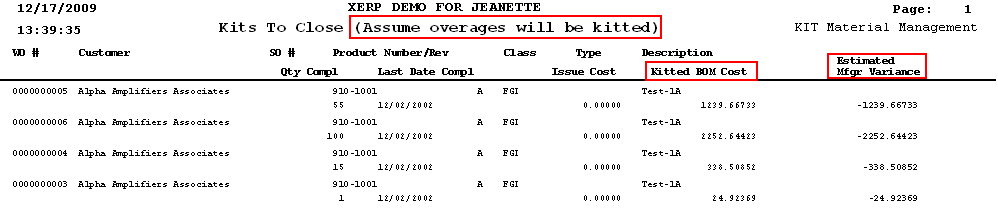
For the Kits to close selection, mark the radial for the desired Sort by: Last Complete Date; Work Order; Product Number; Customer: Depress the OK button. The Kitted BOM Cost calculations is based off the WO Due date and compares that to the EFF/OB dates on the BOM. So users need to be very careful with the WO Due Dates and make sure that they stay current along with the EFF/OB dates on the BOM.
The following report will be displayed:
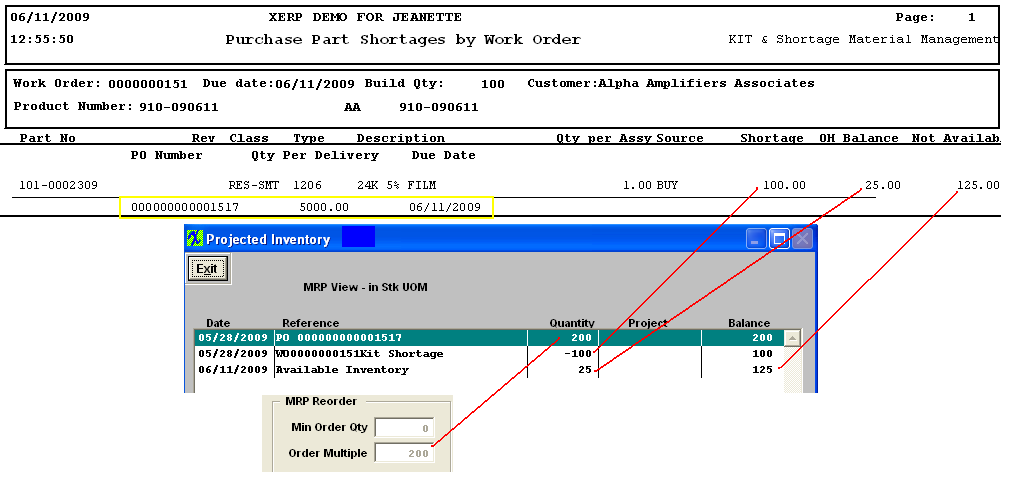
Purchase Part Shortages by Work Order report
NOTE: The kit has to be in process in order for the parts to show as a shortage on the Report
Select the appropriate radio on the right hand side of the screen: Customer, Product, or Work Order. Select the Customer from the drop down list. Select the Work Order from the drop down list. The following report will be displayed: The "Shortage" will be the total from Kit Shortages, etc; the "OH Balance" will be Available Inventory, and the "Not Available" displays what the Balance or on-hand qty will be once the Purchase Order has been received, and Kit Shortages fulfilled. (Multiple of 200 minus shortage of 100 and OH balance of 25 equals a balance of 125). The report is assuming a head of time that the users will order the minimum/multiple buy qty's setup in the MRP info setup on that part.
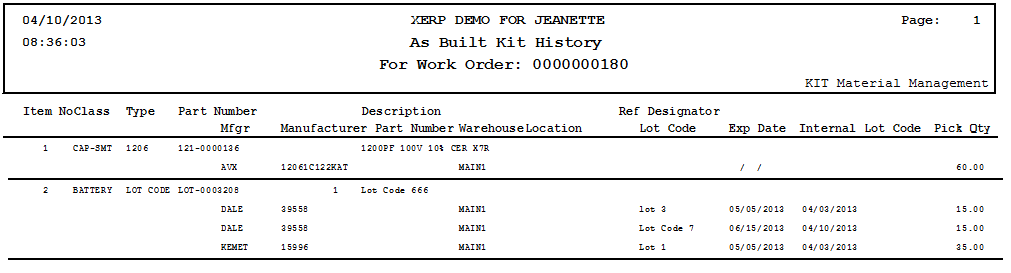
 As Built Kit History form
Select the appropriate radio on the right hand side of the screen: Customer, Product, or Work Order. Select the Customer from the drop down list. Select the Work Order from the drop down list. Depress the OK button. The following report will be displayed:
|


| 1.1.6. FAQs - Kitting & Shortage |
| Facts and Questions for the Kitting & Shortage Module |
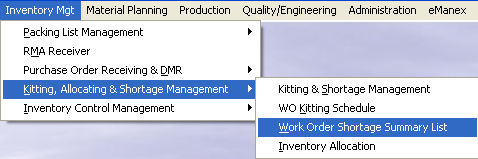
| 1.2. WO Kitting Schedule | ||||||||||||||||||
The WO Kitting Schedule displays the Required Date, the Work Order Number, the Assembly Part Number and Revision, Assembly Description, the Quantity to be kitted, the number of components in each kit, and the number of days late. 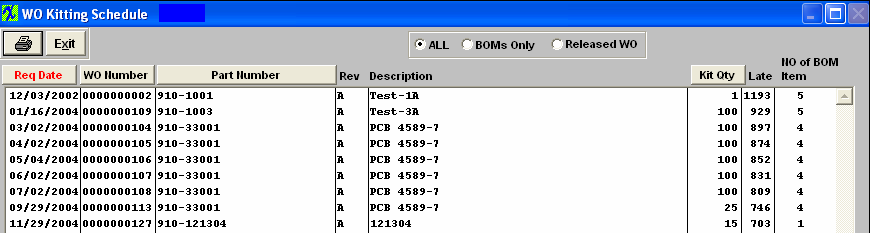 Selectr the appropriate radial to display "ALL" open un-kitted WO's, "BOM's only", or "Released WO" records only. The user may sort by Required Date, Work Order Number, Part Number or Kit Quantity by depressing the appropriate button. WO Kitting Schedule field definitions
The number assigned to the Work Order (job). The number of the revision assigned to the completed assembly. The number of scheduled workdays between the due date and today’s date. |
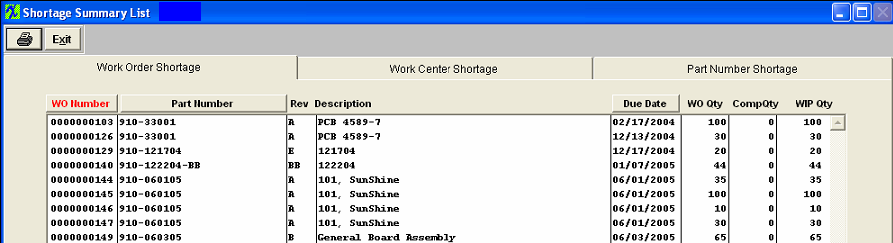
| 1.3. WO Shortage Summary List | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
The following screen will appear: The Work Order Shortage Tab The first screen displayed is the Work Order Shortage Tab. This tab displays open Work Orders which have at least some components pulled and these pulled components are in Work In Process. The user may sort by Work Order Number, Part Number or Due Date by depressing the appropriate button. Work Order Shortage field definitions
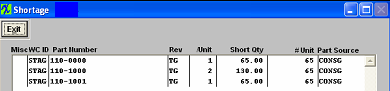
Shortage Button field definitions
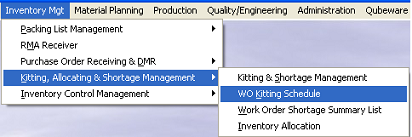
Work Center Shortage Tab Selecting the Work Center Shortage tab will bring up the following screen:
 Pressing on the Work Center field down arrow will display the component shortage by Work Center.
Press on the down arrow in the Work Center box. The following list of Work Centers will display: Select the appropriate Work Center. Once that is selected, the user may sort by Work Order Number or Part Number by depressing on the appropriate button. Work Center Shortage field definitions
The following list becomes available. The user may sort by PO Date, Supplier name, PO Number or name of manufacturer by depressing the appropriate button.
Highlight the Part Number of interest. Depress the Inventory Status button
Part Number Shortage Tab Selecting the Part Number Shortage tab will bring up the following screen:
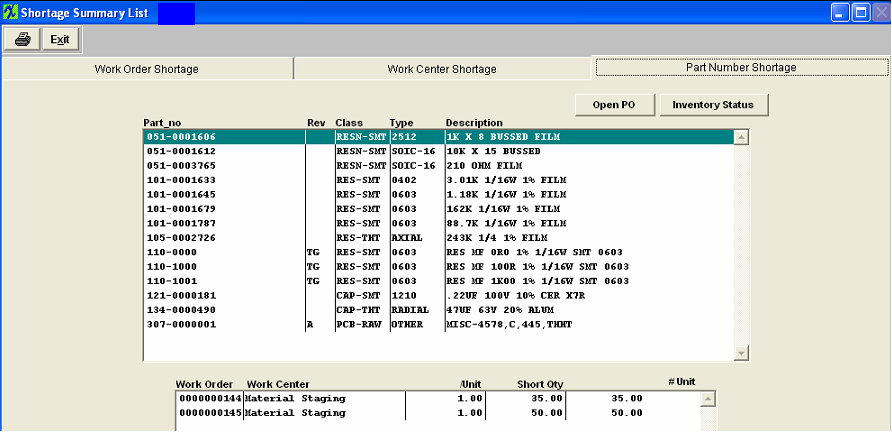 This is a list of component part numbers where shortages exist. Part Number Shortage field definitions Top of Screen
Bottom of Screen (for the part number highlighted)
The following list becomes available. The user may sort by PO Date, Supplier name, PO Number or name of manufacturer by depressing the appropriate button.
Highlight the Part Number of interest. Depress the Inventory Status button
Work Order Shortage Summary List Reports Open the tab for which you want the report. Depress the Reports button. Send the report to the appropriate printer. A printed copy of the screen you’ve selected will be available. |

| 1.4. Inventory Allocation |
| 1.4.1. Prerequisites for Inventory Allocation |
| Prerequisites Required for Entering a New Work Order Allocation:
After activation, "Kitting & Shortage Management" access for each user must be setup in the ManEx System Security module. Users with “Supervisor Rights” will automatically have access. A Work Order must exist and be released. |
| 1.4.2. Introduction for Inventory Allocation |
|
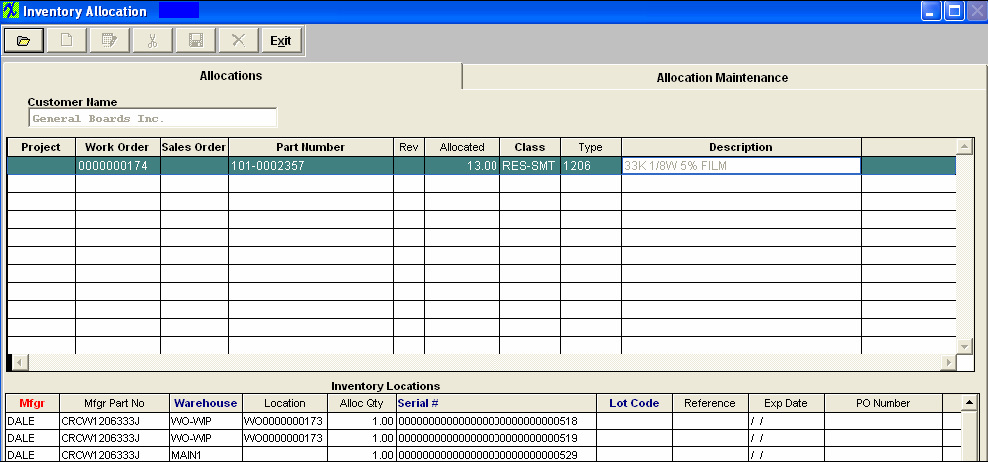
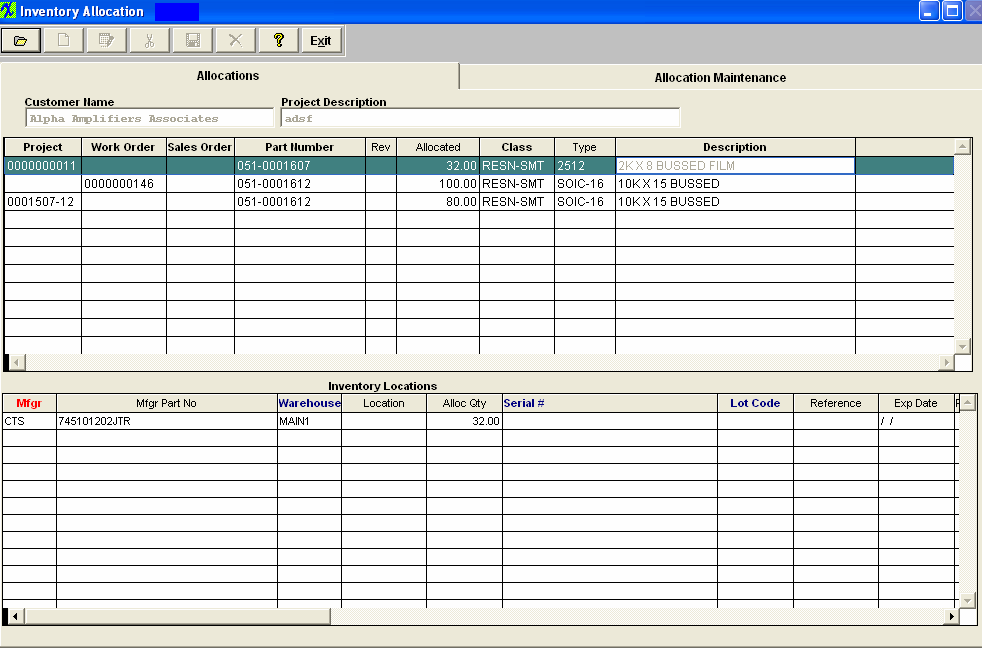
Inventory Allocation is used to allocate (reserve) quantities of existing items in stock or future Purchase Order deliveries to a Work Order or Project. This allocation prevents issuing the quantity reserved to any other use except the Work Order or Project specified. The allocation of existing inventory may be removed by un-allocation. Purchase Order Line Item allocations may be removed prior to receipt of the parts by editing the Purchase Order. After receipt of parts allocated by Purchase Order, the allocation may only be removed after the parts are in stock. The Inventory Allocation module is designed to Add or Change an allocation of a particular part for a specific work order or Project. In essence, this feature will “reserve” the quantity specified for a particular Work Order or Project. The user may find an existing allocation or add a new one. Also, the user may delete an existing allocation, thus freeing the quantity up for other Work Orders or Projects. User cannot allocate from WO-WIP locations. If we were to allow you to allocate parts from WO-WIP to a different work order, you would be unable to close the original work order. If you want to allocate parts that are in WO-WIP, you will need to return the parts to the store room, then allocate. |
| 1.4.3. Fields & Definitions for Inventory Allocation |
| 1.4.3.1. Allocation Tab | ||||||||||||||||||||||||||||||||||||||||||
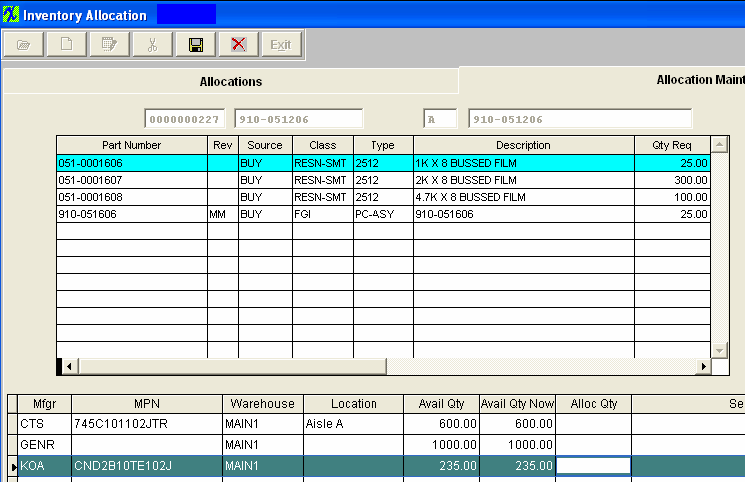
Inventory Locations - User has the ability to sort by Mfgr, Warehouse, Serial #, or Lot Code. Click on the blue header and the header color will change to Red and sort by that column.
|
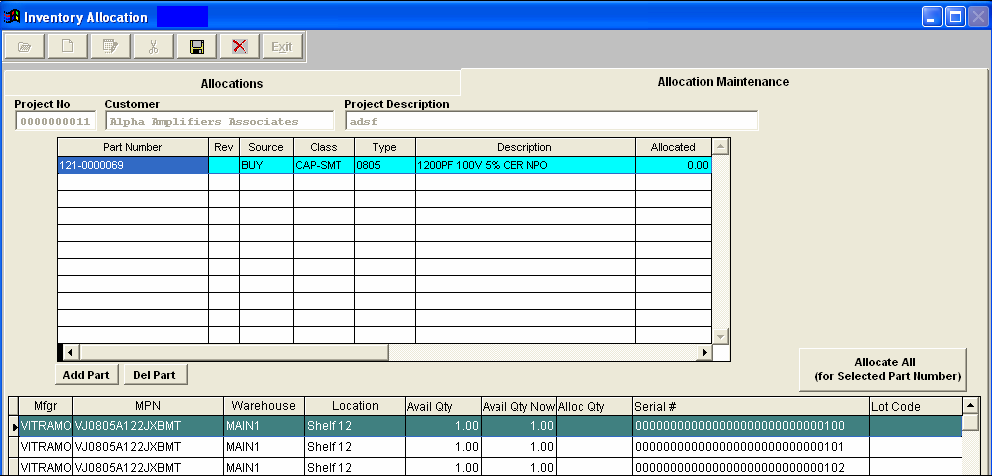
| 1.4.3.2. Allocation Maintenance | ||||||||||||||||||||||||||||||||||||||||||||||||||
Fields & Definitions
Header Fields and Defintions
|
| 1.4.4. How To ..... for Inventory Allocation |
| 1.4.4.1. Find an Inventory Allocation | ||||
The main screen will appear: Find an Inventory Allocation
Depress the Find button . The following selection will be presented: If you now the specific part number or range of numbers you are interested in, enter it into the Part number Range fields. For the selections entered into the find criteria screen, the allocations will display in the bottom of the screen for the highlight part number.
|
| 1.4.4.2. Add a New Inventory Allocation | ||||||||
|
The following screen will appear:
Depress the Allocation Maintenance tab
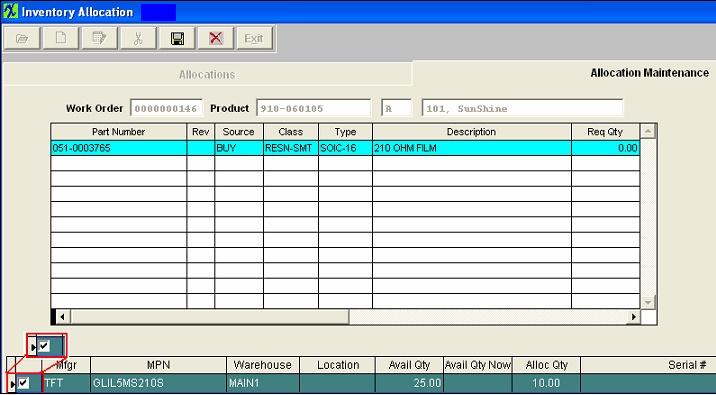
Particulars regarding that Work Order will populate the screen as displayed below:
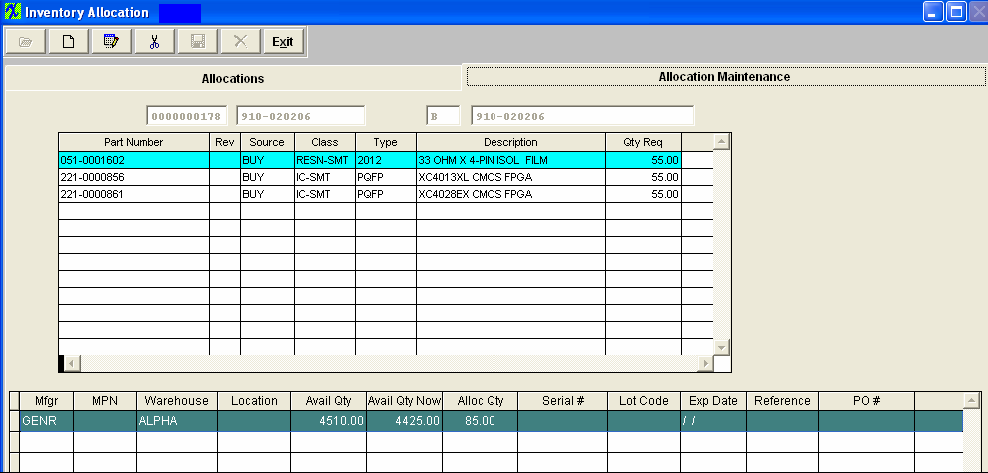 Note that the Avail Qty column has updated to reflect the amount allocated. The Inventory Master has also automatically updated, and will now display the amount allocated (“reserved”). |

| 1.4.4.3. Change the Allocation Quantity | ||||
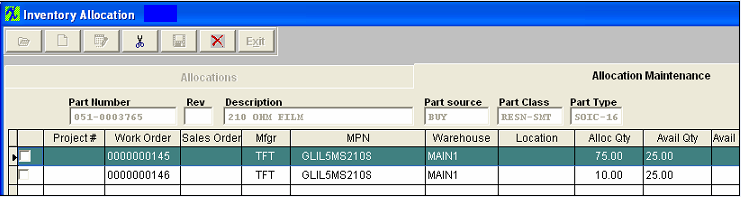
The following screen will appear, and the user will be allowed to modify the Alloc Qty.
Highlight the desired part number and modify the Alloc Qty. Depress the Save record action button. The program will unallocate all original qty and allocate the new quantity again. This will create two records in the Inventory Transaction report |
| 1.4.4.4. Un-Allocate an Allocation | ||||||||||
|
To Un-allocate an allocation, thus freeing up the amount allocated to a Work Order or Project, first go to the Allocation Maintenance screen. Depress the Edit Record button. The following find record options will be displayed
Highlight the desired part number and then Check mark which items you wish to un-allocate. Depress the Save record action button and any marked item should now be unallocated and be considered available inventory.
Highlight the desired part number and then Check mark which items you wish to un-allocate. Depress the Save record action button and any marked item should now be unallocated and be considered available inventory. The Inventory Control Item Master will update automatically. Note: For reports on Allocated Inventory, please refer to the ICM reports |