| 1. Inventory Management |
| 1.1. Packing List Management (PL) |
| 1.1.1. Packing List Management |
| 1.1.1.1. Prerequisites for Packing List Mgmt | ||||||
Prerequisites for Entering a New Packing List:
After activation, "Packing Slip" access for each user must be setup in the ManEx System Security module. Users with “Supervisor Rights” will automatically have access.
The packing normally refers to a Sales Order, which includes the part numbers and description of the material being shipped. Also, the Sales Order must have been approved for shipment by placing a check in the Order Acknowledgment box. There is also provision for a stand-alone packing list (manual invoice). The Number System Setup must be defined for either automatic or manual packing list numbers. If the order involves serial numbers, such numbers must have been set up in Work Order Serial Number Control.
|
| 1.1.1.2. Introduction for Packing List Mgmt |
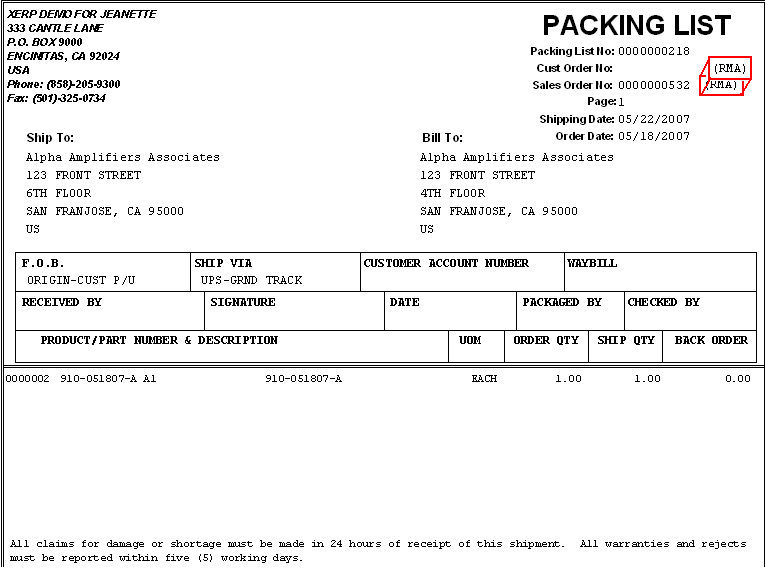
The Packing List Module is used to record the details of shipments to customers. The Packing List is created when the user has completed assembly, or pulled parts for an order and the order is scheduled to ship. There is also provision for a stand-alone (manual invoice) packing list. Note: In order to initiate the packing list, the Sales Order MUST have the Order Acknowledgment box checked, indicating that it is OK to ship the product to the customer. For further Detail See Article #1150. |
| 1.1.1.3. Fields & Definitions for Packing List Mgmt |
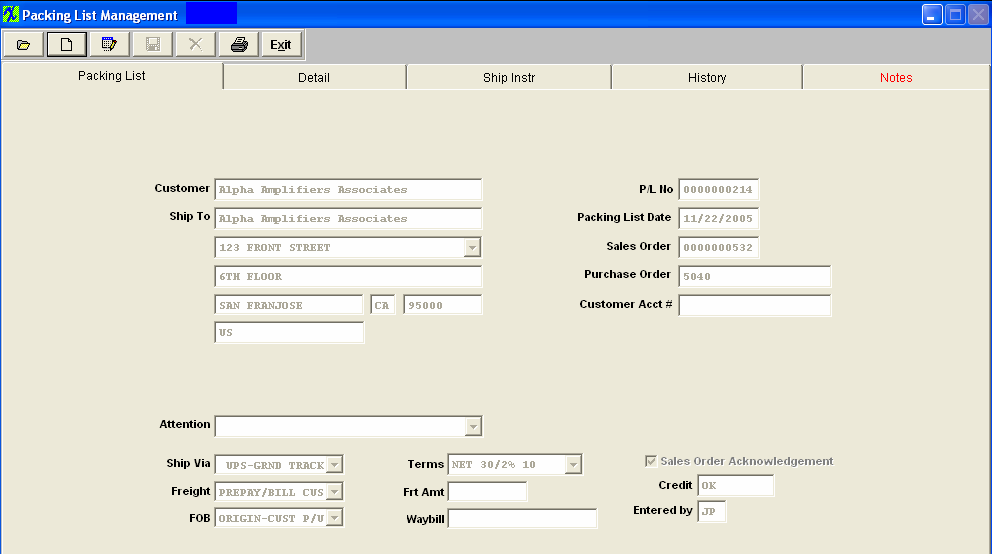
| 1.1.1.3.1. Packing List Tab | ||||||||||||||||||||||||||||||||||
Packing List tab field definitions
|
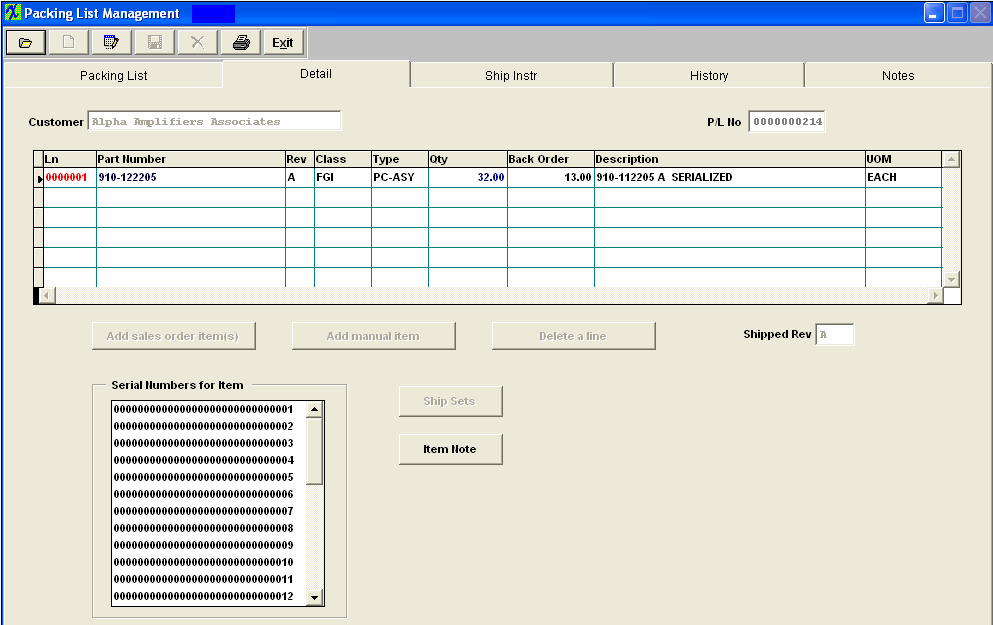
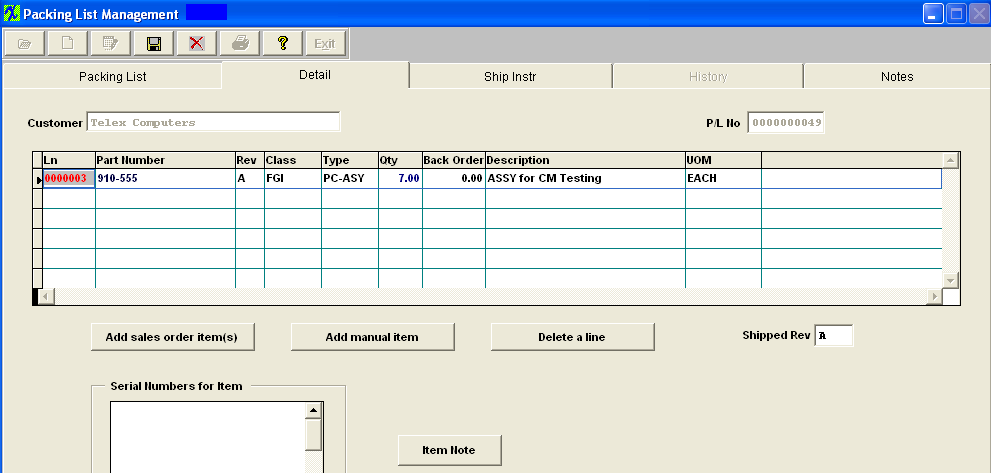
| 1.1.1.3.2. Detail Tab | ||||||||||||||||||||||||||||||||||||
| Customer |
The name of the Customer. |
| P/L Number |
The number assigned to the packing list. |
| Ln |
The Sales Order Line item number. |
| Part Number |
The number the user has assigned to the product. |
| Rev |
The revision number applicable to the Part Number. |
| Class |
The classification to which the Part Number belongs. |
| Type | The type within the classification |
| Qty |
The number of units shipped with this Packing List. See Article #1240 for more detail on why the system will not allow user to enter in a fraction of a number, and an alternative. |
| Back Order |
The number of units still not shipped. |
| Description |
The description of the product. |
| UOM |
The unit of measure for the product. |
| Shipped Rev |
If the Packing List is revised, the revision number will appear in this field. |
| Serial Number Entry | This is the list of Serial Numbers shipped on this Packing List .For a discussion on how to enter serial numbers, see section below on Serial Number Entry. |
Buttons
If there is a Sales Order associated with the shipment, depressing this button will display the Sales Order line items for the user to select for this shipment. Depressing this button will allow the user to add a manual item to the Packing List. Highlighting a line item and depressing this button will delete the line. This button is depressed to enter Sets of Serial numbers to ship For the line item highlighted, this field is for any applicable notes.




| 1.1.1.3.3. Ship Instruction Tab |
Shipping Instructions Tab Detail This tab is used for special instructions regarding the shipment. This information defaults in from the Customer Info module. |
| 1.1.1.3.4. History Tab | ||||
History tab field definitions
This section displays the Ship Date, Ship Via, Way Bill number, Line Number, Class, Part No. Rev., Description and Ship Quantity for this packing list.It also displays the Ship History of the Part by displaying the Packing List number and the Ship Quantity. This section displays any packing list adjustments for this packing list and details the Date, Class, Description, Part Number, Rev., and Shipped Qty. |
| 1.1.1.3.5. Notes Tab | ||||
Notes tab field definitions
This section will display any note pertaining to the Sales Order. This section is for any packing list footnotes which will appear when the Packing List is printed. |
| 1.1.1.4. How To ..... for Packing List Mgmt |
| 1.1.1.4.1. Find an Existing Packing List | ||||||||||||||||||
The following screen will appear. When the screen first opens, the user is limited to only four of the seven action buttons shown: Find an existing Packing List, Add a new Packing List record, Print a packing list or report, and Exit.
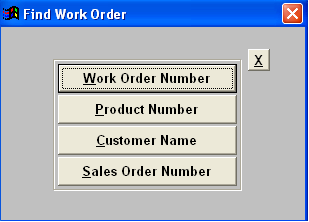
Pressing the Find Button displays the following sequences:
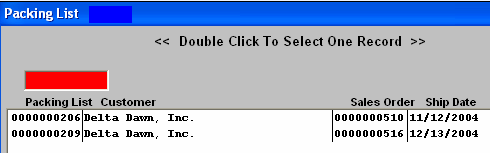
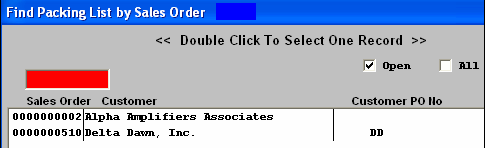
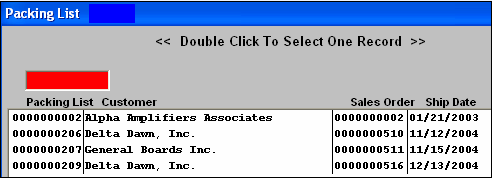
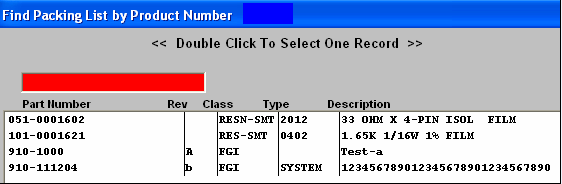
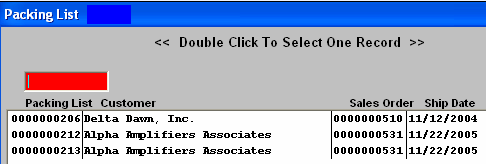
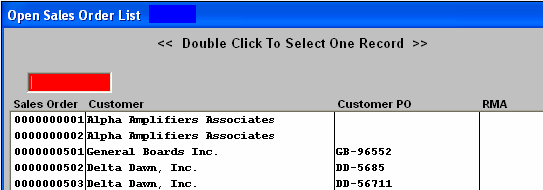
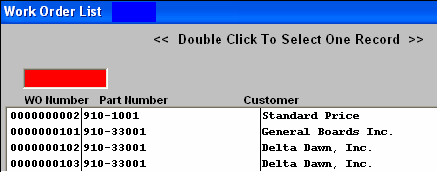
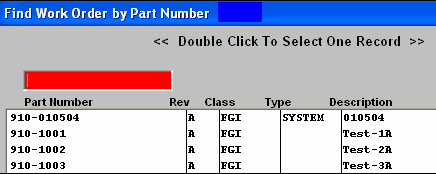
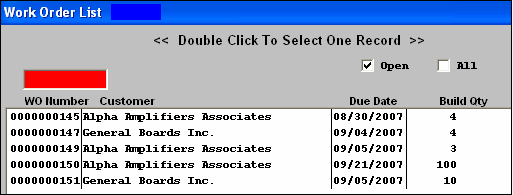
If the user elects to find a packing list by the Packing List Number, a screen appears listing Packing lists in numerical order, along with the Customer Name, Sales Order Number, and Ship Date. The user selects the packing list by either entering it into the red box, or scrolling down the list and clicking on the selected order. The Packing List screen is populated with the appropriate data. If the user elects to find a packing list by the Customer, a screen appears listing Customers. The user selects the customer by either entering it into the red box, or scrolling down the list and clicking on the selected Customer. Then a list of all of the selected Customer orders are shown in numerical order, along with the Customer Name, Sales Order Number, and Ship Date. The user selects the packing list by either entering it into the red box, or scrolling down the list and clicking on the selected order. The Packing List screen is populated with the appropriate data. If the user elects to find a packing list by the Sales Order Number, a screen appears listing open orders in numerical order, by Sales Order, Customer Name, and Customer PO Number. The user selects the Sales Order by either entering it into the red box, or scrolling down the list and clicking on the selected order. The Packing List screen is populated with the appropriate data. If the user elects to find a packing list by Posted or Unposted, a screen appears listing Packing Lists in numerical order, along with the Customer Name, Sales Order Number, and Ship Date. The user selects the packing list by either entering it into the red box, or scrolling down the list and clicking on the selected order. The Packing List screen is populated with the appropriate data. If the user elects to find a Packing List by Product Number, a screen appears listing Part Number, Rev, Class, Type and Description. Type the Part Number into the red box or highlight your selection and double click. Then a list of all the Packing List Numbers, for that product will appear, along with the Customer, Sales Order and Ship Date. Type the Packing List number into the red box or highlight your selection and double click. The Packing List screen is populated with the appropriate data. |
| 1.1.1.4.2. Add a New Packing List | ||||||||||||||
The following screen will appear. When the screen first opens, the user is limited to only four of the seven action buttons shown: Find an existing Packing List, Add a new Packing List record, Print a packing list or report, and Exit.
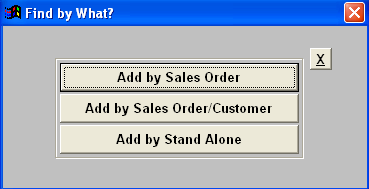
Pressing the Add Button displays the following sequences:
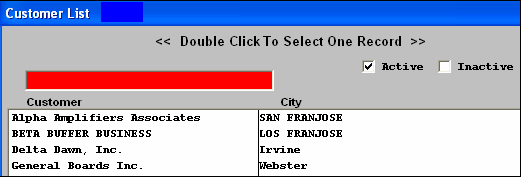
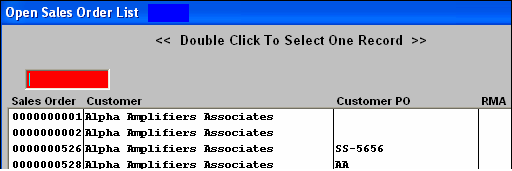
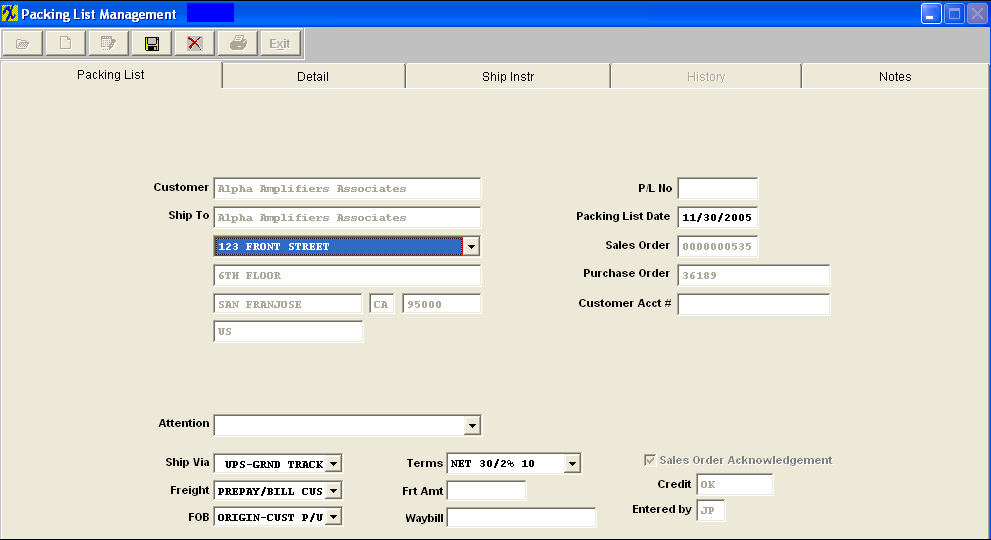
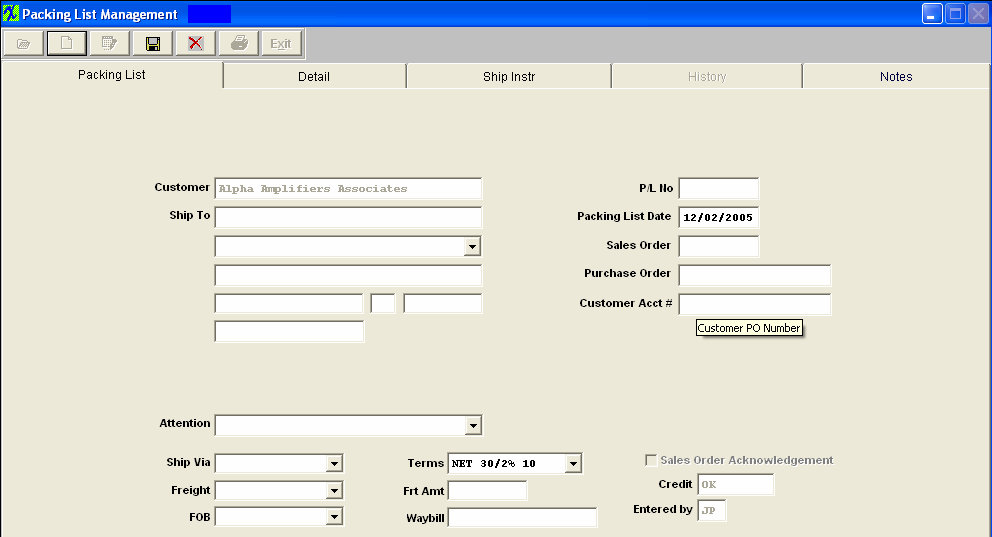
If the user elects to add by Sales Order, a screen appears listing Open Sales Orders in numerical order, along with the Customer Name, Customer PO, and if applicable the RMA number. The user selects the Sales Order number by either entering it into the red box, or scrolling down the list and clicking on the selected order. If the user elects to add by Sales Order/Customer, a screen appears listing Customers. The user selects the customer by either entering it into the red box, or scrolling down the list and clicking on the selected Customer. Decide between Active or Inactive customer by checking the appropriate box. Type in the Customer name or highlight the customer and double click to select. Then a list of all of the selected Customer Sales orders are shown in numerical order, along with the Customer Name, Customer PO, and RMA number (If applicable). The user selects the Sales Order by either entering it into the red box, or scrolling down the list and clicking on the selected order. If the user elects to add by Stand Alone, a screen appears listing Customers. The user selects the customer by either entering it into the red box, or scrolling down the list and clicking on the selected Customer. Decide between Active or Inactive customer by checking the appropriate box. Type in the Customer name or highlight the customer and double click to select. See procedures below to Add a Stand Alone Packing List (Manual Invoice). Once the Sales Order selection has been made, the Packing List screen is popluated with the appropriate data based on the default shipping destination established for the customer selected:
If Manual is selected for Packing List numbers in Number System Setup user will need to enter P/L No. If the customer has multiple ship-to addresses established, then pressing on the down-arrow button to the right of the field will display alternate shipping destinations. Selecting an alternate shipping destination will cause the default values shown on the screen to change and match those of the selected destination. Move cursor to the Frt Amt (Freight Amount) field. The user may then enter the amount of the freight charges for the shipment. (These may also be entered during the invoicing, if the freight amounts are not yet known). The user may also enter the Waybill number. This is the tracking number used by the freight carrier to identify and track (and bill) the shipment. The Ship Via, Freight and FOB fields are populated with the default information from the customer ship-to files, but the user may select alternate actions by pressing on the down-arrow on the right side of the field. (The choices shown at this point must have been established in the System Setup/Sales)
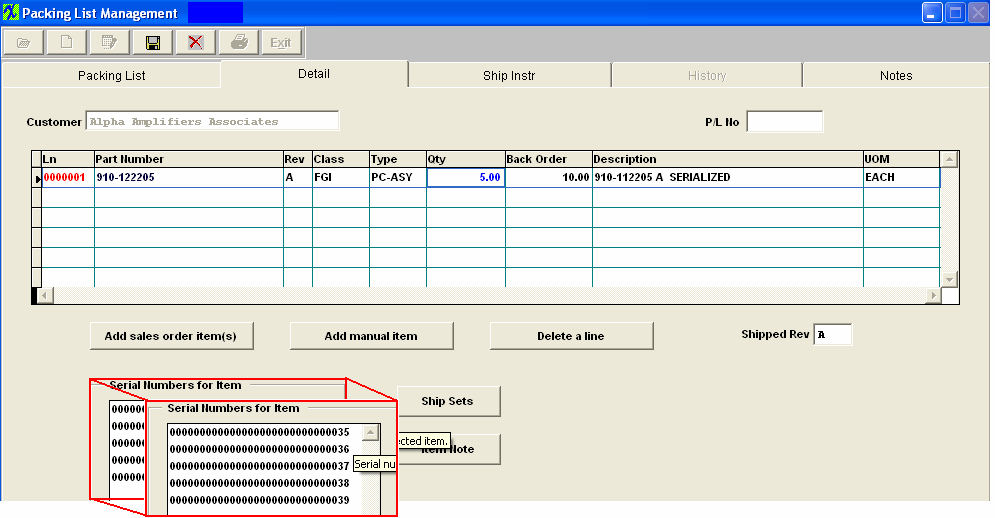
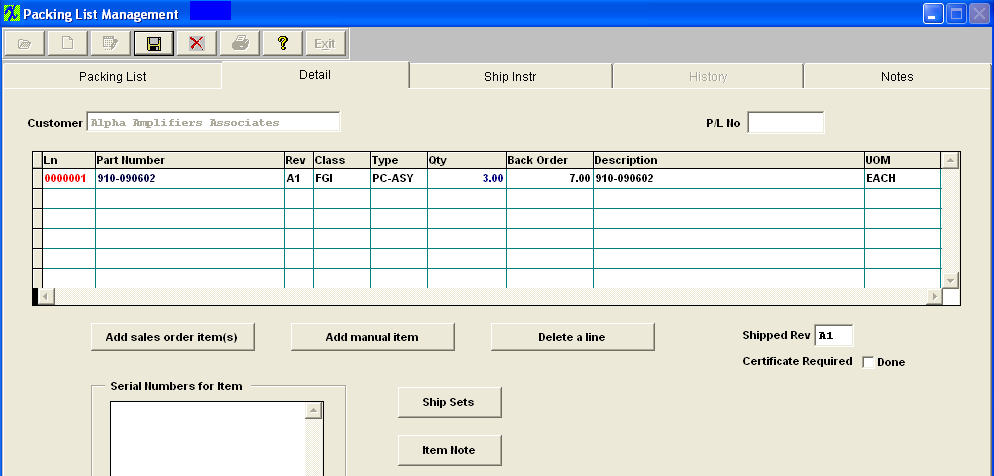
After completing the Packing List information screen, the user clicks on the Detail Tab
In this screen, the user defines the material to be shipped. The user may choose from one of the directive buttons to proceed: If the user has selected the Add Sales Order Item(s) option, and user receives the following message, it may be due to the status of the line item on the SO. If the line item Status on the Sales order is "Admin Hold" or "Mfgr Hold" you will receive the following message when creating the PL.
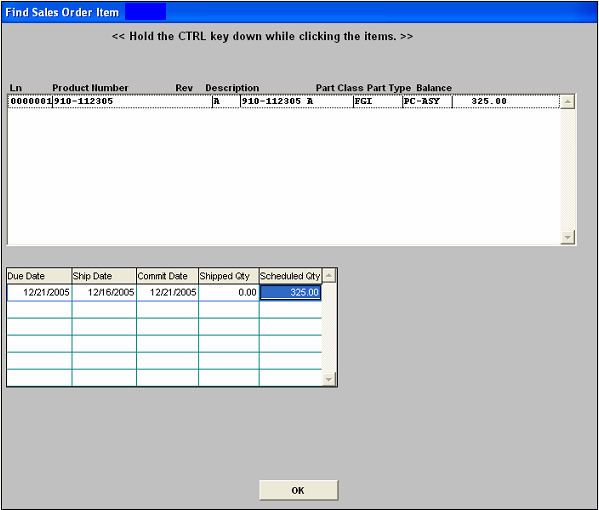
 If the user has selected the Add Sales Order Item(s) option, (data can automatically be completed in this screen) the following screen will appear:
Highlight the appropriate Sales Order line item. Depress the OK button and the sales order line item(s) will populate the detail screen.
The user will note that each item defined on the sales order is added to the packing list, and the Quantity is at zero. If the sales order has many lines and only a few are NOT being shipped, then the user can add them all, and delete the lines that do not apply. The user then completes the quantity column with the amount of product shipped for this packing list.
The following message will appear if the part requires a certificate and the "Done" box has NOT be checked. The packing list will NOT be allowed to be saved until checking off the certificate required "Done" box.
 The following message will appear if the user is attempting to ship product out of FGI that was not originally transfered into FGI from a Work order that was associated to that Sales order. This is just a warning that you will be releaving stock that was transfered into FGI from a Work order that was associated to a different Sales order, and is asking the user if they are sure that is what they want to do? It does not hurt anything to answer yes, the only thing that might happen later down the road is the product that you had transfered into FGI from a different sales order has already been shipped against this Sales order or packing list.
 Depress the Yes button. If the user attempts to ship a product with no or not enough available inventory, ManEx advises the user and prompts to cancel the transaction.
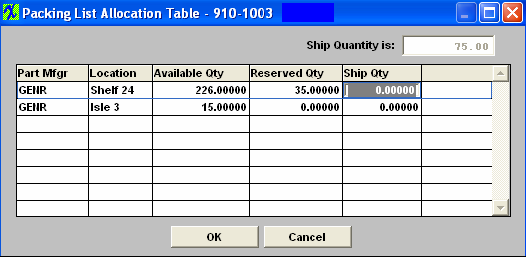
TIP Users may modify the appearance of the columns on the spread sheet by click and holding on the column header description, and slide the description to the right or left, then releasing the mouse button. The width of the columns may also be modified by click and holding on the right edge of the column header and sliding the border right or left. As the user completes a quantity shipped, ManEx produces an inventory allocation table displaying the available and reserved inventory on hand for the product being shipped if there is more than one location. If the Sales Order allocated product for this order, the quantity will be shown in the Reserved Qty column.
Enter Ship Qty. If the product and the work order were identified as requiring serial numbers and there are no products available in inventory with the appropriate serial numbers, the following message will display:
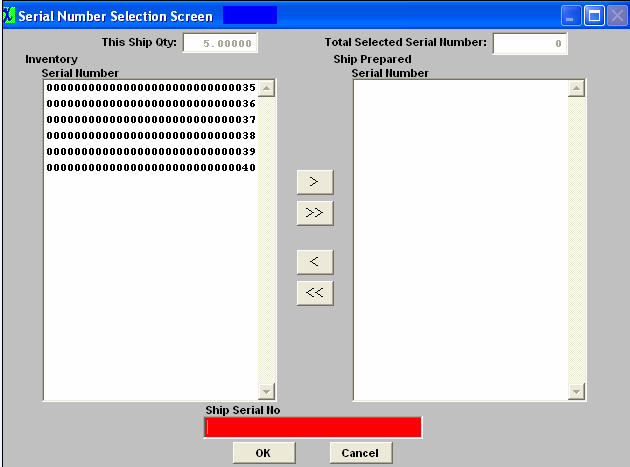
Depress the OK button. The transaction will be cancelled. If the product and the work order were identified as requiring serial numbers and there is product available in inventory the following screen will display:
If user receives the following message when trying to ship out parts:
 The user may return to the SO, depress the Edit button and double click on the Order Qty field. The available MFGRs will be listed and the users can make the needed changes.
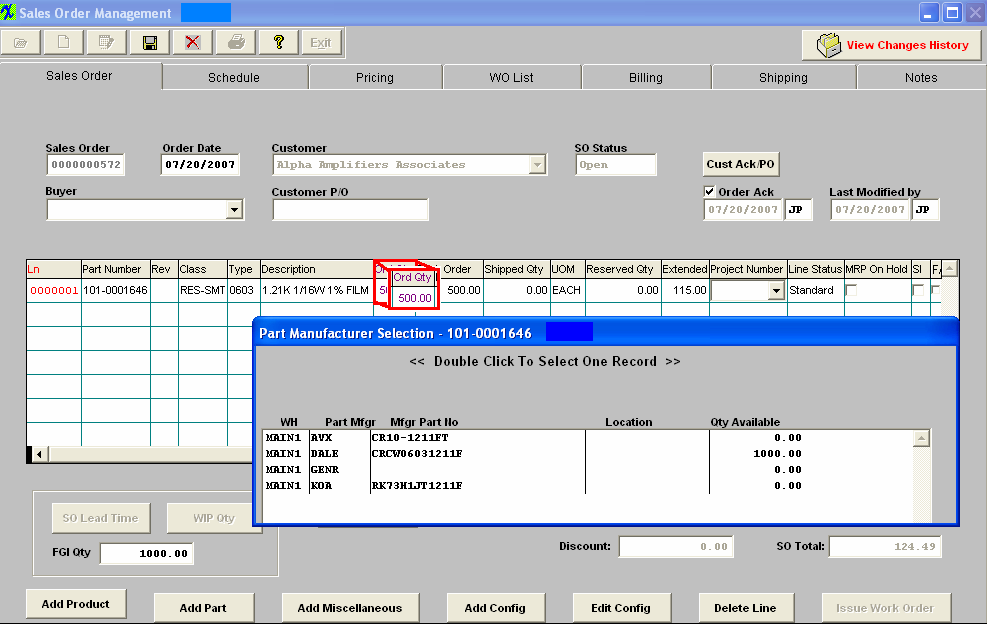 Return to the Packing List module and the record can then be processed.
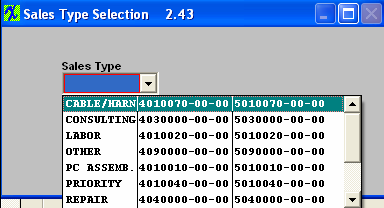
Depress the down arrow for Sales Type and the following list will appear:
Highlight and click on the Sales Type of Interest and the following screen will appear:
The Revenue GL number and the Cost GL number will update. Note: When creating Stand Alone Invoices users should not select the same GL account number that is entered in the Actsetup for the Account Receivables. IF you do, then the resulting transaction will debit and credit both the sane GL account number. Depress the OK button. The user will be prompted for Quantity, Back Order amount, Description and Units of Measure. The user may enter notes of any length for a line item by highlighting the appropriate line item and then selecting the Item Note. If the user wishes to establish shipping instructions, then pressing on the screen tab Ship Inst will bring up the following screen.
Tabbing on the History tab will bring up the following:
This will give you the Shipping Historyof the Part highlighted in the Detail screen. In addition to special notes to the shipping department, tabbing to the Notes screen, there are two additional areas for notes: the Sales Order Notes, and the Packing List Footnotes. The Sales Order Notes will be maintained in the ManEx system for review by other users, and the Packing List Footnotes will be added to the packing list when printed.
When the user has completed all of the information needed for the packing list, the information must be saved. Note: The Packing List MUST be printed for the shipping information to advance to Invoice Administration. If the user has set the system setup to Manual Invoice numbering, then ManEx will prompt for the invoice number to be used for the packing list. If automatic numbering is used in the setup, then ManEx will supply the invoice number, and close the screen. Hold for Credit Limit If the user has elected Enforce Credit Limit at Shipment feature in Accounts Receivable Defaults in Accounting Setup, the following message will appear if a non-supervisor attempts to ship:
 The program gets the total Accounts Receivable (AR Aging) + Not Posted Invoice (invoice not printed out of the Admin/Invoice module) + Open SO Amounts. Compares it to the Credit Limit setup in the Customer Information module. This is based on having the "Include Open Orders for Credit Approvals for Shipping" option checked, (within the Print PL/Invoice setup module) (if you do not want to include open Sales Orders you would want to uncheck this option) and the "Enforce Credit Limit at Shipment" option checked, (within the Sales-A/R setup module)(uncheck this option if you do not want to Enforce the Credit Limit at Shipment). Make sure that these options are marked properly to get the results you are expecting.Depress the OK button, and enter a supervisor password or a password for a user with rights within the Security module, that has the ability to approve the credit limit exceed message. The following warning will appear:
To continue, select "Yes" to abandon select "No". Add a Stand Alone Packing List Add by Stand Alone procedure is the ONLY way that a manual invoice can be created.
If the user elects to add by Stand Alone, a screen appears listing Customers. The user selects the customer by either entering it into the red box, or scrolling down the list and clicking on the selected Customer. Decide between Active or Inactive customer by checking the appropriate box. Type in the Customer name or highlight the customer and double click to select. Once the customer is selected, you will be prompted for your password. The following screen will appear:
Go to the Detail Tab, and select Add manual item, the user will be prompted for the Credit G/L Number:
Depress the down arrow, s elect to Find By either Account Type or Account Numbers.If you select by Account Type, the GL Type box will be enabled. Depress the down arrow next to the GL Type box and a list of accounts will appear. Select the desired GL Type. Once the GL Type is selected the Account number box will be enabled. Depress the down arrow next to the Account Numbers box, and only the G/L accounts within that range will appear. Select the desired GL account number. If you select by Account Numbers, the Account Numbers box will be enabled. Depress the down arrow next to the Account Numbers box, and the list of ALL of the G/L Account numbers will appear. Select the desired G/L account number. The user will be prompted for Quantity, Back Order amount, Description and Units of Measure. Finish the process as detailed above. Note: The user may edit a Packing List up until the time that the Invoice is printed.After that, no edits are allowed. |
| 1.1.1.4.4. E-mail Packing List(s) | ||
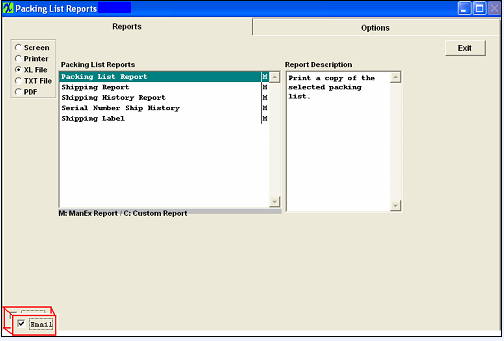
To e-mail Packing List report(s), depress the Reports button.
Note: You MUST have the e-mail setup within the Trigger.exe setup and working before the Packing List e-mail will work. The reports screen will appear:
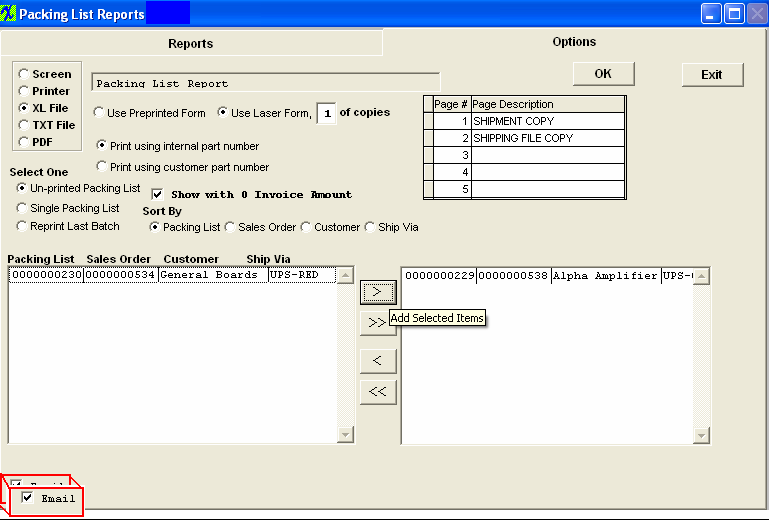
Complete the Option tab with the information required: Note: User has the option to check the Email box on the Options screen also.
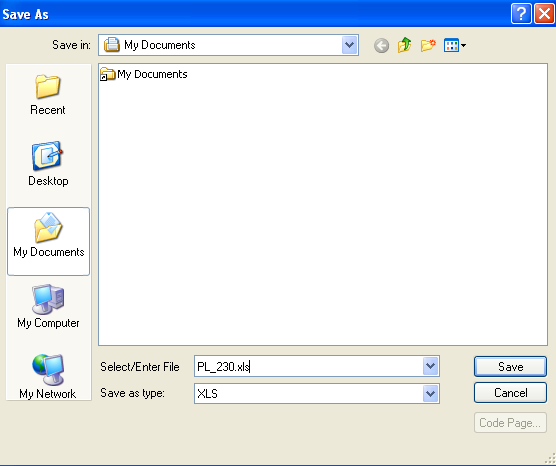
Depress OK. The following screen will appear. Select or Enter File Name.
Depress Save, the following Check Email Addresses screen will appear. Within this screen you can enter an e-mail address or add any special notes needed:
Depress OK and documents will be sent to e-mail addresses assigned. The following is what the receiver will receive:
|


| 1.1.1.5. Reports - Packing List Mgmt | ||||||||||||||||||||
|
To obtain the Packing List reports, select the Print button from the ManEx action buttons at the top of the screen.
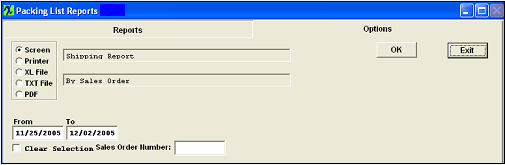
The following screen will appear: 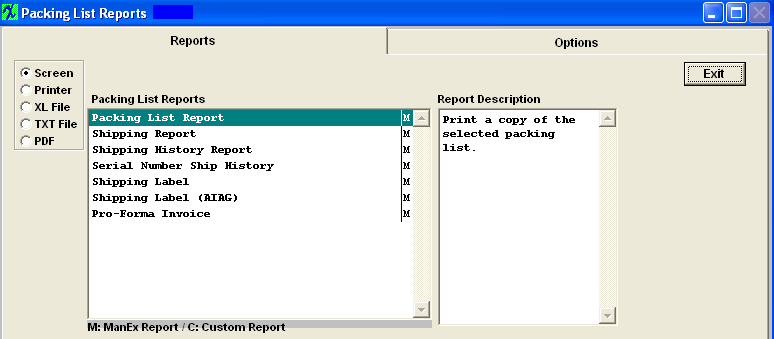
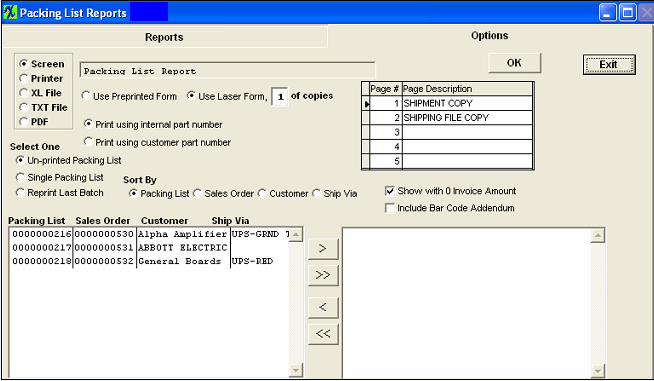
Select the appropriate radio for the output format you desire: Screen, Printer, XL File, TXT File, or PDF. Highlight the desired report and then depress the Option tab if applicable. PACKING LIST REPORT
SHIPPING REPORT
Highlighting the Shipping report brings up a further selection: Highlight the desired selection, either by Sales Order, Customer, Packing List. Depress the Options tab will bring up the following screen:
The following is printed:
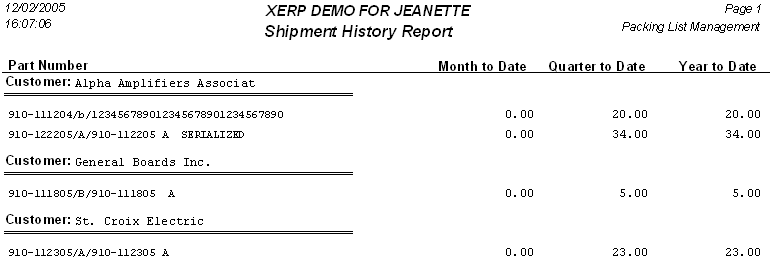
SHIPPING HISTORY REPORT Depress the OK button and the following will print:
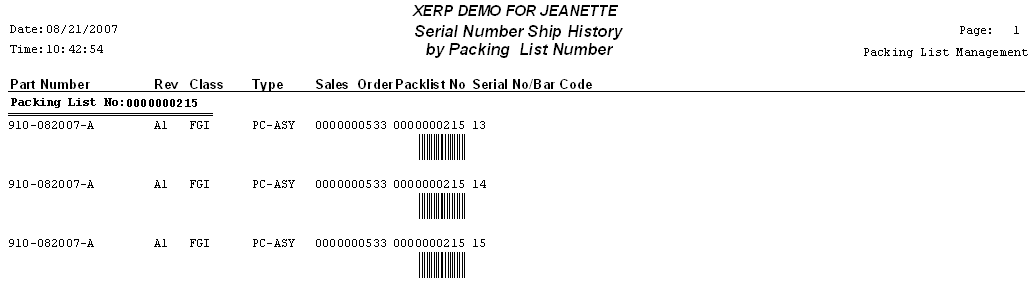
SERIAL NUMBER SHIP HISTORY
The following will print:
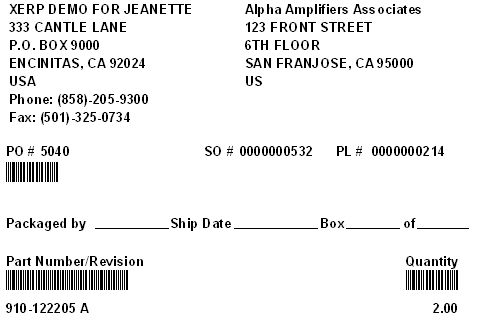
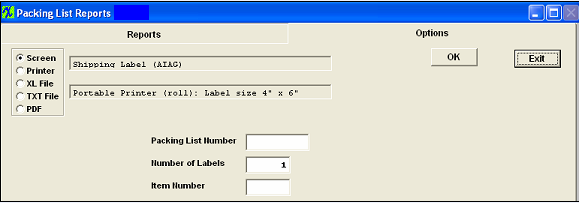
SHIPPING LABEL
The following is printed:
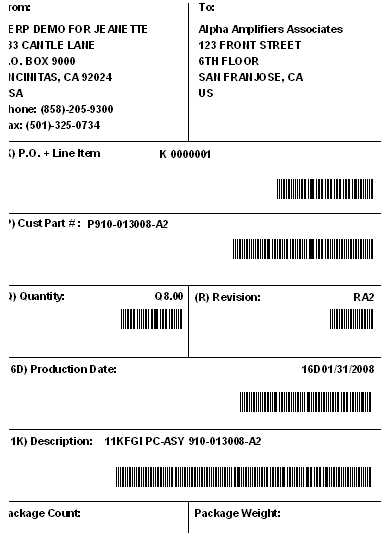
SHIPPING LABEL (AIAG)
The following is printed:
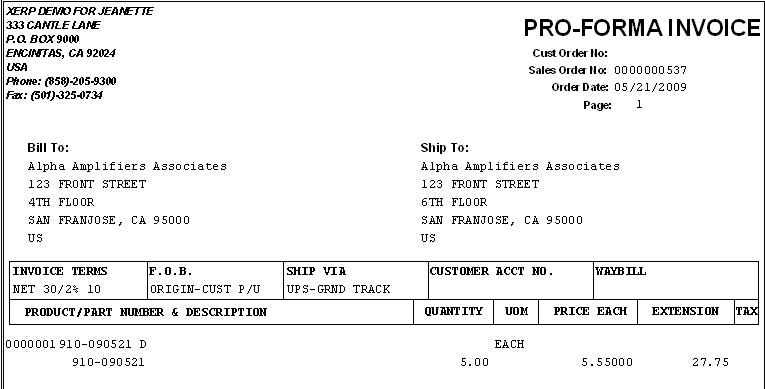
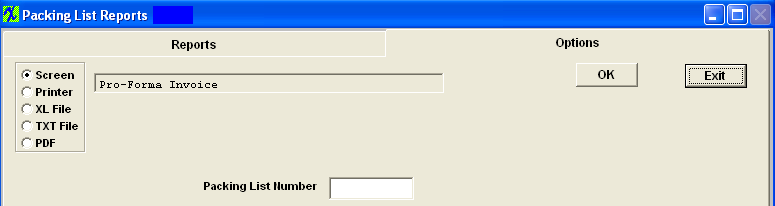
 ProForma Invoice
The following will print:
 |




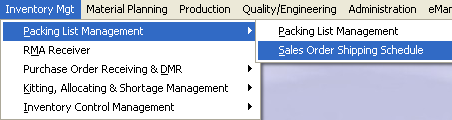
| 1.1.2. Sales Order Shipping Schedule | ||||||||||||||||||||
|
After activation, "Sales Order Management" access for each user must be setup in the ManEx System Security module. Users with “Supervisor Rights” will automatically have access.
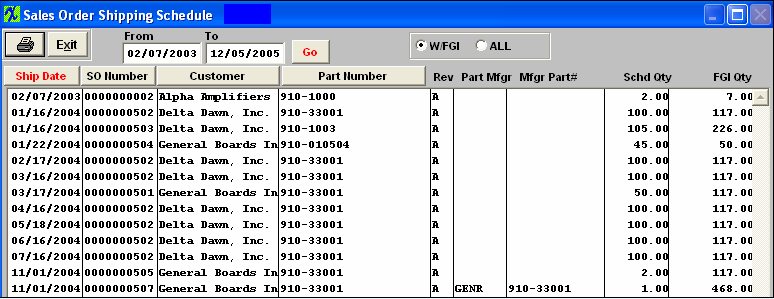
The following screen will appear:
This is the listing of all open and unshipped Sales Orders. The user may sort by Ship Date, Sales Order Number, Customer or Part Number by depressing the appropriate button.
Sales Order Shipping Requirements List Field Definitions
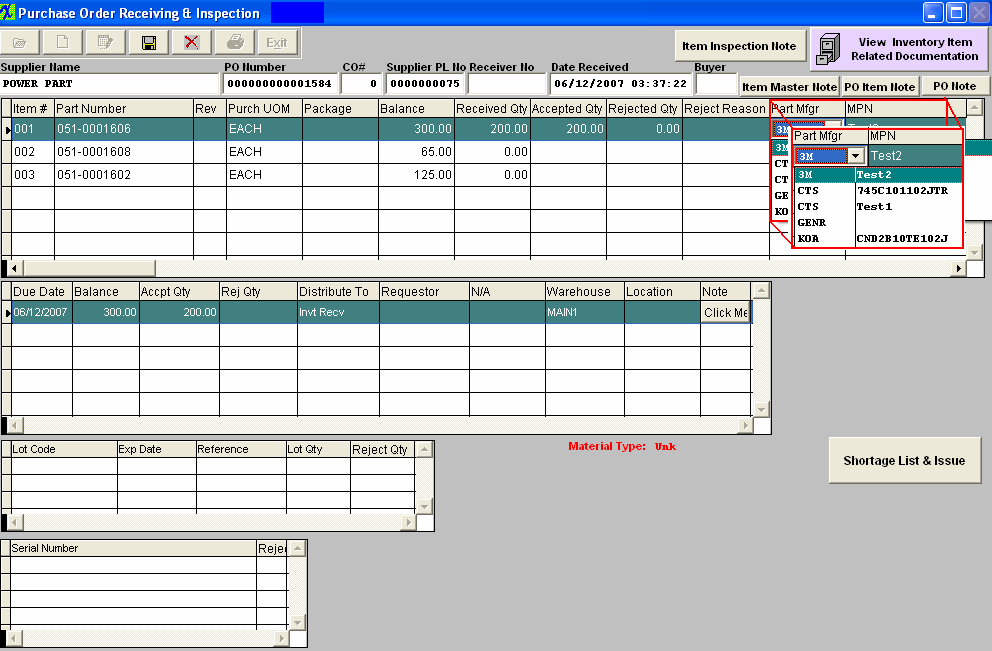
NOTE: In the SO Module, when a user enters the SO item, if the item is for a "BUY" or "MAKE_BUY" part the system will ask the user to select the part mfgr at this time because the system needs to know (and save) where the SO item is being created from. For a "MAKE" the system does NOT need to know or save this information until the user creates the Packing List. In the RMA module, the system needs to know which part mfgr the RMA item is going to be returned to, so the system saves the part mfgr for all RMA items. This is why the Part Mfgr and Part Mfgr Part Number is only displayed if the "MAKE" item originates from a RMA order, or the SO item is a "BUY" or "MAKE_BUY".
|
| 1.2. Return Material Authorization (RMA) Receiver |
| 1.2.1. Prerequisites for RMA Receiver | ||
After activation, "RMA Management" access for each user must be setup in the ManEx System Security module. Users with “Supervisor Rights” will automatically have access.
|
| 1.2.2. Introduction for RMA Receiver |
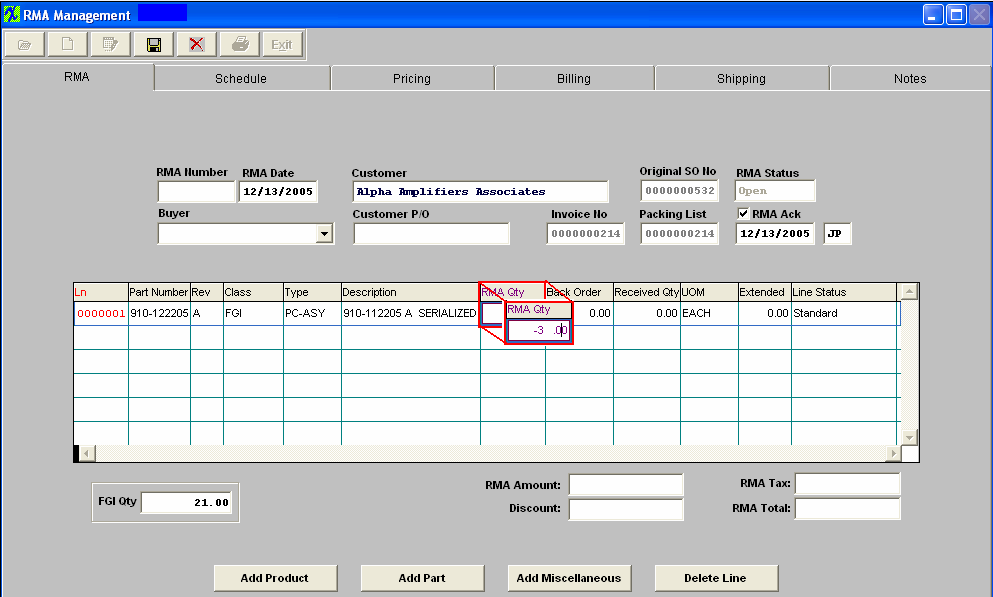
The Return Material Authorization module notifies receiving to expect a return from a customer. Once the material is received back from the Customer, this module is used to record the receipt, create the Re-Work Work Order, adds the product into the work order, and the applicable Credit Memo. Once the RMA is received, a Credit Memo automatically forwards to the Accounting Accounts Receivable Credit Memo module, if a dollar amount was entered for the return. When the re-work/replacement is ready to re-ship, a Packing List and Invoice can be created. Note: When an RMA is created, both the pending receipt of the items from the customer and the subsequent shipment of replacement product to the customer are entered. Reference is made to the original Sales Order and Invoice only to allow the Credit Memo (when created) to have a place to apply the credit. Utilizing this approach, the user is free to set different schedules for receiving and/or shipping the material without affecting the original Sales Order. It also allows the user to place different prices or costs on the line items. For example, it may be that full credit is issued on the RMA receipt, but extra charges apply on the reshipment because of non-warranty issues. Or the user may wish to have a “no-credit, no-charge” RMA policy where items are received and reshipped with no General Ledger affects. Or, the receipts may be at no credit, but the return shipment includes only the rework charges. Because of the variety of possibilities, trying to incorporate any of these actions into the original Sales order would make it really difficult to maintain data about the costs associated with the order. This also permits the user to develop reports for on-time shipments, and shipping/scheduling quality.
To review how an RMA impacts MRP see Article #2507.
NOTE: If you do not follow this procedure to bring material back into your plant, your rework work orders do not have the value of the original product placed in WIP, and therefore when completing your rework work orders, there will be a huge variance created because there were no items placed in WIP (except for a few replacement parts), yet the product is moved from WIP to FGI at standard cost. When you use the RMA module these accounts balance out, with the variance being only those items added to the work order.
|
| 1.2.3. Fields and Definitions for RMA Receiver |
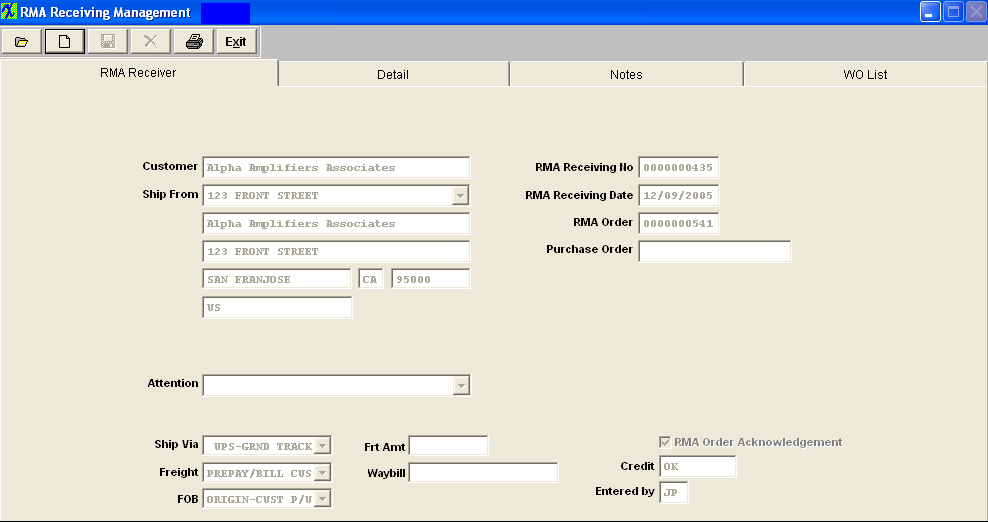
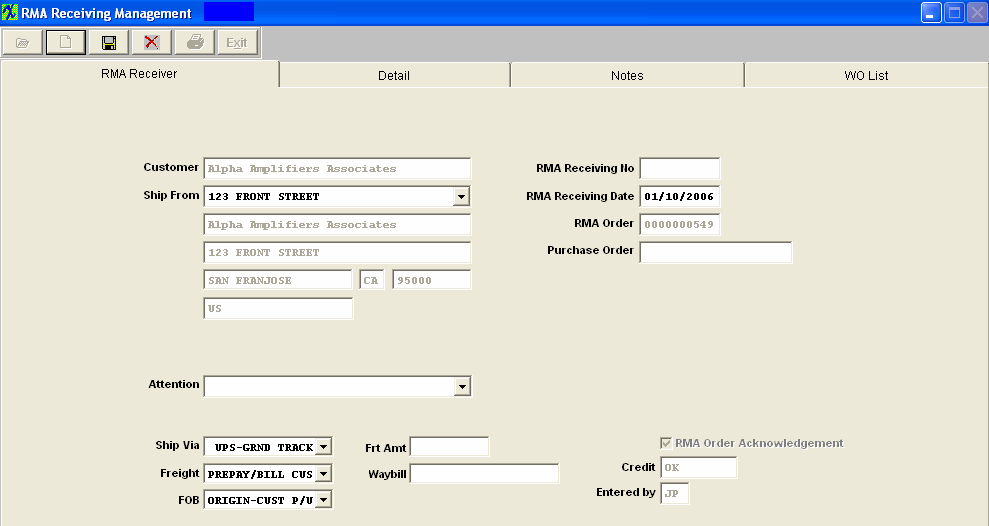
| 1.2.3.1. RMA Receiver Tab | ||||||||||||||||||||||||||||||
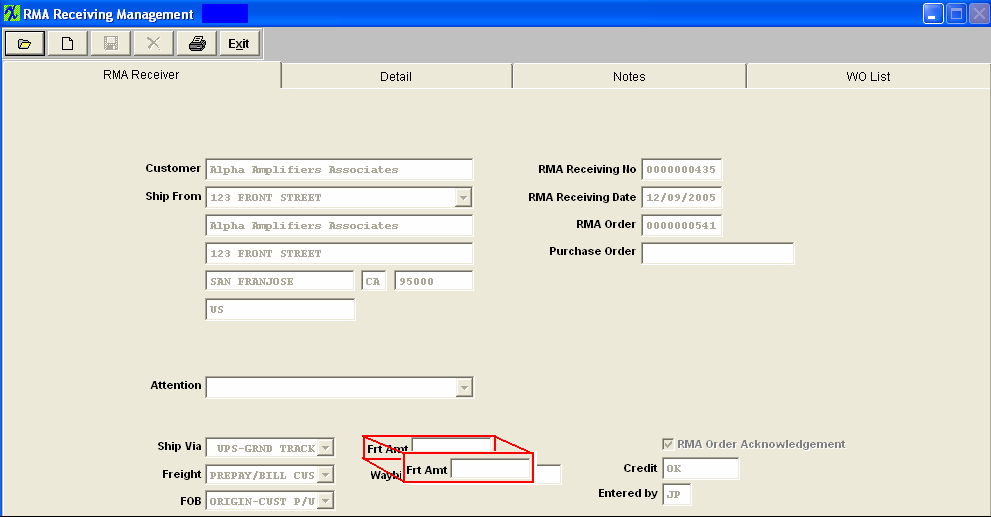
RMA Receiver Tab Field Definitions
|
Customer
| This is the name of the Customer who returned the material.
|
RMA Receiving Number
| This is the unique number assigned to the RMA Receiver.
|
Ship From
| This is the Customer’s address from which the material was returned.
|
RMA Receiving Date
| This is the date the user’s Receiving Department received the returned material.
|
RMA Order Number
| This is the RMA Order Number assigned in the RMA Management module.See above.
|
Purchase Order
| The was the customer’s original purchase order number for the original Sales Order.
|
Attention
| This is the contact name at the Customer.
|
Ship Via
| This is the original carrier for the original Sales Order.
|
Freight Amount
| This is the freight originally charged the customer on the original Sales Order.
|
RMA Order Acknowledgement
| This box is checked in the RMA Management module, as explained above.
|
Freight
| This is the freight arrangement per the original Sales Order.
|
Waybill
| This is the Waybill number pertaining to the original Sales Order.
|
Credit
| This is the Customer’s Credit Status with the user.
|
FOB
| This is the original FOB terms pertaining to the original Sales Order.
|
Entered By
| These are the user’s initials authorizing the material return in the RMA Management module. |
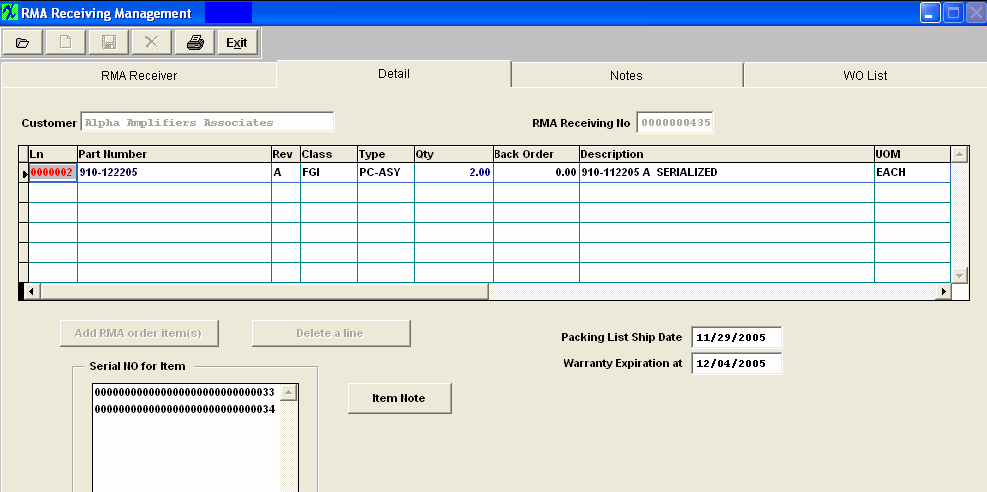
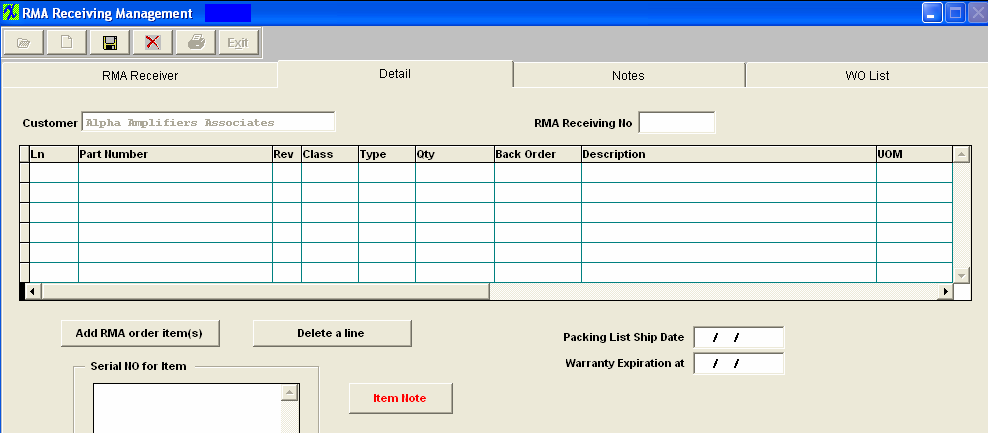
| 1.2.3.2. Detail Tab | ||||||||||||||||||||||||||||||||||
RMA Receiver Detail Tab Field Definitions
|
|
Customer |
This is the name of the Customer who returned the material |
|
RMA Receiving Number |
This is the unique number assigned to the RMA Receiver. |
|
Ln |
The line number of the Return Material Authorization or the line member of the order to be re-worked/replaced and returned to the customer. |
|
Part Number |
The user’s internal number for the part or assembly. |
|
Rev |
The revision number pertaining to the Part Number. |
|
Class |
The user’s classification covering the Part Number. |
|
Type |
The type within the classification covering the Part Number. |
|
Qty |
It’s the amount of the original order which the customer is returning. See Article #1240 for more detail on why the system will not allow user to enter in a fraction of a number, and an alternative. |
|
Back Order |
The amount of product still expected to be returned by the customer. |
|
Description |
The user’s description covering the Part Number. |
|
UOM |
The unit of measure pertaining to the product. |
|
|
This button allows the user to add items from the RMA Management module. |
|
|
This button allows the user to delete the highlighted line. |
|
Packing List Ship Date |
The date the Original Packing list was created. |
|
Warranty Expiration |
The date the warranty originally extended to the customer expires. |
|
Serial Number Entry |
The serial numbers pertaining to the items returned. |
|
|
The note pertaining to the Part Number as entered in the Inventory Master. |

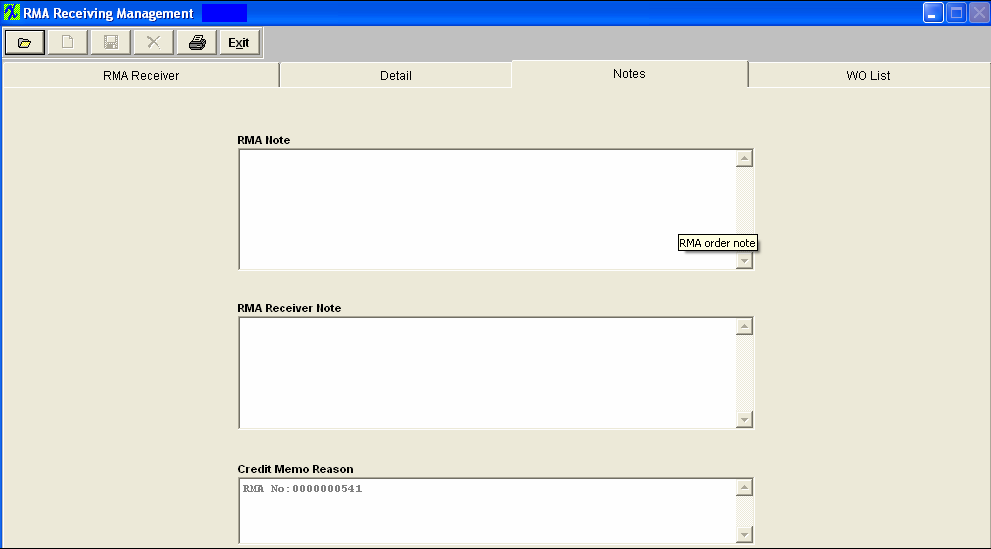
| 1.2.3.3. Notes Tab | ||||||
RMA Receiver Notes Tab Field Definitions
|
RMA Note
|
This is the internal note used by the user regarding the Return Material Authorization as entered in the RMA Management module. RMA Receiver Note |
|
This is a note that will be displayed on the RMA Packing List.
|
Credit Memo Reason
|
This is the note created when the Credit Memo was created. |
| 1.2.3.4. WO List Tab | ||||||||||||||||||||||||
RMA Receiver Work Order List TabIf the RMA Management module called for a re-work or replacement in addition to authorization of the return of material, the system will have created a Work Order. Information regarding any such Work Order will appear in this tab. RMA Receivng Work Order List Tab Field Definitions
|
| 1.2.3.5. Overview Regarding Return Material Authorization Accounting |
No Journal Entry is created in the RMA module, however the system was collecting the JE components from that module as follows: Assume that the original sale was for 10 units @ $100.00 each, with a standard cost of $80.00 each and freight charged the customer of $15.00. At the time the user selects the original Invoice number in the Return Material Authorization module, the system “remembers” the original accounting entry that was created at the time the original Invoice was printed, which was: Debit Accounts Receivable – Trade $1,015.00 Debit Cost of Goods Sold $800.00 Credit Sales $1,000.00 Credit Finished Goods Inventory $800.00 Credit Freight Income $15.00
When the user enters the “return quantity” (the one entered as a negative quantity), the system will remember that the original cost of sales was $80.00 per unit.
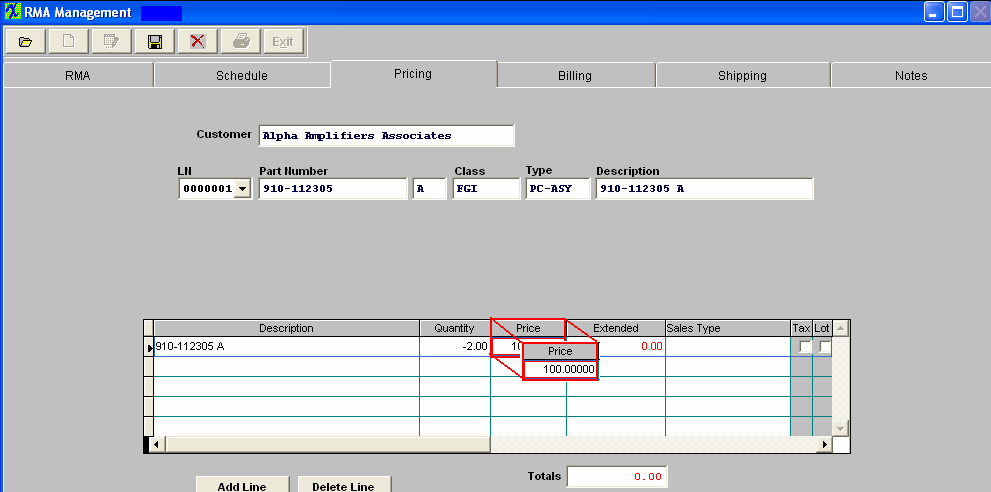
The user then enters the pricing on the item to be returned on the Pricing page of the RMA module.
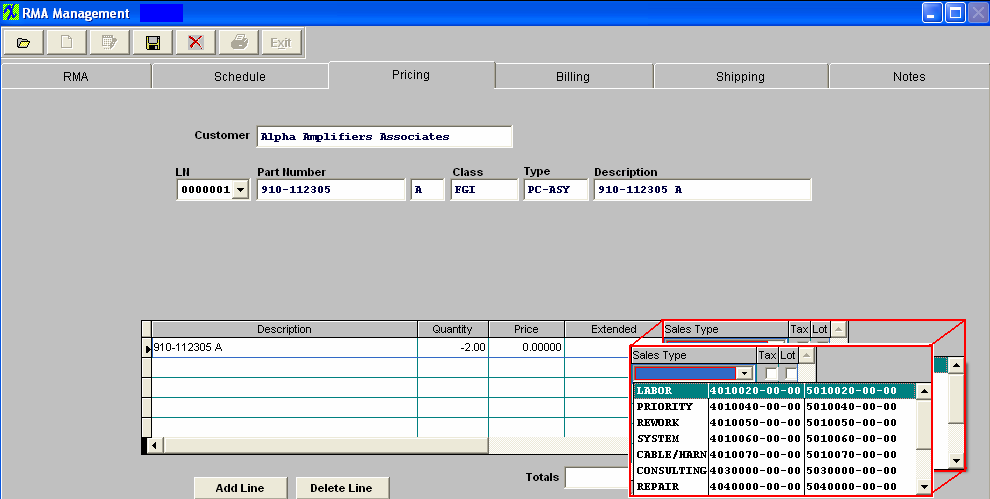
The pricing entered can be any amount up to the amount of the original pricing of $100.00 per unit. And so the journal entry component for the debit to the sales account is 2X $100.00 = $200.00, in this example. The user selects the sales and cost of goods general ledger accounts to be used per the Sales Type column:
And so, the sales account number selected will be debited for $200.00 once the journal entry is created, upon the actual receipt of the returned item.And the related Cost of Goods sold account will be credited for the $160.00. If the return is to be reworked and then returned back to the customer, the user creates a second line item on the RMA using a positive quantity which is in actuality creating the RMA Sales Order and an eventual invoice upon shipment. The journal entry and the applicable Credit Memo for the returnis created in this Return Material Authorization Receiving module.On this screen, the user indicates the amount of freight to be credited, such as a pro rata 2/10 of $15.00, or $3.00, for example:
After the user types in the quantity received on the Detail page and depresses the Save button, several things happen all at once: The Journal Entry is created as follows and forwards to the Release to General Ledger module: Debit Sales $200.00 Debit WIP $160.00 Debit Freight $3.00 Credit Accounts Receivable $203.00 Credit COGS $160.00
Once the Rework Work order is released, the user may opt to go into kitting and add line shortages which will be included in the Material Variance once the Kit is closed.Please refer to the Kitting and Shortage Management manual. From this point forward, the accounting is the same as for a regular order. |
| 1.2.4. How To .... for RMA Receiver |
| 1.2.4.1. Find a Return Material Authorization Receiver | ||||||||||||||
|
The following screen will appear:
To find an RMA receiver, depress the Find action button. The following selection screen will appear:
Find RMA Receiver by Customer If you select to find the RMA Receiver by Customer, a list of customers will appear: Type the Customer Name into the red box or highlight and double click. A list of RMA receivers for that customer will appear: Type the RMA Receiving Number into the red box or highlight the selection and double click.
Find RMA Receiver by RMA Order Number If you decide to find the RMA Receiver by the RMA Order Number, a list of RMA Orders will appear: Type the RMA Order number into the red box or highlight your selection and double click A list of RMA receivers will appear: Type the RMA Receiving number into the red box or highlight your selection and double click.
Once the Find operation has been completed, the found RMA Receiver will populate the screen. |
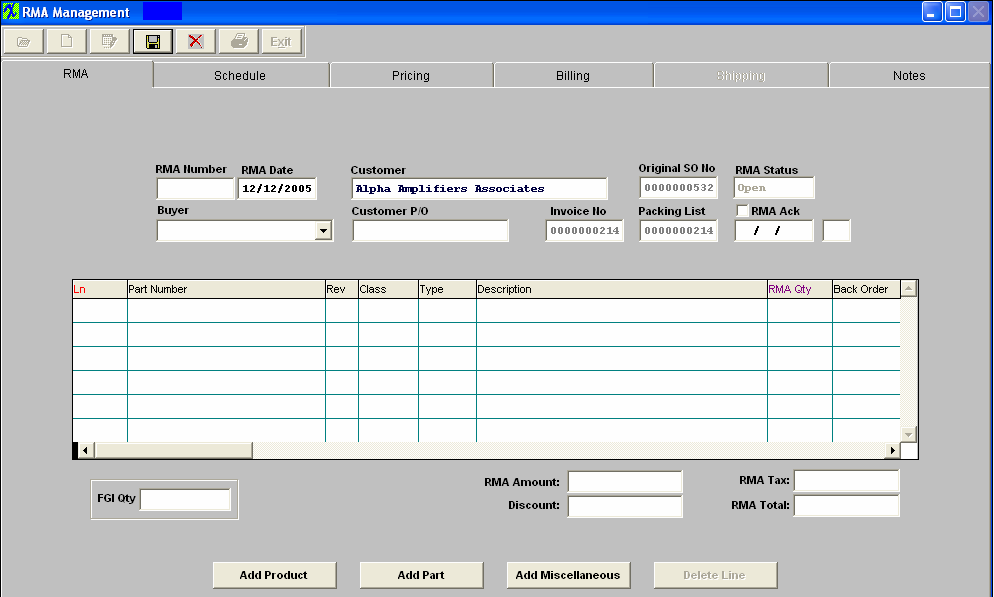
| 1.2.4.2. Add an Return Material Authorization Receiver | ||
The following screen will appear:
To add a new RMA Receiver, depress the Add record action button. The following selection list will appear:
Type the RMA Order Number into the red box or highlight your choice and double click. Information from the RMA Management module will appear once you enter your password, as shown below:
RMA Receiving Tab Depress the down arrow to select the appropriate ship from address. Edit the RMA Receiving Date, if desired. Depress the down arrow to select the appropriate customer contact, Ship Via, Freight, or FOB. Enter the amount of freight, if desired. Enter the number of the Waybill, if desired. All other fields will be defaulted in.
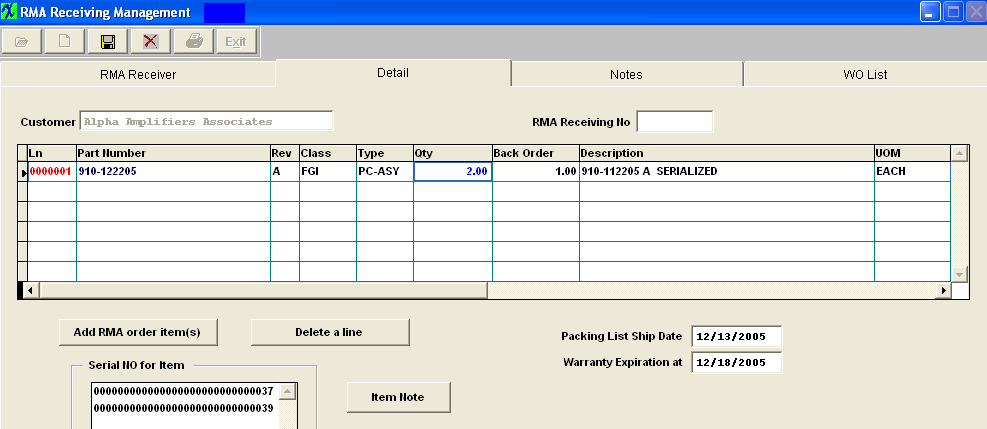
Depress the RMA Receiver Detail Tab. The following screen will appear:
Depress the Add RMA order item(s) button. A list of products, etc. pertaining to the RMA selected will appear:
Highlight the selection and then depress the OK button. The cursor will go to the Quantity field. Type in the quantity being received.
If the warehouse selected in RMA module is not found (deleted or in cycle count/physical inventory), the user will receive the following message and will not be able to continue until this issue has been resolved.
 The following Work Order screen will appear:
NOTE: Work Orders originated from an RMA Receiver will have "ReworkFirm" Job Status and users will NOT be allowed to change the Job Status. Since the material issued to the RMA is likely to be a defective assembly, or requires re-inspection, the work order must be completed by either transferring the material to FGI or to scrap to close the work order. Therefore, an RMA work order cannot be cancelled.
Also, users will NOT be allowed to edit or change the Bld qty because when product is brought into the system with an RMA Receiver it is then automatically issued as itself to the kit at that time.
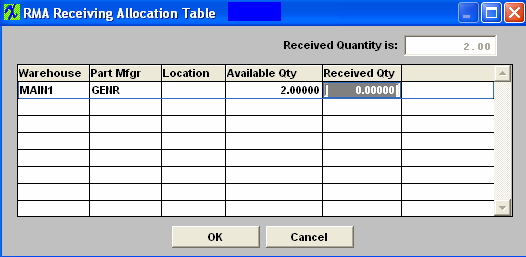
 You may change the Work Order due date. NOTE: The Work Order due dates from the RMA Receiver are generated automatically based on the date the RMA was created. This date may need to be reviewed and adjusted to match the RMA scheduled ship date. MRP will not instruct you to reschedule a rework firm work order, so it is important to make sure all dates match. Depress the Save record action button. If the returned material contained serial numbers, the following screen will appear displaying the available qty:
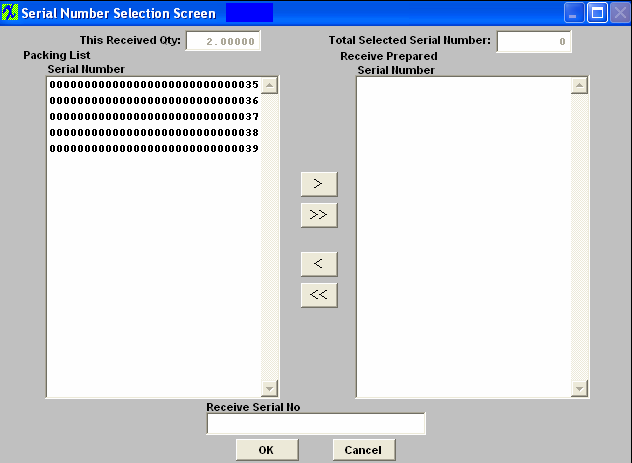
Enter the Received Qty and depress the OK button, and the following screen will appear:
Type the Serial Number to be received into the Receiver Serial No box (if it doesn't exist in the system, System will prompt user if they wish to add serial # and the SN will be created). Or, select the Serial Number(s) being returned by highlighting and depressing the > button. For multiple serial numbers, hold the CTRL key down while highlighting. If you want to include all Serial Numbers, depress the >> button. Depress the OK button. The Serial Number Entry box will update. Rework Work Order Serial Numbers When a Rework Work order is established for a serialized product, the user may select existing serial numbers that are in inventory (finished goods) that are to be reworked. Rework Work Orders will not accept new serial numbers. When a serial number is placed in the Rework Work Order, the serial number must exist in finished goods, and the number of serial numbers transferred to the Work Order must equal the quantity of assemblies for the Work Order. The part number for the serial number that is moved into the Rework Work Order does not need to be the same part number and revision as the Work Order. Thus, if a user wants to upgrade part number 123 rev A to part number 123 rev B, they can transfer the parts to the Work Order and identify the serial number transferred. Parts may also be changed to a new part number: Example:part number 123 rev A can be placed in a Rework Work Order for part number 234 rev C. The only condition is that the quantity and number of serial numbers must match. You may enter an item Note, if desired. The completed screen will look like this:
Depressing the Note tab will bring up the following screen:
The credit memo reason will display as referencing the RMA number. You may add to the Credit Memo Reason, if you wish. You may add an RMA note or an RMA Receiver Note, if desired. When RMA is complete. Depress the Save record action button to save changes, or depress the Abandon changes button. If you depress the Save record action button, the following message will appear:
To continue the save, depress the Yes button. Selecting the WO list tab will bring up the following:
 You may not change anything on this screen. Note: The user can not kit a Rework Work Order. The user may only pull the shortage. Please refer to the Kitting, Allocating & Shortage Management article. Note: If the RMA line number for the negative (returning) item is placed on administrative hold, then receiving will not be able to receive in the parts until it is cleared. Credit Memo The Credit Memo is not created until the returned material is actually RECEIVED in the RMA Receiving module. There is no financial involvement UNTIL the parts are received back. Regarding the matter of advising accounting that a Credit Memo has been created, the system will send an e-mail to the appointed recipient when the RMA is received if a trigger is setup to do so.
|

| 1.2.5. Reports - RMA Receiver | ||
|
To print the RMA Receiver report, select the Print button from the ManEx action buttons at the top of the screen.
The following screen will appear:
Highlight the desired report and then depress the Option tab if applicable. RMA Receiver
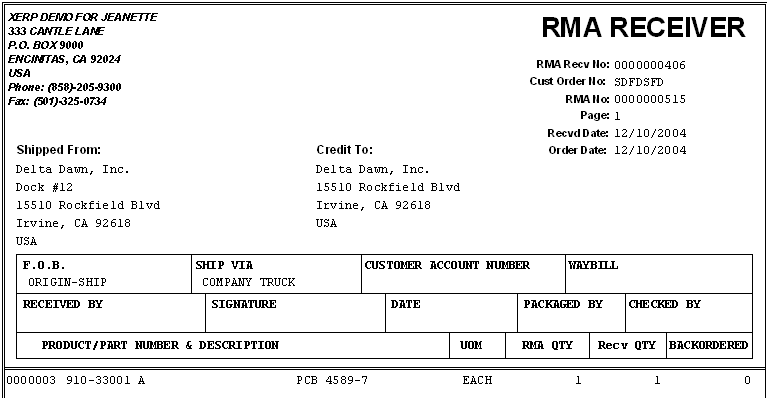
The following report is printed:
|
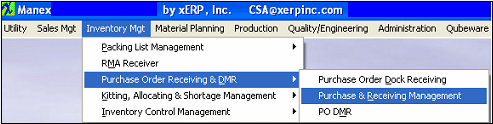
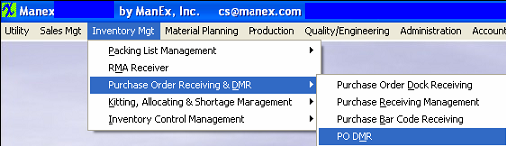
| 1.3. Purchase Order Receiving & DMR |
| 1.3.1. Purchase Order Dock Receiving |
| 1.3.1.1. Prerequisties for PO Dock Receiver | ||
Prerequisites Required for Entering a New RECEIVER
After activation, "Purchase Order & Dock Receiving" access for each user must be setup in the ManEx System Security module. Users with “Supervisor Rights” will automatically have access.
There must be an open purchase order for the receipt and the PO status MUST be "Approved". If the PO is in "Edit" mode the PO Dock will not find receipt.
|
| 1.3.1.2. Introduction - PO Dock Receiver |
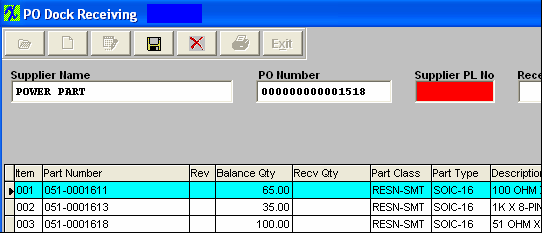
In System setup/Purchasing Setup it gives the user the option to use PO Dock Receiving. If this box is checked, the purchases are received at the dock requiring the user to complete a PO Dock Receiving record, listing the supplier’s packing list number and the quantities per that packing list. An inspection report is printed. The purchases are inspected and counted. (If this box is left unchecked the user can skip the PO Dock Receiving step and go directly to the PO Receiving and Inspection record.)
|
| 1.3.1.3. Fields & Definitions for PO Dock Receiving | ||||||||||||||||||||||||||||||||
Fields & Definitions
|
| 1.3.1.4. How To ..... for PO Dock Receiver |
| 1.3.1.4.1. Find Dock Receiver | ||||||||||||||
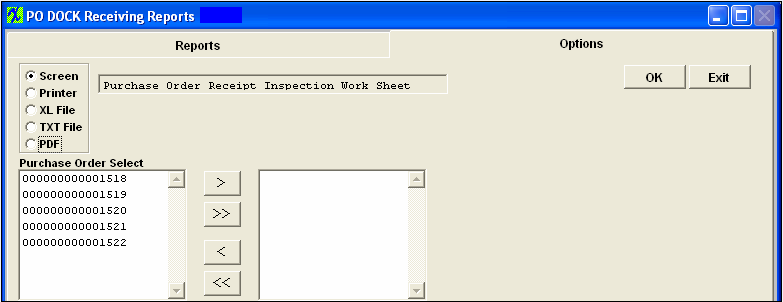
IF DOCK RECEIVING is DISABLED in Purchase Setup user will receive the following message:
 IF DOCK RECEIVING is ENABLED in Purchase Setup the following screen will appear:
|
| 1.3.1.4.2. Add a Dock Receiver | ||||||||||||||||||||
IF DOCK RECEIVING is DISABLED in Purchase Setup user will receive the following message:
IF DOCK RECEIVING is ENABLED in Purchase Setup the following screen will appear:
|
| 1.3.1.4.3. Editing a Dock Receiver | ||||
The user may edit the Dock Receiving record as long as a related PO Receiving has NOT been done.
|
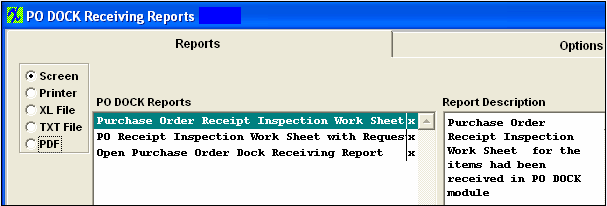
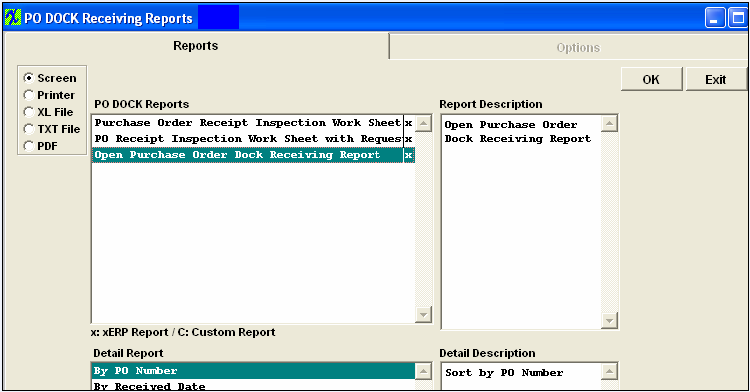
| 1.3.1.5. Reports - PO Dock Receiving | ||||||
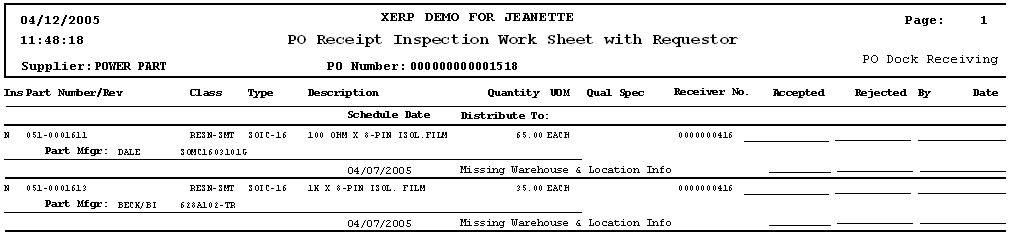
The following is printed:
The following is printed: 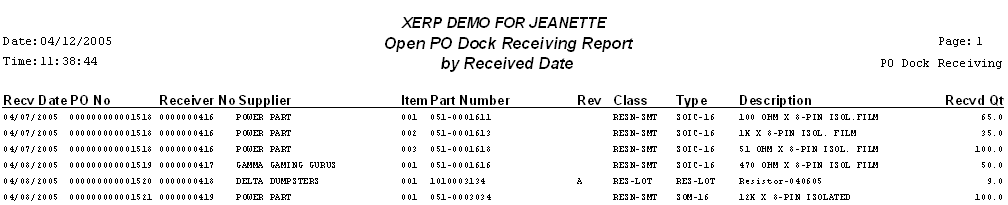
|
| 1.3.1.6. FAQs for PO Dock Receiver |
| Facts & Questions for the PO Receiving & DMR Module |
| 1.3.2. Purchase & Receiving Management |
| 1.3.2.1. Prerequisties for Purchase & Receiving Mgmt | ||||
After activation, "Purchase Order & Dock Receiving" access for each user must be setup in the ManEx System Security module. Users with “Supervisor Rights” will automatically have access.
|
| 1.3.2.2. Introduction for Purchase & Receiving Mgmt |
Receiving is the next step after creating and submitting a Purchase Order. In System setup/Purchase Setup it gives the user the option to use PO Dock Receiving. If this box is checked, the purchases are received at the dock requiring the user to complete a PO Dock Receiving record, listing the supplier’s packing list number and the quantities per that packing list. An inspection report is printed. The purchases are inspected and counted. (If this box is left unchecked the user can skip the PO Dock Receiving step and go directly to the Purchase Order Receiving & Inspection record. The user then is required to complete a PO Receiving & Inspection record. This module has a provision for rejected purchases. For rejected materials, ManEx provides for a PO DMR (Discrepant Materials Receipt) module. The Discrepant Material Receiver is used to receive material which does not meet the specifications for the purchased part or purchase order. This module allows for review by the Materials Review Board. Then, if not acceptable, the material may be returned to the supplier. The user may reject in the Purchase & Receiving Management module OR may return an item From Inventory. If an item is returned From Inventory, and the Once the data entry is completed, the purchase receivers are forwarded to the Accounting module for PO Receipt Reconciliation. (The attached Print Screens below <<PO_Recv_Resulting_Trans.docx>> displays the resulting transactions that affect the Un-reconciled Receipt accounts after accepting items into stock through PO Receiving).
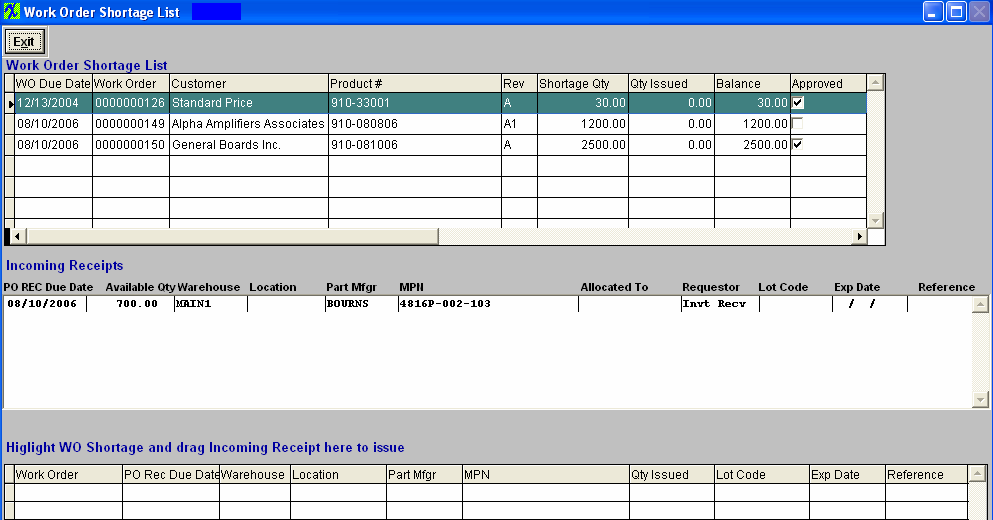
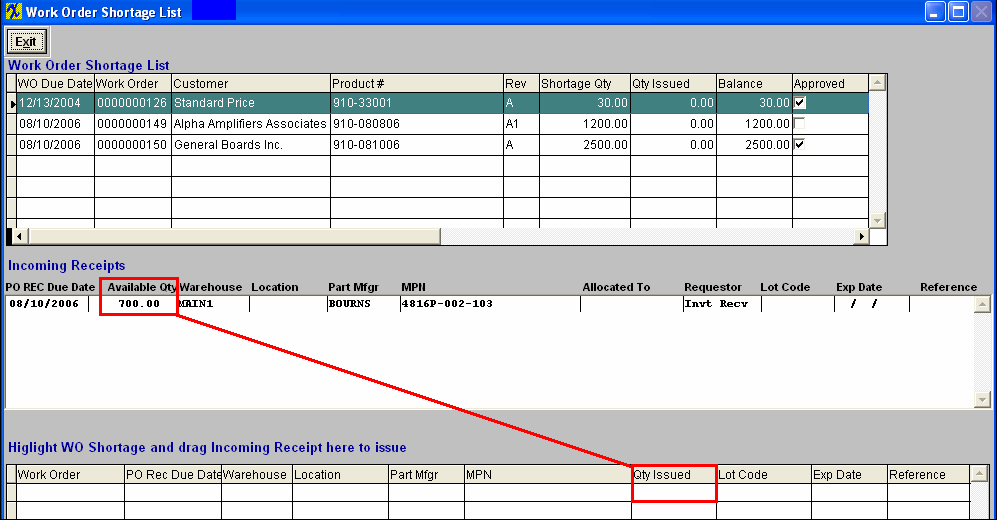
Within the PO Receiving module there is a "Shortage List and Issue" button. This will allow users to issue parts from receiving directly to the Kit Shortages. This screen will display all shortages for that part and AVL. There is an Approved Check box for reference to the Work Order Shortage List. This will be checked if the AVL that you are receiving is an approved AVL for that shortage. This will give the users the needed information on screen to make the decision to use or not use a non-approved AVL to fulfill a shortage. |
| 1.3.2.3. Fields & Definitions for Purchase & Receiving Mgmt | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
For the Highlighted Line Item:
Directive Buttons:
The system shows all the shortages for the part that is received, if:
It is up to the user to decide which receipt has to be applied to which shortage. Work Order Shortage List field definitions:
Incoming Receipts field definitions:
Highlight WO Shortage and drag Incoming Receipt here to issue field defintions:
|




| 1.3.2.4. How To ..... for Purchase & Receiving Mgmt |
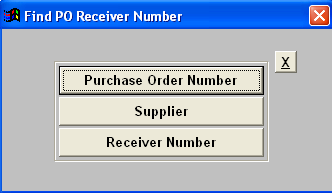
| 1.3.2.4.1. Find a Purchase Order in Receiving Inspection | ||||||||||
The following screen will appear:
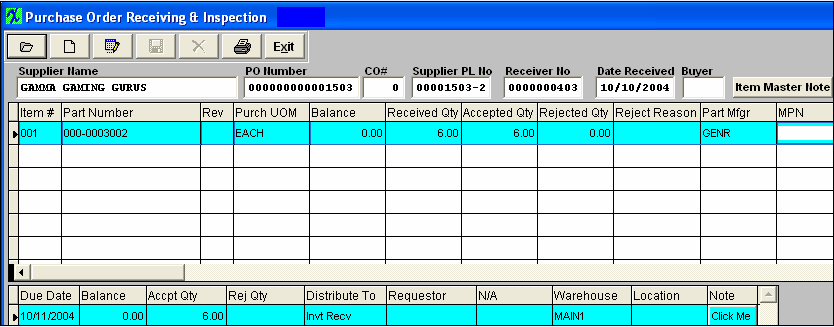
3. The found information will populate the screen, as follows:
|
| 1.3.2.4.2. Add a PO Receiving Inspection Record | ||||
If system is setup for Dock Receiving follow a. If system is setup for Inventory receiving ONLY follow b.
|
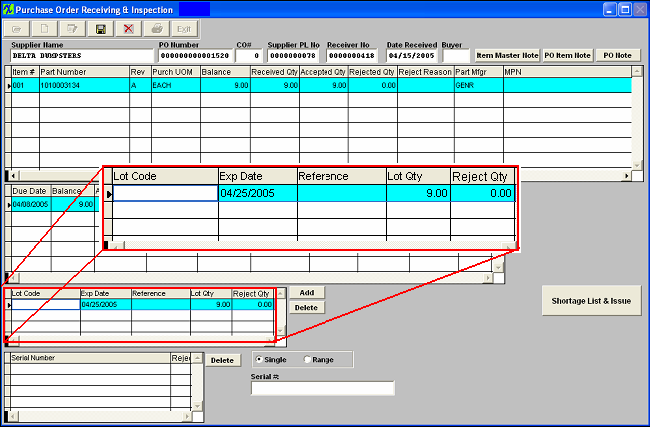
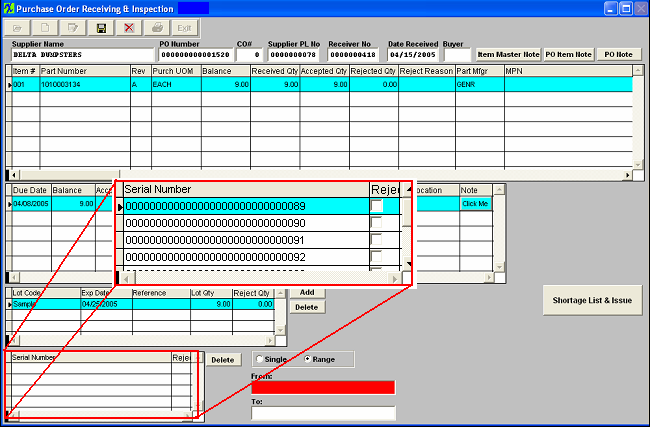
| 1.3.2.4.2.1. Entering Serial Number and/or Lot Information |
Introduction The users can receive components that require Lot Code Only, Serial Number Only, or both Serial Number and Lot Code, following the instructions listed below. A part that requires a Lot Coded is setup in the Inventory Part Class set-up module. A part that requires Serial numbers is set-up in Inventory Control Module.
|
| 1.3.2.4.2.2. Issue Directly to Work Order Shortages |
Highlight the line item of interest on the PO Receiving and Inspection screen. Depress the Work Order Shortage List and Issue button. Highlight the work order shortage at top of screen. Drag Available Qty located in the middle of your screen under Incoming Receipt. Drop it in the quantity issued at the bottom of your screen as displayed below. System will allow users to pick to each of the individual shortages within the same Work Order and/or different Work Orders.
The Approved box will be checked if the AVL that you are receiving is an approved AVL for that shortage. This will give the users the needed information on screen to make the decision to use or not use a non-approved AVL to fulfill a shortage.
System will not allow user to issue quantities greater than the shortage quantity. See Article #2479 for further detail.
The following messge will be displayed if user issues a quantity greater than the shortage quantity.  NOTE: If a user has the Work Order Checklist feature active and tries to use the PO Receiving shortage and issues feature within the PO Receiving, it will not recognize the shortages until the kit has been flagged as "Kit Complete". It is designed this way because the user will not know if the parts are short until the kit is completed. You may have parts in the inventory and have not pulled them to the kit yet. If you allow seeing the shortage (which may not be a shortage because parts are not pulled yet) from the PO receiving, the receiver may be trained to automatically issue to the shortages first, but it may not be a shortage because parts have not been pulled from inventory, so how would they know if it is a real shortage or just not pulled from inventory yet. |
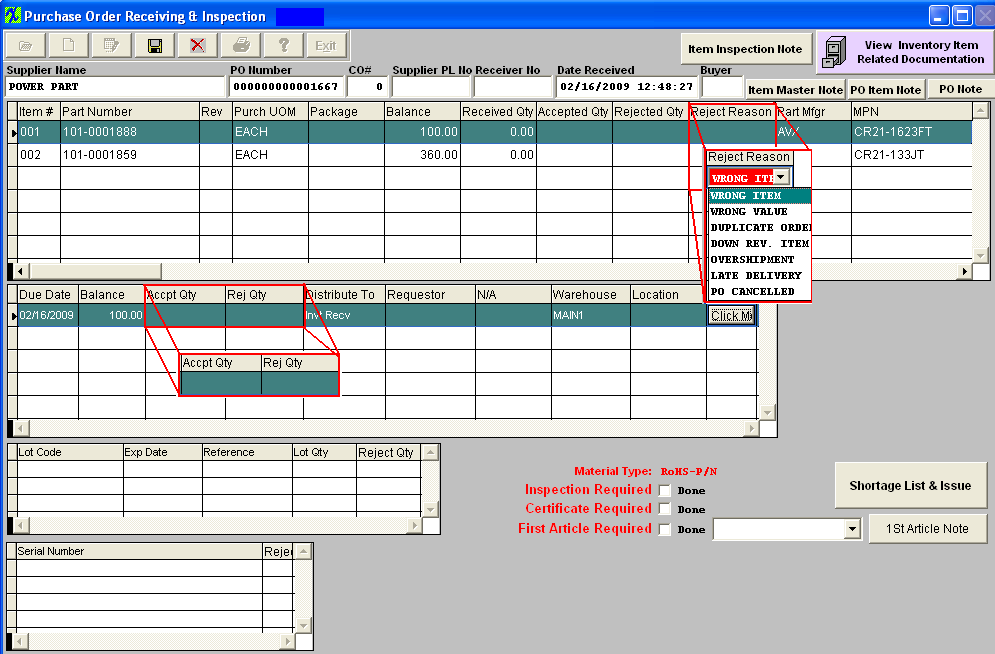
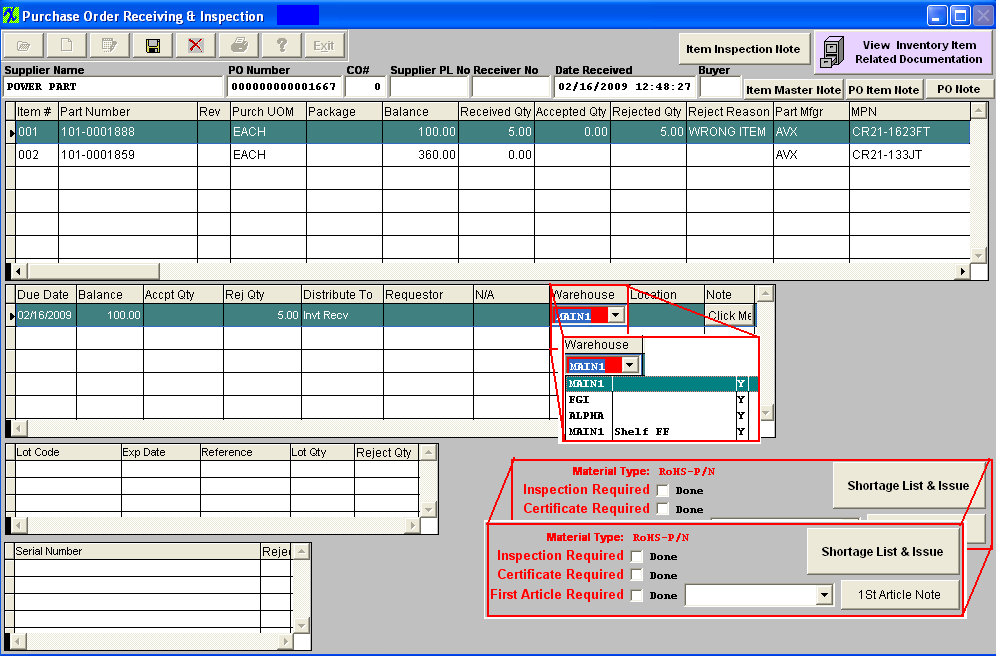
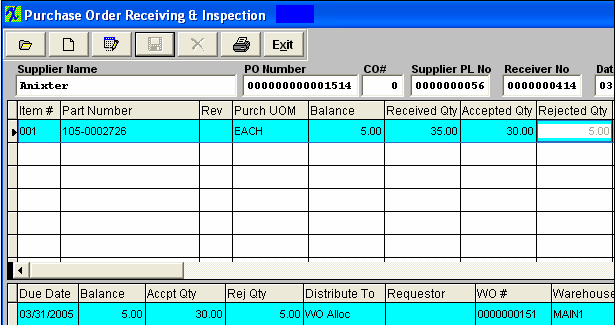
| 1.3.2.4.3. Rejecting Quantity in PO Receiving & Inspection |
|
| 1.3.2.4.3.1. Rejecting Items if Accounting has Processed the Invoice |
|
| 1.3.2.4.3.2. Rejecting Items if Accounting hasn't Processed the Invoice |
Introduction After the user has accepted all of the items on a Closed Purchase Order and then subsequently it’s discovered that the material received is discrepant, do the following if Accounting hasn’t already processed the Supplier’s Invoice for payment:
|
| 1.3.2.5. Reports - Purchase & Receiving Mgmt | ||||||||||||||||
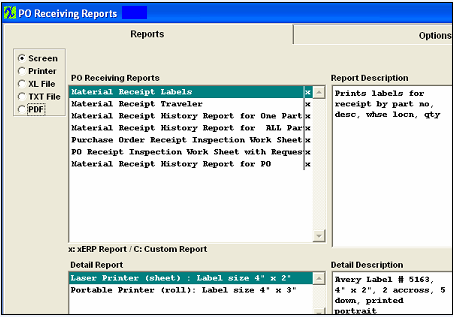
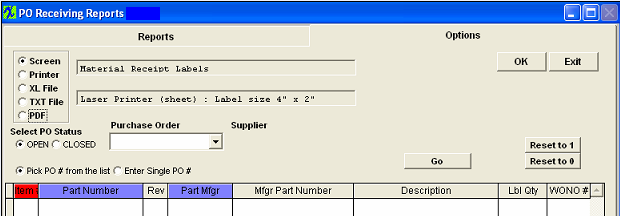
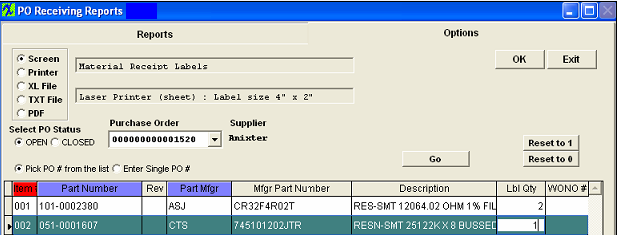
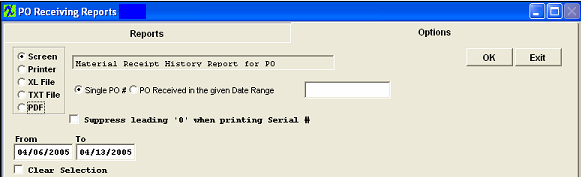
To obtain the PO Receiving reports, select the Print button from the ManEx action buttons at the top of the screen.
The following screen will appear:
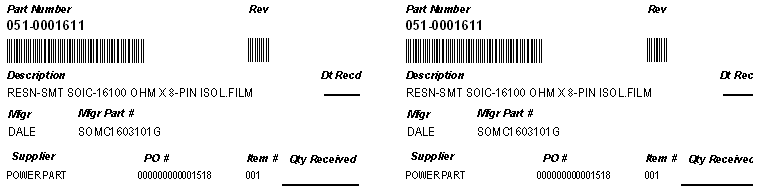
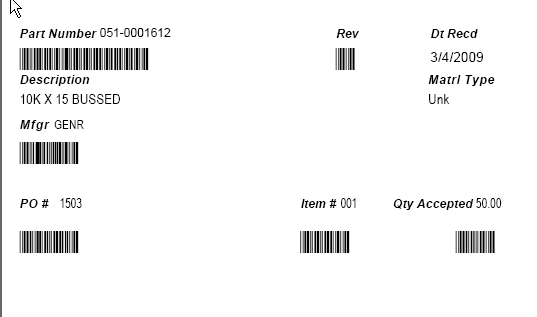
The following is printed (This example is Printing to the Laser Printer (Sheet): Label size 4" x 2")
For the Material Receipt Traveler report, highlight that report. Go to the Options screen, select the PO Items Type from the pull down screen. Depress the OK button. The following is printed.
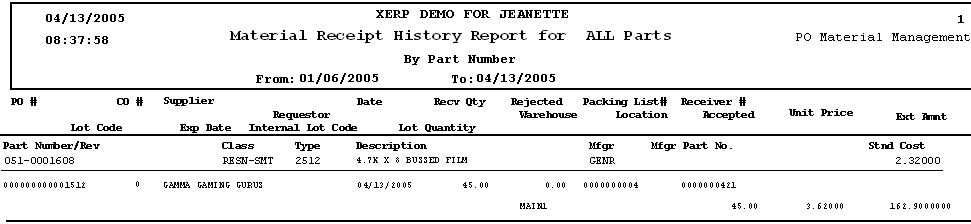
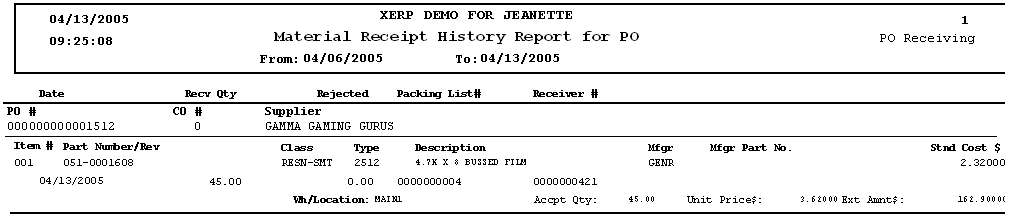
The following is printed:
The following is printed:
The following is printed:
The following will print:
|


| 1.3.2.6. FAQs - Purchase & Receiving Mgmt |
| Facts and Questions for the PO Receiving & DMR Module |
| 1.3.2.7. ManEx Minutes (PO Receivng) |
| 1.3.3. Purchase Bar Code Receiving |
| 1.3.3.1. Prerequisites for Bar Code Receiving | ||||||
After activation, "PO Bar Code Receiving" access for each user must be setup in the ManEx System Security module. Users with “Supervisor Rights” will automatically have access.
|
| 1.3.3.2. Introduction for Bar Code Receiving |
This module is designed to streamline the receiving process by giving the user the capability to scan the bar code in PO Receiving and print out the labels upon receipt. This module can be used with a Bar Code Scanner or manually. This will enhance the process of receiving product by saving time with the simple procedure of scanning by bar code and the option to print out labels upon receipts.
The objective of the bar code receiving is to minimize the time spent on receiving a PO. Having a number of additional items on the screen is NOT practical from a space standpoint nor from a user standpoint. If the receiving clerk is required to modify the Warehouse location, AVL, etc. they will need to use the manual PO Receiver module.
|
| 1.3.3.3. Fields and Definitions for Bar Code Receiving | ||||||||||||||||||||||||||||||||||||||||||||||
|
| 1.3.3.4. How To ..... for Bar Code Receiving |
| 1.3.3.4.1. Accept/Reject Quantity | ||
The following screen will appear:
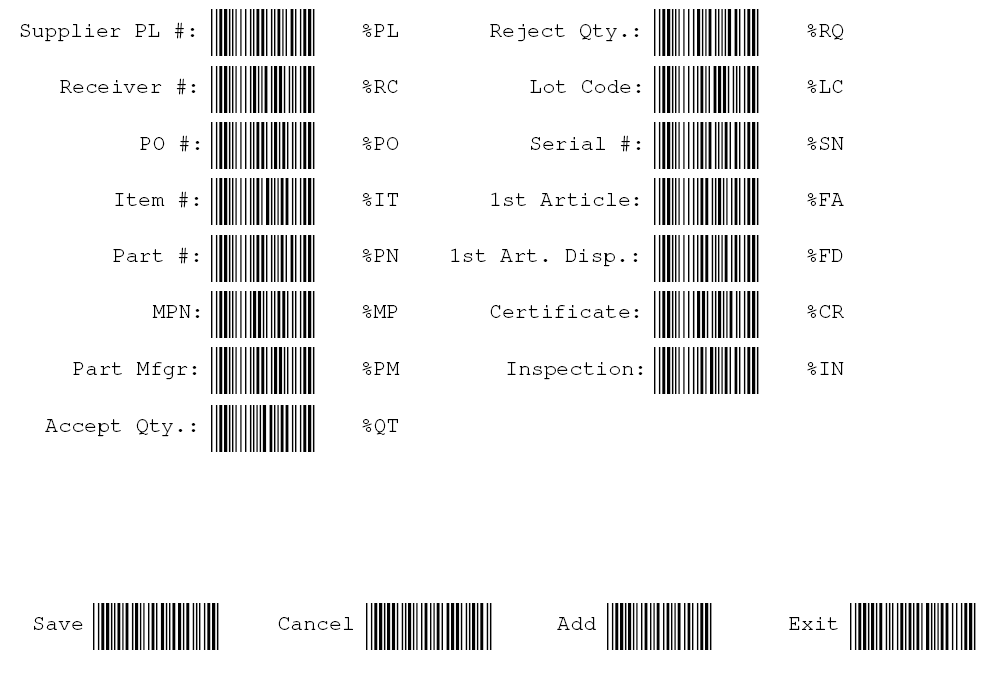
When you first open the Bar code screen your cursor will be located in the “Bar Command” text box. Use print button to print a bar code for all the commands you can use in this screen.
You can use a scanner or just type the same value as you see on the print-out to navigate this screen. For example when you first started you can just type “add” into the “Bar Code Command” space to activate the “Add” button. When in the “Add” mode cursor will be positioned in the “Supplier PL No” field you can enter or scan a supplier packing list number or if you would like to advance to the let say “PO Number” field you can type\scan “
Depress the "Print Label for Saved Transaction" or check the box "Print Labels upon PO Receipts" . ManEx has designed the labels to be printed on a Zebra Label #10000281 (or equivalent) for a 4 X 6 label.
 |
| 1.3.4. PO DMR |
| 1.3.4.1. Prerequistes for PO DMR | ||||||
Prerequisites for PO Inspection/Acceptance Received with Rejected Quantities:
After activation, "Purchase Order Management" access for each user must be setup in the ManEx System Security module. Users with “Supervisor Rights” will automatically have access.
There must have been a rejection in the Purchase & Receiving Management module. Prerequisites for Rejects from Inventory:
A MRB (materials review board) Warehouse must be set up in Warehouse Setup. Within Inventory Handling the discrepant quantity must have been transferred to MRB (materials review board) warehouse.
|
| 1.3.4.2. Introduction for PO DMR |
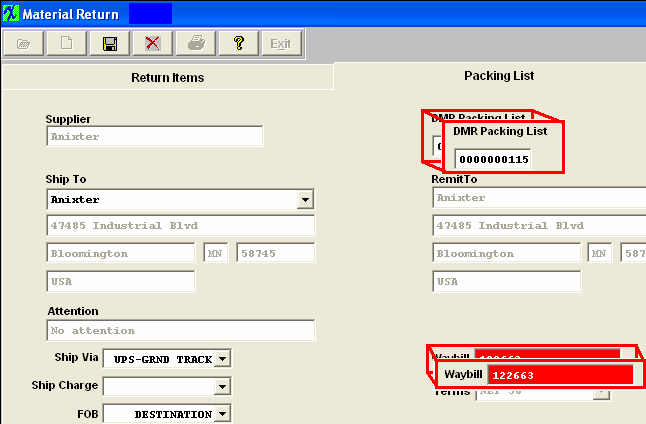
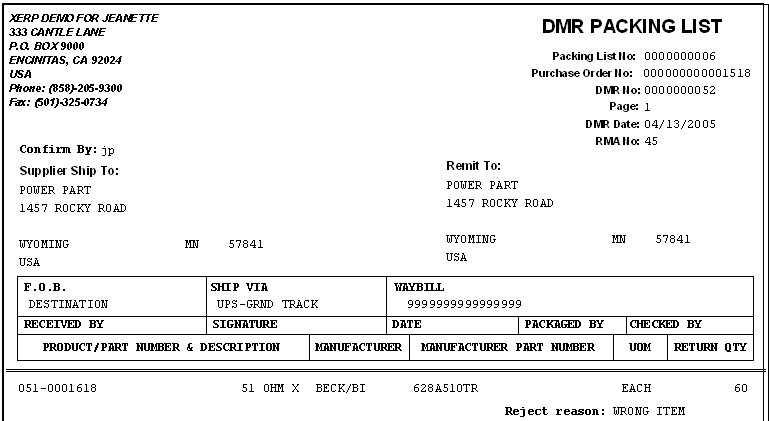
Discrepant Material Return is used to return material which is different than what was ordered, received late, over shipment, damaged, etc. There are two ways to return discrepant materials. 1. The discrepancy is discovered in PO Inspection/Acceptance Receiving and rejected there. 2. The discrepancy is discovered after the Inventory has been placed into stock. This module allows for review by the Materials Review Board. Then, if not acceptable, the material may be returned to the supplier. Once the DMR (discrepant material return) is created, information regarding the return is forwarded into Accounting where a Debit Memo and the accompanying accounting journal entry is created. Once the Discrepant Material is added, the user may print out a DMR (discrepant material return) Packing List.
In Defect Code Entry we allow users to move product into FGI, when a part is transferred to FGI, the program will compare the total cost of components with the "material cost" of the assembly, then create the configuration variance. In addition to that, the system will create additional 4 records for "Labor", "Overhead", "Other Costs" and "User Defined" costs.
|
| 1.3.4.3. Fields & Definitions for PO DMR |
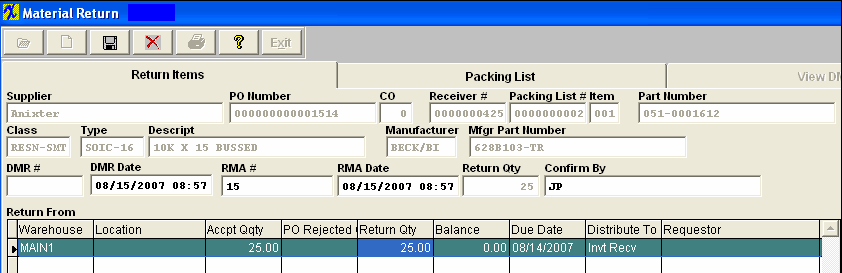
| 1.3.4.3.1. Return Items Tab | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Fields & Definitions
Return Items tab field definitions
|
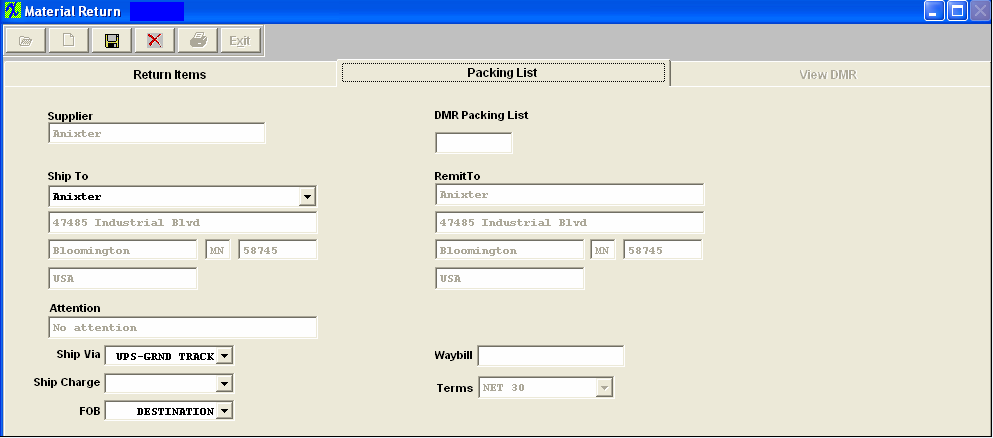
| 1.3.4.3.2. Packing List Tab | ||||||||||||||||||||
Field & Definitions
|
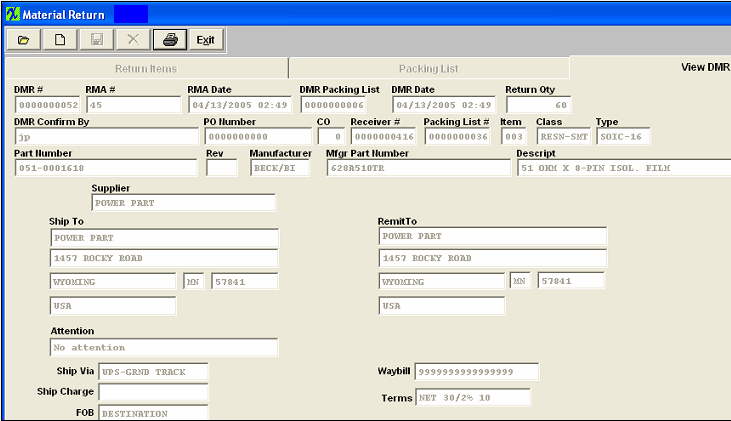
| 1.3.4.3.3. View DMR Tab | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
| 1.3.4.4. How To ..... for PO DMR |
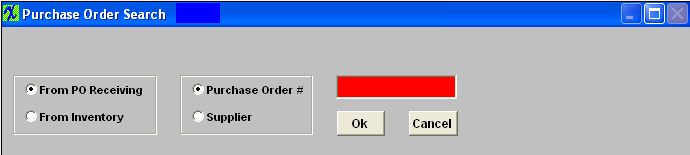
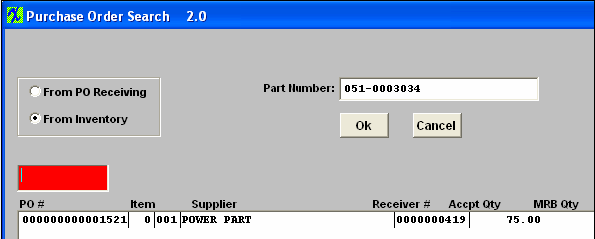
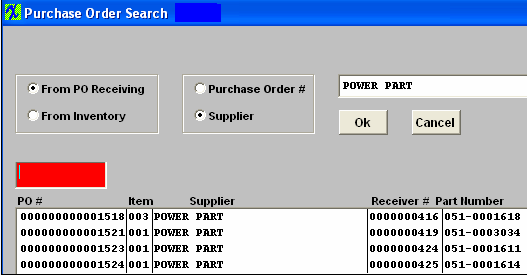
| 1.3.4.4.1. Adding a DMR from Inventory | ||
This procedure is used after accounting has Reconciled the Purchase Order. If accounting has not yet reconciled the purchase order, see Rejecting Items if Accounting hasn't Processed the Invoice. Note that the discrepant material must be transfer into the MRB (materials review board) warehouse via Inventory Handling before you can proceed.
  Once the DMR (discrepant material return) has been added and saved, a Debit Memo will be created. If Debit memo numbering is manual, the user will be prompted for the number. Additionally, the corresponding entry will be created and the balance in the Accounts Payable Aging will adjust as soon as the Debit Memo is printed.
If the invoice happens to be in a Saved Check batch the following warning will be displayed:

|
| 1.3.4.4.2. Add a DMR from a PO Inspection/Acceptance Receiving Rejection | ||
|
| 1.3.4.4.3. Find an Existing Discrepant Material Record (DMR) | ||||
The following screen will appear: |
| 1.3.4.5. Reports - PO DMR | ||||
The following will print:
|
| 1.3.4.6. FAQs - PO DMR |
| Facts and Questions for the PO Receiving and DMR Module |
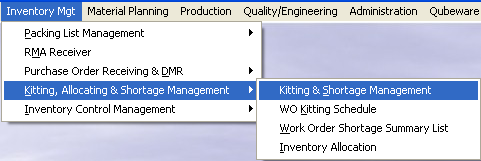
| 1.4. Kitting, Allocating & Shortage Management |
| 1.4.1. Kitting & Shortage Management |
| 1.4.1.1. Prerequisties for Kitting & Shortage | ||||||||||||
Prerequisites Required for Entering a New KITTING & SHORTAGE
After activation, "Kitting & Shortage Management" access for each user must be setup in the ManEx System Security module. Users with “Supervisor Rights” will automatically have access.
Optional Prerequisites for Entering a New KITTING & SHORTAGE
|
| 1.4.1.2. Introduction for Kitting & Shortage |
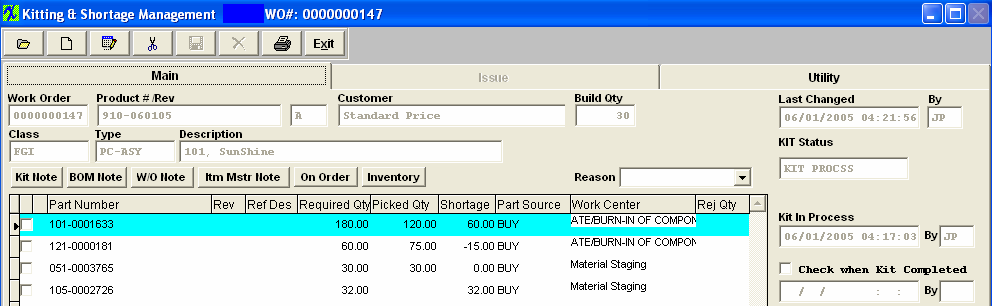
This screen provides a method for gathering data related to a specific Work Order. Users are able to simulate a kit pull to better determine component availability and identify potential delays. They also record unexpected component shortages allowing purchasing to order more and inventory to replace the components as needed.
See Article #3273 on "How ManEx can help you Streamline your Kitting Process".
|
| 1.4.1.3. Fields & Definitions for Kitting & Shortage |
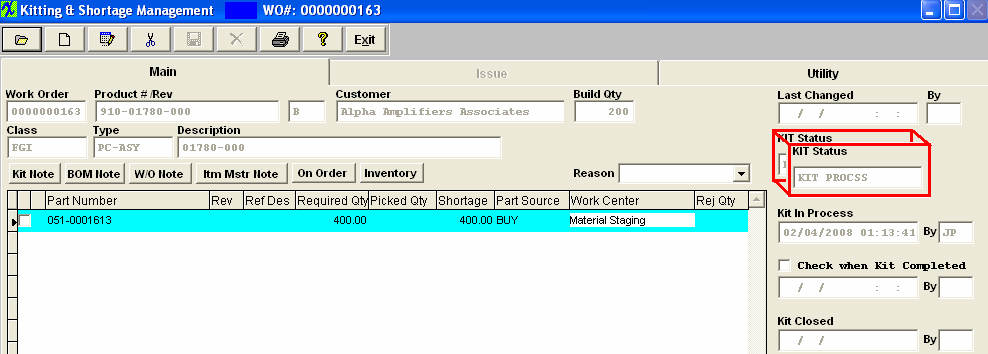
| 1.4.1.3.1. Main Tab | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Main Screen Field Definitions
Component Section - NOTE: Items will appear on screen only if the "Used in Kit" on the BOM is "Y". For further detail see Article #34.
DIRECTIVE BUTTONS The following buttons are displayed on the Kitting Main screen
 |






| 1.4.1.3.1.1. Kit Status Logic |
Status of Kit: Released is a term that means the work order has moved from the initial input condition, where it is possible to check on details of the work order and to utilize a check list to indicate certain functions (established in the setup) have been completed (e.g., necessary documents have been received, shortages have been resolved, tooling is available, etc.). An unreleased work order cannot be kitted, nor moved on the shop floor. KIT (a logic field) means that the work order has been released for production to work on it. This includes kitting and SFT. It means that in the WO screen, the user has clicked on the “Work Order Released” checkbox. Or, this box is automatically checked when all of the items on a work order check list have been completed. It does not mean that the work order or the kit have been started. Until this box is checked, no kitting nor SFT activities can begin. OPENCLOS ( character field) is the status, or condition of the work order. This condition is required to initiate a work order. These conditions must be one of the following: Archived, Cancel, Closed, Firm Plann, Rework, ReworkFirm, Standard. Every work order must have one of these conditions.
|
| 1.4.1.3.2. Issue Tab | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Issue Screen Fields KIT STATUS SECTION
INVENTORY STATUS SECTION
PICKED STATUS SECTION
The quantity of the highlighted part already picked. Below that is the part number of the completed assembly. The "Next" button should be used with the top "part number (type or scan)" field. When user types (or scans) the part number the user wants to issue, the cursor on the left list will move to the right part number record, then user can issue it. After the user is done, click the "Next" button, the system will save the issued record, and the cursor will move to top "part number" field again for user to enter whatever part number the user wants to issue next. It doesn't mean the "next one" record in sequence. LOT CODE INFORMATION
ADDITIONAL PART INFORMATION
|



| 1.4.1.3.3. Utility Tab | ||
The Utility Tab has four functions:
1. Close Kit - This section is used to close the kit from further transactions. Once closed, no further parts may be issued to or from the work order. 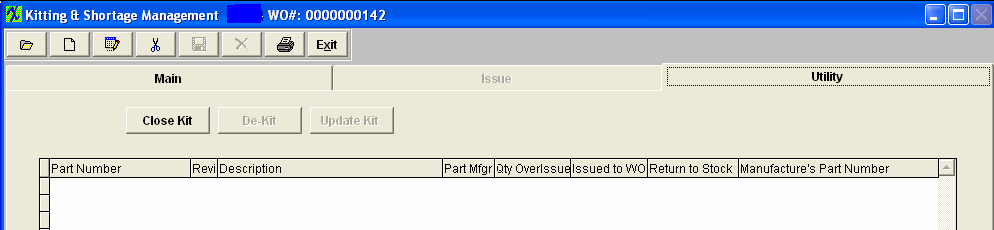 Once the Close Kit button has been depress the following screen will appear, this screen will list all over-issues for disposition, it defaults all items to have the over-issue qty returned to stock. If the users wants to return all to stock they just have to click the OK button. If they want to assign all the over-issue to the Work Order (kit) they can do so by depressing the "Issue All to Kit" button.
The act of closing the kit sets up the material variance entry for the Accounting module if more parts or less parts than called for by the Bill of Materials were actually used. Note: Only an accounting password can close the kit. The manufacturing variance is based on what should have been kitted according to the BOM for the work order. Under issues, overissues and alternate parts are considered as variances. If a part is allocated to a Work Order or a Project (linked to the work order), when the KIT over-issues to WO-WIP location. Once the WO is closed, and user chooses to return stock, the WO allocation will be cleared, but the Project allocations will be retained and carry back to stock as still allocated to that project. What are the actions that would cause a work order to appear on the “Kits to Close” report? The action that causes a work order to appear on the Kits to Close report is when the Work order is closed. (In the Shop floor tracking module, the units are transferred to the Finished Goods work center). There is no longer a balance due on the order but the work order has not yet had the kit closed. There are two aspects of closing a work order activity – 1, closing the work order; and 2, closing the kit. The work order closes when all of the scheduled parts are either in finished goods or scrap. This happens automatically when the last transfer is made in the shop floor tracking module. The kit closing is a manual function. It is separate, because even though the work order may be closed, somebody may not have completed kitting all the parts to the work order, nor moved all of the over-issue out of the work order. These actions are prompted for when the kit is closed. The user may close the kit without addressing the open issues, but if that happens, each will become a variance within accounting. Unfilled shortages will become a positive variance and overissued parts will become a negative variance. (Important Note: For those instances where the user didn’t issue the parts to the work order initially, but completed the work order in shop floor tracking and then closed the kit, there will be a very large positive variance created because the system will assume that the cost of the components = zero.) Therefore, do not close a kit if it was never pulled. 2. Re-open kit - If the user wishes, he/she may re-open the kit once it has been closed. Note: Only an accounting password can re-open the kit.
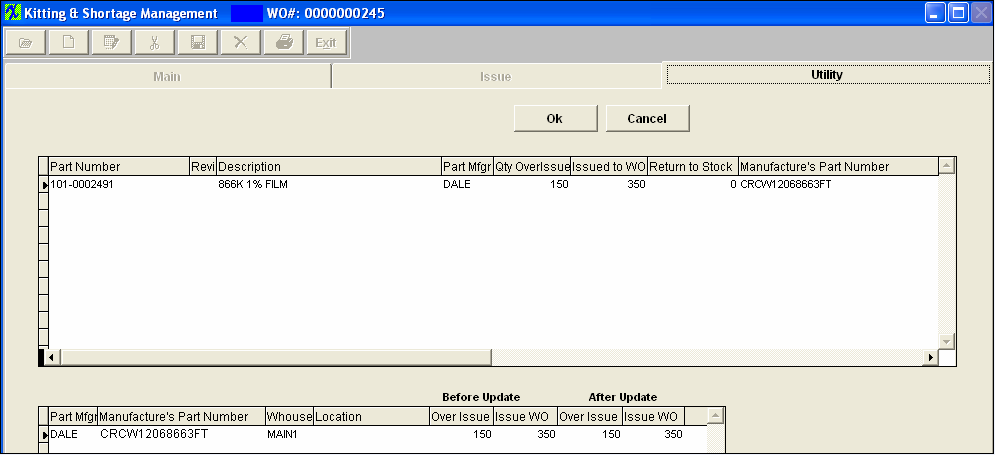
4. Update Kit - The Update Kit button will update the work order with any BOM changes.
Depress the Update Kit button. Type in your password. You will receive a confirmation message. If the changes to the BOM reflect inventory parts that require dispositioning the following screen will appear:
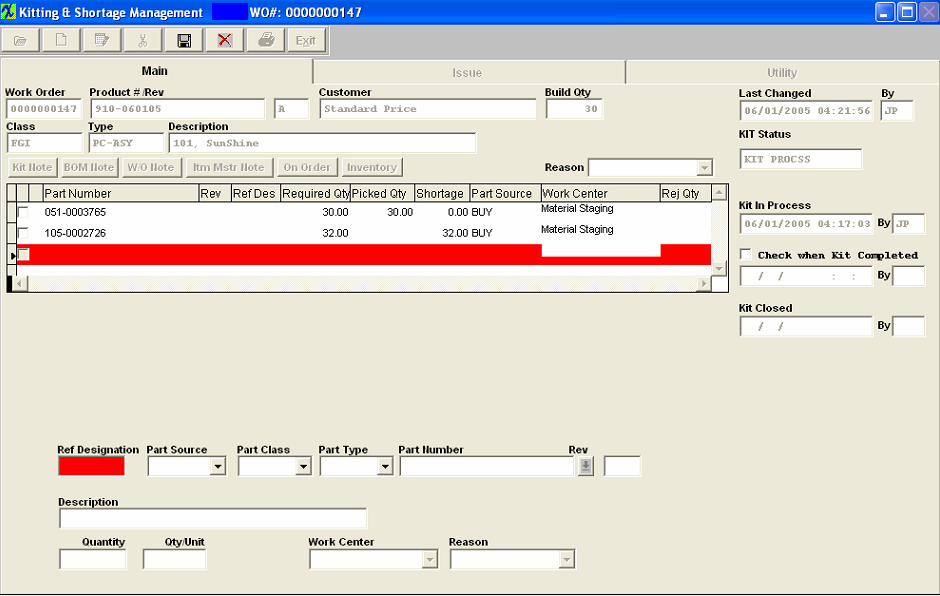
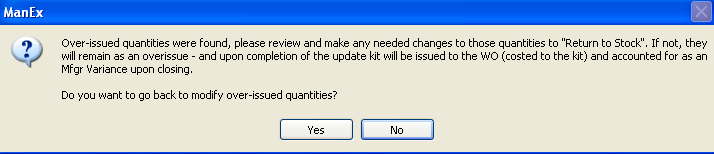
Highlight the item. The system will default in the issued qty into the Issue WO field. If you wish to issue the parts directly to the cost of the Work Order then you can leave the qty in Issue WO. Depressing the OK button will then issue and cost those parts to the kit. If you wish to return those part back to inventory you will change the Issue WO qty to 0 and then you will see the Return to Stock qty adjust. That amount in the Return to Stock will be the amount that will be returned back to stock as available inventory. If there is an Over Issue Quantity found during the update kit, user will receive a message to remind the user that there was an Over-issue qty found, and to make any needed changes to those quantities to "Return to Stock". (If you wish to return those part back to inventory you will change the Over Issue qty to 0 (bottom screen) and then you will see the Return to Stock qty adjust (top screen)). That amount in the Return to Stock will be the amount that will be returned back to stock as available inventory. If not the over-issued qty will remain as an overissue - and upon completion of the update kit the parts will be issued to the WO (costed to the kit) and accounted for as a Mfgr Variance upon closing. If a part is allocated to a Work Order or a Project (linked to the work order), when the KIT over-issues to WO-WIP location. Once the WO is closed, and user chooses to return stock, the WO allocation will be cleared, but the Project allocations will be retained and carry back to stock as still allocated to that project. Depress the OK button and you will receive a confirmation message. For any new parts added to the BOM, they will appear as shortages. You need to make sure to pull them to the kit. If any of the quantities per within the BOM were increased, you’ll have to also pull additional amounts, which will now show as shortages to the Work Order: In the example below, part number 105-0002726 was just added to the BOM and must now be pulled. Additionally, part number 101-0001633 had the quantity per on the BOM increased and now the shortage must be pulled. 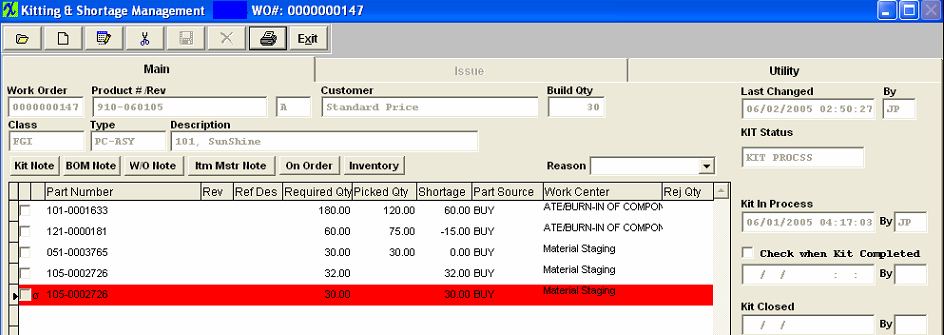
|
| 1.4.1.4. How To ..... for Kitting & Shortage |
| 1.4.1.4.1. Finding a Work Order Record | ||||||||||||||||||
The following screen will appear:
If you select by Product Number the following screen will appear. Type the part number in the red box, or highlight the part number and double click to select. After selecting the product number, a screen is displayed listing work orders for the selected product. Type the work order number in the red box, or highlight the work order number and double click to select.
If you select by Customer Name the following screen will appear. Type the customer name in the red box, or highlight the customer name and double click to select. After selecting the customer name, a screen is displayed listing work orders for the selected customer Type the work order number in the red box, or highlight the work order number and double click to select.
If you select by Sales Order Number the following screen will appear. Type the sales order number in the red box, or highlight the sales order number and double click to select. Type the work order number in the red box, or highlight the work order number and double click to select.
|

| 1.4.1.4.2. Issue Parts to Kit | ||||||||||||||||||||||||
After Finding a kit and if it has NOT been previously pulled, the following procedure is performed
MANUAL KIT
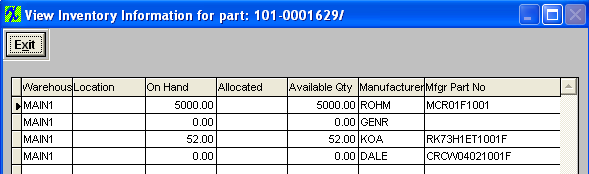
If you would like to see if there is part availability for the highlighted part number before going to the next step depress the "Inventory" button.
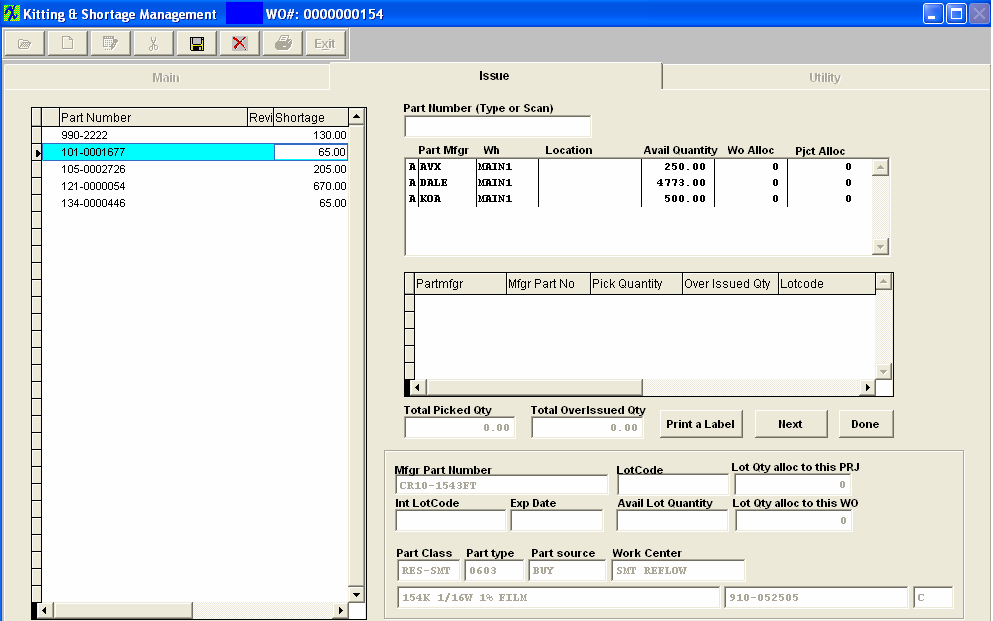
Depress the Edit action button again and the following selection will appear: Depress the Issue Parts button to continue or X to cancel. If you depress the Issue Parts button and type in the password the Issue Tab screen is displayed: This screen is divided into four operational sections.
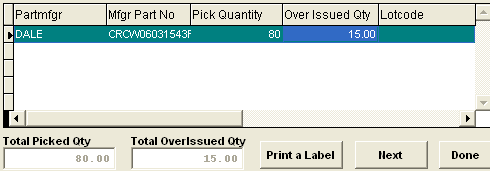
The user first selects a part from the kit status section. Place the cursor on a part manufucturer in the inventory status screen and drag it to the Picked Status section in the center of the right side of the screen. To drag, place the cursor on the line indicating an available quantity. Do not remove your finger from the mouse. While you are in the process of dragging, you will see an outline of a hand holding a document. Pull the cursor down to the Pick quantity section. To drop, remove your finger from the mouse. Those manufacturers approved for the bill of material will have the manufacturer preceded with an A. When inventory from the Inventory Status section is dragged to the Picked Status section, the quantity required for the work order is subtracted from the original quantity in inventory. If there is insufficient quantity in inventory, an additional lot may be dragged to the picked status section. If the quantity of parts needed is less than the quantity in inventory, only the quantity needed will be transferred. While still in the Pick Status, the user may modify the quantities being picked. Increasing the quantity that is required for the kit (if there is more available in inventory) will place the extra parts in the overissued qty column. The shortage column will display the over-issues as negative shortages. By reducing the quantity, the remainder of the parts will be returned to inventory. If not returned to Inventory, unused parts in the overissued inventory will continue to be considered as available for use by MRP actions. Other kits may be kitted using these parts. To change the amount Picked, place the cursor on the amount picked. A white box will display. Type the revised amount picked in the white box and depress the Enter key.
REAL TIME KITTING FEATURE When you first enter the ISSUE screen and if you just continue through and Drag & Drop items as described above all of the transactions will be saved to the system upon depressing the Save Record Icon. But as soon as you depress the Next button the system will begin to save the records immediately and the Save and Cancel icons will became inactive. This has been added so our users can begin real-time kitting and since intended for a wireless network connection we need to save individual pulled records instead of the entire kit pull save. Below is a description of how this feature is intended to operate:
This will then bring them back to the Main Kitting screen.
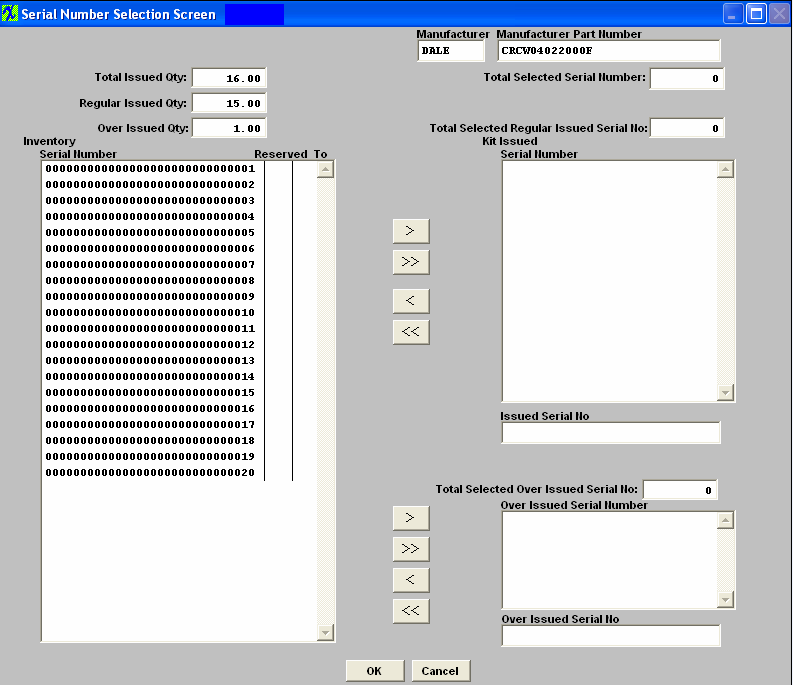
ENTER SERIAL NUMBERS If the Part Number highlighted in the left column, is a serialized part, highlight the Available Quantity. Drag and drop into the Pick Quantity space (as described above). The quantity will appear as 0 in pick quantity. Click on pick quantity and manually fill in quantity. The following screen will appear: All serial numbers for this part number will appear in the left hand column. Highlight the serial numbers you want used for this work order click on the > arrows. They will appear in the right hand column. If you overissued you must highlight the serial numbers for the overissued quantity click on the > arrows and they will appear in the bottom right hand screen. Once the serial numbers that are to be used for this work order appear in the right hand column depress the OK button. Depress the ‘DONE’ Button or ‘Save’ button. The completed Main tab screen appears as below: 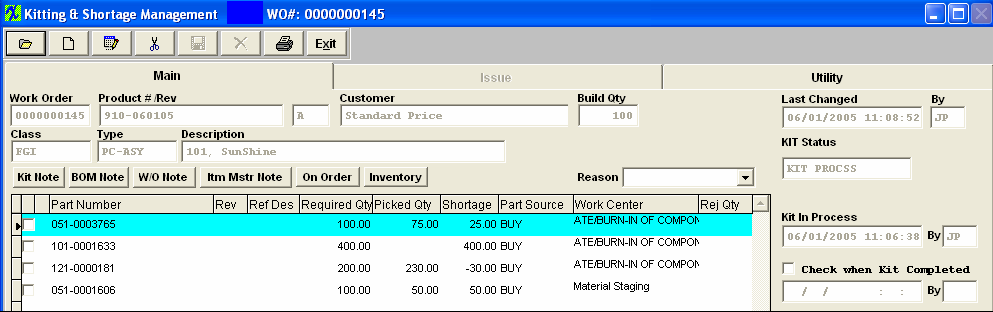
NOTE: MRP is designed to calculate from the Kit Shortage and not from the Lead times once the parts have been pulled to the kit and the kit status is changed to "Kit in Process". Once the parts have been pulled to the kit, the systems is assuming that the shortages are needed by the WO due date, rather than the Prooduction lead time, so MRP then calculates using the due date of the WO as the date the materials must be on hand, MRP no longer takes the production lead time into consideration.
AUTO KIT
If the Bill of Material does not have any components that are kitted, then no kitting will be done. Kitting Preference Hierarchy When Kitting Manex picks from Approved AVL's then in numeric sequence. (1 before 2, 2 before 3, etc.) "99" is the default preference number, if no preferences are entered, then other un-controllable factors affect which is picked first. If the user wants to have a specific warehouse picked first, then they are to enter a preference number such as "1" in the preference field within the Quantity Info screen within Inventory Control Mgmt .
|



| 1.4.1.4.3. Add a Line Item Shortage | ||||||||
|
Shortages other than those resulting from an incomplete kit are considered Line Shortages. Line shortages may be a result of poor yield on a part, and additional parts are required, or because one or more additional parts are needed for the work order beyond those described in the bill of materials. Line shortages may be created because of alternate parts, special engineering evaluations, or for any reason that the user decides to enter in the system setup. For Miscellaneous Shortages, (this selection may be used to issue non-inventory items to kit) the user may type in the Part Number, Revision and Description and then select Source, Class, Type, Department and Reason from the respective Drop Down lists. The user may type in the Quantity and Quantity/Unit. If you select Add Line Shortages, you will be prompted for your password and then the following screen will appear: (NOTE: If line shortages are added and issued to rework WOs, the kit status will update to “REWORK”). True "Phantoms" cannot be added as a line item shortage to a kit.
NOTE: The Line item shortages are considered as in the WIP account all the way through until the Kit is closed within the Kitting module. Upon Closing the kit within the Kitting module the Line Item Shortages are then costed out and credited out of WIP account and debited in the Mfgr Variance account. So the “Inventory WIP Valuation Report” by Work Order by Standard Cost does not deduct those line item shortages as the product is moved into FGI. See Article #1777 for further detail.
 The bottom of the Main information tab is opened up to display an area to enter the part information necessary to describe the shortages. The part information for the shortage is entered. The part must be a part defined in the Inventory Control Item Master. Select Part Source, Part Class, Part Type, Part Number from the respective drop down lists. Type in the Quantity and the Quantity per Unit. Note: Shortages recorded by Ref Designator are case sensitive.
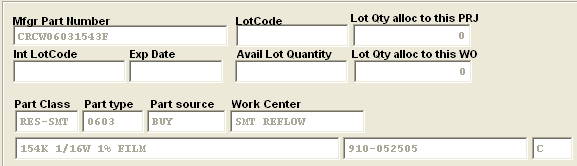
“Ignore Shortage” box: If you want to remove the component from the shortage reports and MRP, check the box at the left of the part number. Note that the box for checking KITTED shortages only works with those items that are kitted based on the BOM for the assembly. Checking the boxes means that the part on the BOM will NOT be considered for MRP purposes, and NOT show up on shortage lists. This is the only way you can get a part on the BOM, off of the shortage list. Line shortages, however, can be edited to make them larger or completed. The user should NOT create a line shortage, then try to check the “ignore shortage” box. A line shortage is either short or not. If it is not short for this particular work order, then check the box to take it off of the shortage list. Add a Miscellaneous Shortage If you select Add a Miscellaneous Shortage you will be prompted for your password, and then the following screen will appear: 
Type in the Part Number, Revision and Description. Select Source, Class, Type, Department, Reason from the respective Drop Down lists. Type in the Quantity and Quantity/Unit. Continue in this fashion until all entries are made. Depress the Save button.
Issue or Edit a Line Item Shortage
Pressing the Edit Button (after finding a work order) displays the following selection choices: If user selects "Edit line Shortages", you will be prompted for your password and then you will have the opportunity to change Quantity, Quantity/Unit or Work Center Selection for an existing line item shortage.
This field is intended for the user to enter in the qty needed for the shortage and the system will make the needed adjustments based off from that qty. For Example: if the user originally added a line item shortage for a qty of 5, and picked a total of 7 to the kit. (Production has no way of knowing how many were pulled to the kit originally, so a week later they come back to the stockroom, and request 4 more). The stockroom will then edit the line item shortage at this time the qty will display a -2.00, stockroom will issue 4 more by entering a qty of 4, the system will make the adjustments based off from that qty, so the Required qty will then become 11. NOTE: You can only reduce the shortage qty if there are no issues against it. If the complete shortage qty has been issued, and user depress the Edit line Shortage button and the qty field is "0" and user enters a qty in the qty field the system will interpret this as an additional qty. To change a qty that has already been issued user would need to un-issue the complete qty and then go back and change the shortage qty. System will not allow user to enter a negative qty.
Depress the Save button when changes are completed. If user selects " Issue Parts" enters their password, they may follow the steps outlined in Article #904.
Add a Line Shortage to a Rework Work Order Overview of a Rework Order When a rework order is created via the RMA Receiver module (Please refer to the Return Material Authorization Management manual), there is no demand created for any parts on the BOM for the product of the work order. But, demand will be created for any line shortages established for the work order. There should be a line shortage created for the assembly being reworked, so the product can be issued to the work order. When the work order has the kit closed, the manufacturing variance is created that is the difference between the standard cost of the parts issued to the work order and the standard cost of the sum of all of the BOM components. If there is no BOM for the product, but if the assembly has a standard cost assigned to it, the following will happen: There will be a favorable variance to the wip (the difference between the standard cost of the product and the standard cost of the sum of the materials on the BOM) Assembly Standard cost – zero BOM cost. The kit close will have an unfavorable variance created for accounting which will be the sum of the standard cost of the components issued to the work order. The kit close will offset the line shortages pulled. To add a line shortage to a rework work order, follow the same procedures as finding the work order, as detailed above. Depress the Add button to add a new line shortage. Type in your password. Then follow the procedures to add and pull a line shortage as detailed above. Upon completion, you will see a message at the top right hand side of the screen that inventory files are being updated. Then the part information in the lower part of the screen will turn blank. Exit the kitting module and then proceed to the shop floor tracking module to complete the rework order. The Delete button is used to remove line shortages before the part has been pulled for that line item. Find the Work Order containing the line shortage, using the find procedures. After selecting the delete button, the user is asked for an authorized password. Then the user selects the item to be deleted. Highlight the line item containing a rho symbol (? ) at the far left of the part number.
|

| 1.4.1.4.4. Update Kit | ||
The Update Kit button will update the work order with any BOM changes. Note: This button MUST be depressed after an ECO approval for any part changes to be reflected if the Work Order due date proceeds the effectivity date of the ECO.
Depress the Update Kit button. Type in your password. You will receive a confirmation message. If the changes to the BOM reflect inventory parts that require dispositioning the following screen will appear:
 Note: If parts are being displayed for dispositioning even though NO changes to quantities were made it may be due to the fact that the work centers were changed and upon completion of the update kit the parts will be issued to the WO (costed to the kit) and accounted for as a Mfgr Variance upon closing.
Highlight the item. The system will default in the issued qty into the Issue WO field (bottom screen). If you wish to issue the parts directly to the cost of the Work Order then you can leave the qty in Issue WO. Depressing the OK button will then issue and cost those parts to the kit. If you wish to return those part back to inventory you will change the Issue WO qty to 0 (bottom screen) and then you will see the Return to Stock qty adjust (top screen). That amount in the Return to Stock will be the amount that will be returned back to stock as available inventory. If there is an Over Issue Quantity found during the update kit, user will receive the following message to remind the user that there was an Over-issue qty found, and to make any needed changes to those quantities to "Return to Stock". (If you wish to return those part back to inventory you will change the Over Issue qty to 0 (bottom screen) and then you will see the Return to Stock qty adjust (top screen)). That amount in the Return to Stock will be the amount that will be returned back to stock as available inventory. If not the over-issued qty will remain as an overissue - and upon completion of the update kit the parts will be issued to the WO (costed to the kit) and accounted for as a Mfgr Variance upon closing.
 If the over-issued quantity or quantity in WO-WIP has been allocated to other work orders/projects, then the user will receive the following message and the kit will not update until the allocatiions have been cleared.
 For any new parts added to the BOM, they will appear as shortages, and user will need to make sure to pull them to the kit. If any of the quantities per within the BOM were increased, you will have to also pull additional amounts, which will now show as shortages to the Work Order. If user changes a Work Center on a BOM and depress the Update kit button, the system will treat this part as a new item, and will appear as shortages and user will need to make sure and pull them to the kit. In the example below, part number 105-0002726 was just added to the BOM and must now be pulled. Additionally, part number 101-0001633 had the quantity per on the BOM increased and now the shortage must be pulled.
|
| 1.4.1.4.5. De-Kit |
|
The act of de-kitting will return all of the previously picked parts to inventory. If a part is allocated to a Work Order or a Project (linked to the work order), once the part is issued to the WO (not over-issue) the allocation will be removed, only the allocation for over-issue parts can be kept. The system will NOT allow you to de-kit with product in finished goods. Note: If the "Remove location with this warehouse from the Inventory when qty on hand gets to "0" box is checked in the Warehouse Setup , and the work order is de-kitted, the warehouse will be reactivated and parts will be returned to that same warehouse. When De-Kitting parts issued from an In-Store warehouse, the parts will NOT be returned to the In-Store warehouse. The parts will be returned to Stock and the In-Store PO will still need to be created. 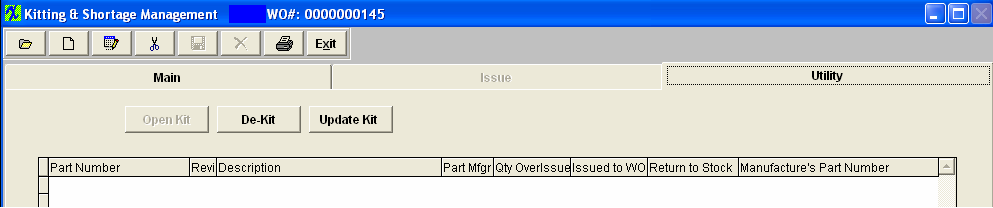 If the over-issued quantity or quantity in WO-WIP has been allocated to other work orders/projects, then the user will receive the following message and the kit will not Dekit until the allocatiions have been cleared.  If the kit is NOT in process yet or has been de-kitted already, the following message will appear on screen and will cancel the de-kit.
 . |
| 1.4.1.4.6. Return Over-Issue | ||
There are two methods of returning an over issue: Method 1: For the situation where the user has created a line shortage, before the Work Order has been completed (reached the Finished Goods Inventory Work Center in Production), the user has the option of returning the unused components which were over-issued to the Work Order back into Inventory. Using the Finding a Kitting & Shortage procedure, find the Work Order with the over-issue (remembering to select ALL). You will note that the shortage column contains a negative amount, as shown in the screen below:
Depress the Save action button. The difference between the original over-issue and the actual overissue will be returned to inventory. The inventory records will update and the appropriate accounting entry removing the part from WIP will also be made. (If the parts in WO-WIP have been allocated to another work order/project user will not be able to return the over-issue qty using this method). Method 2: This method covers the situation where the user has a reel of 750 parts and he/she doesn't want to count out 500 for the Work Order. All of the 750 is issued by clicking on the quantity in the lower right hand screen of the Issue tab and changing the amount to 750. (Please refer to procedures above regarding the Issue tab.) Then the system will over-issue 250 parts to the Work Order. Once the assembly has been completed and reaches the Work Center for Finished Goods Inventory, these un-used over-issued parts can now be issued to the next Work Order, or returned to stock, as follows:
Using the Finding a Kitting & Shortage procedure, find the Work Order with the over-issue (remembering to select ALL).
3. If then you want the un-used overissue returned to stock, depress the OK button. Notice that the over issue has disappeared from the Main tab, as shown in the screen below: (If the user does not want the un-used over-issues returned to Raw Materials Inventory, he/she edits the Quantity Transfer Amount at the bottom right hand side of the screen. The user may transfer 0 quantity or any amount up to the amount of the over-issue).
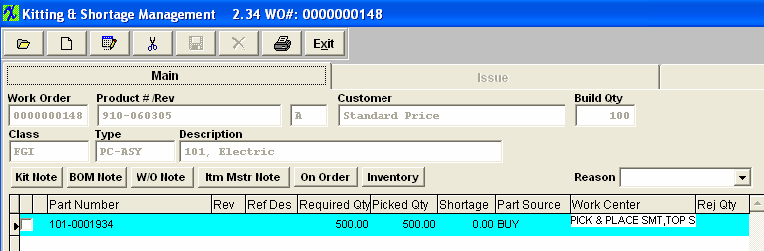 Once the above steps are completed, the "Qty Transfer" parts are returned to their warehouse location, WIP is relieved, the Quantity on Hand in Raw Materials Inventory is increased in the Inventory Item Master and the appropriate accounting entries are generated. Lot Coded Parts - If parts have been issued from different Lot Codes with over-issued qty, those over-issued parts are moved to "WO-WIP" location, and the system saves what lots they come from, when the Kit is closed, the system locates all the WO-WIP locations and lot information, and returns it back to the original lot, if the lot is deleted (due to the lot qty is 0), is will re-create it.
Allocated Parts - If a part in WO-WIP is allocated to other work orders/projects, and user chooses to return back to stock, the program will unallocate from the work orders WO-WIP, return to the original location and then re-allocate to the original locatiion, if user chooses to issue to work order the program will remove the allocation and cost it to the work order.
|
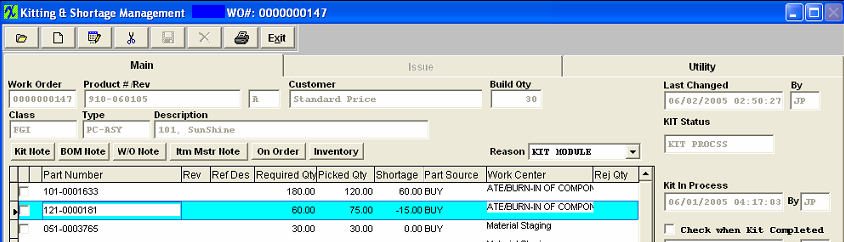
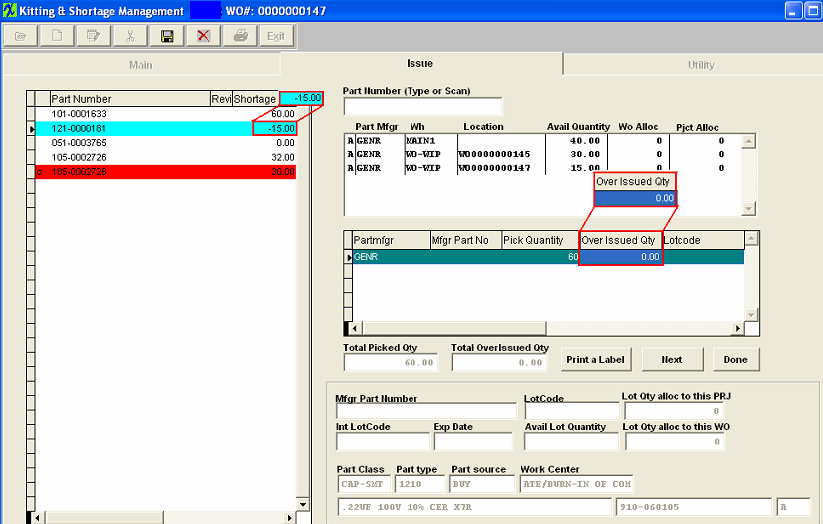
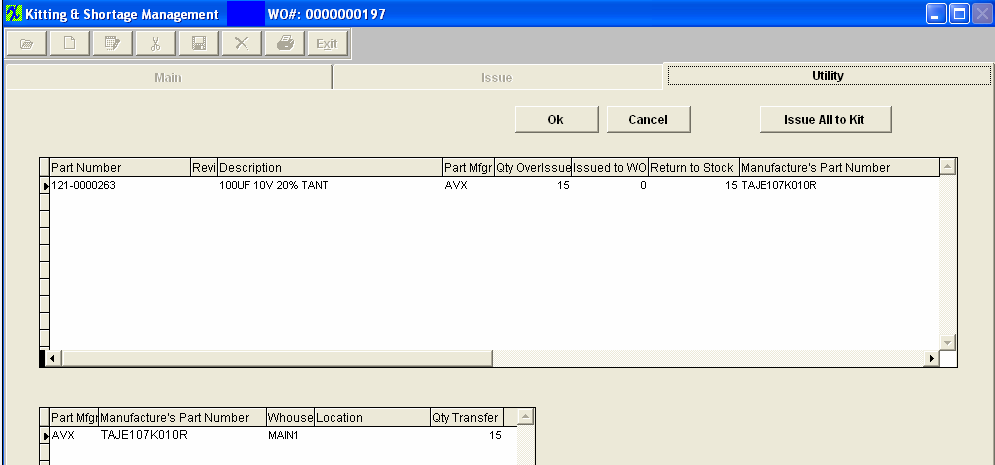
| 1.4.1.4.7. Close Kit |
This section is used to close the kit from further transactions. Once closed, no further parts may be issued to or from the work order.
NOTE: User MUST have full rights to the Kitting & Shortage Management module within Security to be able to close a kit.
NOTE: It is very important to close out all kits. Kits need to be closed manually so the user can choose whether the over-issues are to be returned to stock, or charged to the work order. If kits are not closed users are likely to have a huge manufacturing variance, or very inaccurate inventory records, and MRP will think that the over-issues are available to meet demand, when they might not actually be available. Once the Close Kit button has been depress the following screen will appear, this screen will list all over-issues for disposition, if the parts still have other locations available, the code only lets the user return back to those locations. The system will list all the available locations for the same manufacturere but not "WIP", "WO-WIP" and "MRB" locations for user to return. It will only "un-delete" a location if NO other locations are available. It defaults all items to have the over-issue qty returned to stock to the default warehouse. If the user choose to return all inventory to stock they just have to click the "OK" button. If they choose to assign all the over-issued qty to the Work Order (kit) they can do so by depressing the "Issue All to Kit" button, and the pick qty will increase to include the overissued qty. So, if the users decide to re-open the kit, they have the option to return the material back to inventory if they choose. NOTE: If the user REDUCES the Build Qty on a Work Order that will change the WO status to "CLOSED", upon closing the kit the system will take the original quantity pulled to the kit and automatically cost the different to the kit without giving any option to the user. If the user does NOT wish to have the extra parts automatically costed to the kit upon closing they will need to change the WO status from "CLOSED" to "STANDARD", return to the Kitting module and "UPDATE" the kit, then return to the WO module and edit/save the record without making any changes – the Status will automatically update to Closed. See attached word document <<PS_961_090427.docx>> for an example. 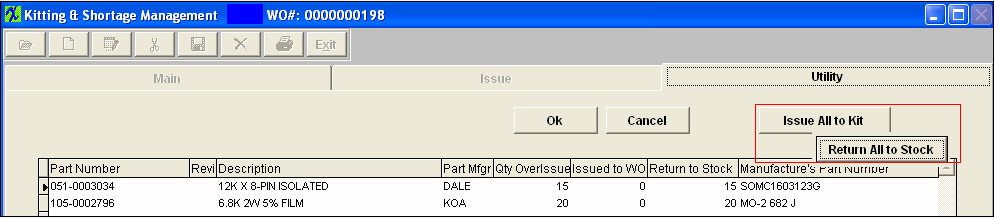 The act of closing the kit sets up the material variance entry for the accounting module if more parts or less parts than called for by the Kit for the Bill of Materials and actually used.
The manufacturing variance is based on what should have been kitted according to the BOM extension for kitting for the work order. Under issues, overissues and alternate parts are considered as variances.
The BOM may contain components which may have a scrap percentage associated with them. When the standard cost is calculated for such a BOM, and if the extended quantity calculated for scrap percentage for a component is fractional, the fraction of a cost is used in the determination of the standard cost. (For example,if a component had a scrap percentage of 3%, and the BOM calls for 50 components per assembly, the cost is determined based on 51.5 components. However, when kitting the assembly, it isn't possible to issue 51.5 components, so it is rounded to 52 components. Then when the assembly is removed from WIP, and the kit is closed, the WIP is credited for the value of the assembly, which includes the price based on 51.5 components. That leaves the cost of 1/2 of the affected component left in WIP. The rounding variance tracks down these differences and also removes the remaining cost of 1/2 component. The Line item shortages are considered as in the WIP account all the way through until the Kit is closed within the Kitting module. Upon Closing the kit within the Kitting module the Line Item Shortages are then costed out and credited out of WIP account and debited in the Mfgr Variance account. So the “Inventory WIP Valuation Report” by Work Order by Standard Cost does not deduct those line item shortages as the product is moved into FGI. For further detail see Article #3053 . 1. If no G/L account number has been established for the rounding variance user will receive the following message and a G/L account number will need to be established for the rounding variance in Inventory Setup before user can continue. 
The Kit Closing Procedure will separate out the manufacturing variance, rounding variance, and the changes to WIP values.
If a part is allocated to a Work Order or a Project (linked to the work order), when the KIT over-issues to WO-WIP location. Once the WO is closed, and user chooses to return stock, the WO allocation will be cleared, but the Project allocations will be retained and carry back to stock as still allocated to that project. If Lot Coded parts have been over-issued to the kit those over-issued parts are moved to "WO-WIP" location and the system will save what lots they were pulled from. When the Kit is closed, the kit finds all the" WO-WIP" locations and lot information, and returns the parts back to the original lot. If the lot is deleted (due to the lot qty is 0), the system will re-create that lot. When closing a kit see Article #1777 for further detail on how Line Item Shortages are handled.
Upon attempting to close a kit, some users may report this type of message that was presented to them. This more than likely indicates that parts that have been used on the kit are currently in an active Cycle Count or Physical Inventory. Make sure that Cycle Count or Physical Inventory have been posted to Inventory and then attempt to close the kit again.
 What are the actions that would cause a work order to appear on the “Kits to Close” report? The action that causes a work order to appear on the Kits to Close report is when the Work order is closed. (In the Shop floor tracking module, the units are transferred to the Finished Goods work center). There is no longer a balance due on the order but the work order has not yet had the kit closed.
There are two aspects of closing a work order activity – 1, closing the work order; and 2, closing the kit. The work order closes when all of the scheduled parts are either in finished goods or scrap. This happens automatically when the last transfer is made in the shop floor tracking module. The kit closing is a manual function. It is separate, because even though the work order may be closed, somebody may not have completed kitting all the parts to the work order, nor moved all of the over-issue out of the work order. These actions are prompted for when the kit is closed. The user may close the kit without addressing the open issues, but if that happens, each will become a variance within accounting. Unfilled shortages will become a positive variance and overissued parts will become a negative variance. It is good practice to have someone in accounting and/or inventory review the Kit to Close report and clear them out. |
| 1.4.1.4.8. Re-Open Kit |
Re-open kit - If the user wishes, he/she may re-open the kit once it has been closed. Note: User MUST have full rights to the Kitting and Shortage Mgmt module within Production Security along with full right the the ALL Release to GL and ALL Posting to GL modules within Acct Security.
 If a closed kit contains parts with multiple Lot Code pick records against it and then later is re-opened the Kit Pick Lot Qty should still match the inventory Lot Qty when re-opened. If a closed kit contains overissued qty's the user can select to return the overissued qty to stock.
When re-opening of a Rework Kit it should only pull forward items from the original kit for Rework, not all the items from the BOM.
|
| 1.4.1.5. Reports - Kitting & Shortage | ||||||||||||||||||||||||||||||||||||||||
|
To obtain the Kit reports, select the Print button from the ManEx action buttons at the top of the screen.
The following screen will appear:
Kit Material Availability W/AVL Detail report
Depress the OK button. The following report will be displayed:
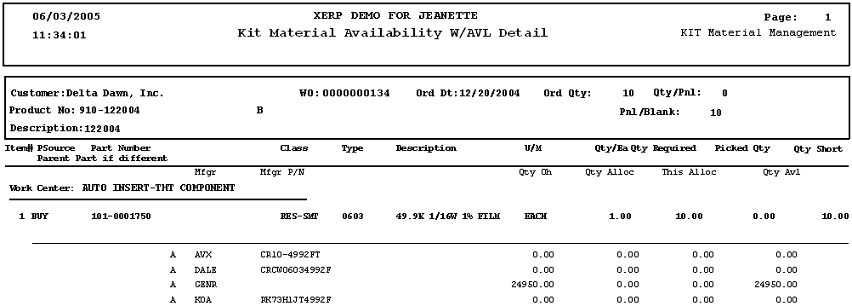 For simulation, select the Product Number from the drop down list. Select the quantity to simulate. Enter OK and the following report will print. 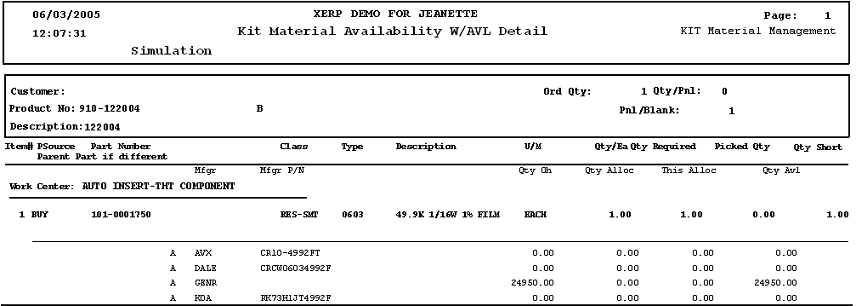 Kit Pick List Work Sheet report
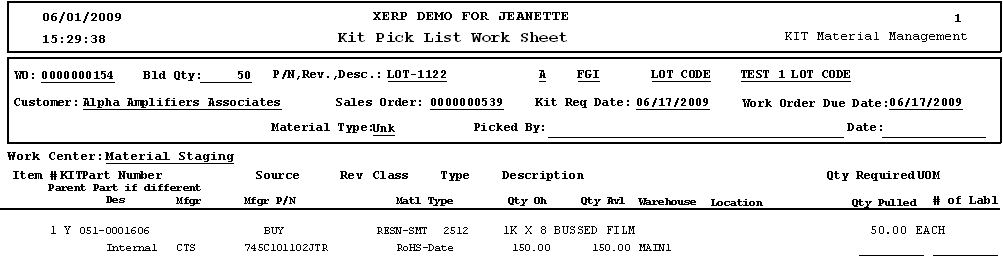 Part Labels or Part Labels with Ref Designators
Highlighting the Part Labels or Part Labels with Ref Designators brings up a selection of printers to be used. Highlight the printer and depress the option tab.
Type in the qty of labels required and depress OK.
The labels printed will appear like this: Box Labels
The following screen will appear: Depress go and the items that require labels for that work order number will appear in the bottom section of the screen Type in the qty of labels required and depress OK.
Kit Traveler by WC report
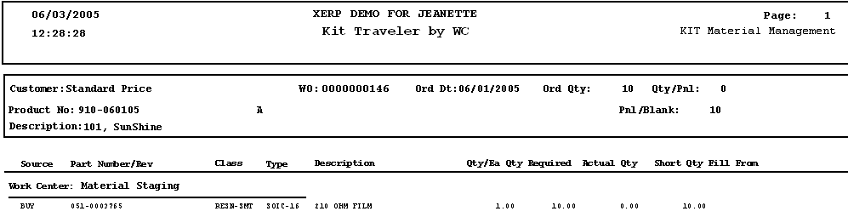 Over Issued Material report
Work Order Kit & Shortage Issued Material History
Customer Consigned Shortage Summary report
The following report will be displayed:
Purchased Part Shortage Summary report - NOTE: The kit has to be in process in order for the parts to show as a shortage on the Report
Highlighting Purchased Part Shortage Summary report brings up a detail screen: The following report will be displayed:
Work Order Shortage report or Work Order Detail Shortage report
NOTE: The kit has to be in process in order for the parts to show as a shortage on the Report
The following report will be displayed:
Buildable report or Buildable Report with Top Three Shortages
The following report will be displayed:
For the Kits to close selection, mark the radial for the desired Sort by: Last Complete Date; Work Order; Product Number; Customer: Depress the OK button. The Kitted BOM Cost calculations is based off the WO Due date and compares that to the EFF/OB dates on the BOM. So users need to be very careful with the WO Due Dates and make sure that they stay current along with the EFF/OB dates on the BOM.
The following report will be displayed:
Purchase Part Shortages by Work Order report
NOTE: The kit has to be in process in order for the parts to show as a shortage on the Report
Select the appropriate radio on the right hand side of the screen: Customer, Product, or Work Order. Select the Customer from the drop down list. Select the Work Order from the drop down list. The following report will be displayed: The "Shortage" will be the total from Kit Shortages, etc; the "OH Balance" will be Available Inventory, and the "Not Available" displays what the Balance or on-hand qty will be once the Purchase Order has been received, and Kit Shortages fulfilled. (Multiple of 200 minus shortage of 100 and OH balance of 25 equals a balance of 125). The report is assuming a head of time that the users will order the minimum/multiple buy qty's setup in the MRP info setup on that part.
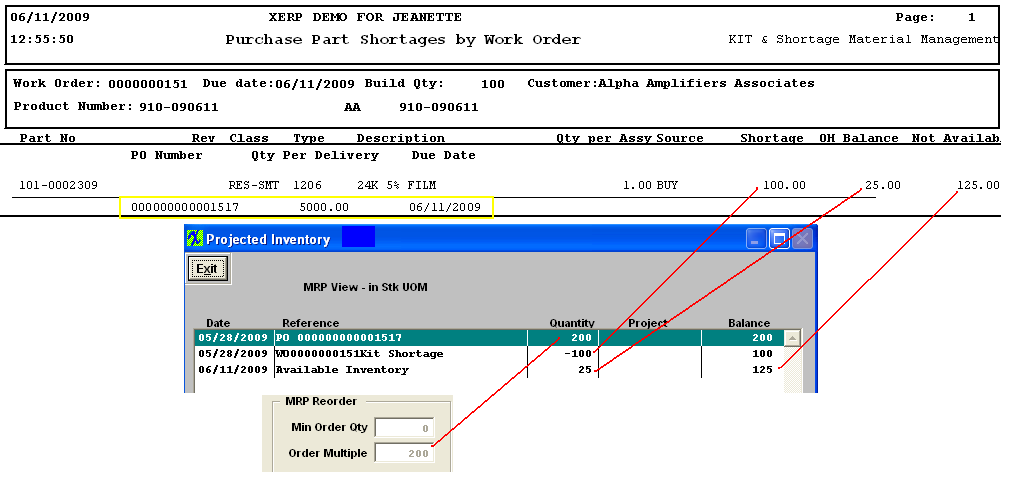 As Built Kit History form
Select the appropriate radio on the right hand side of the screen: Customer, Product, or Work Order. Select the Customer from the drop down list. Select the Work Order from the drop down list. Depress the OK button. The following report will be displayed:
|
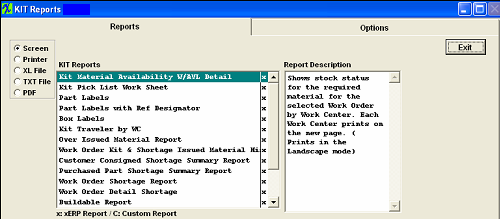
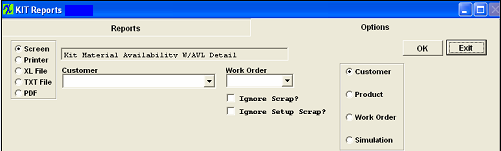


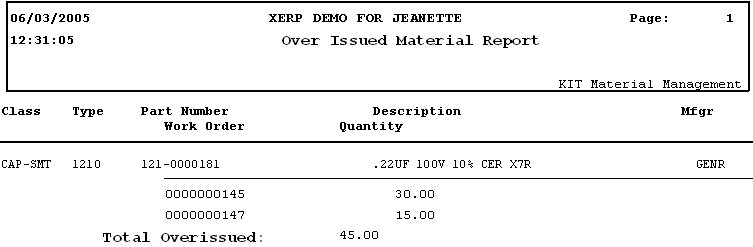
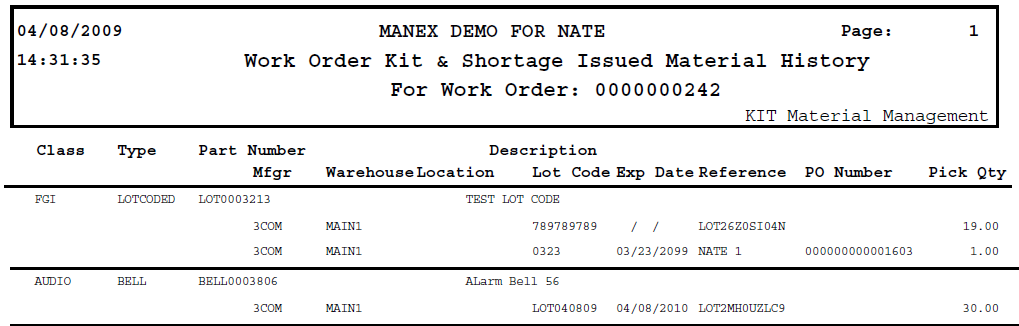
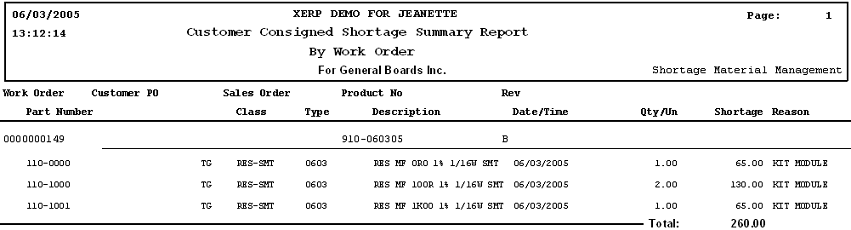
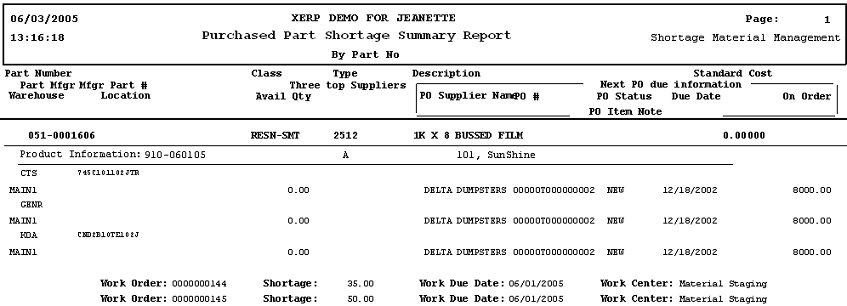
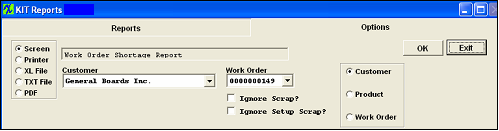
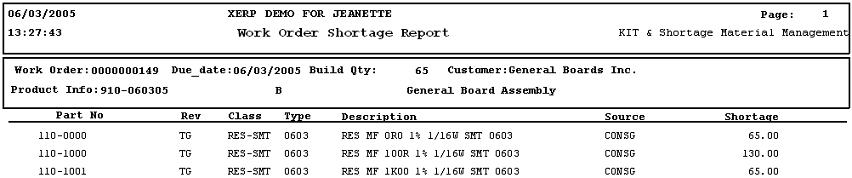
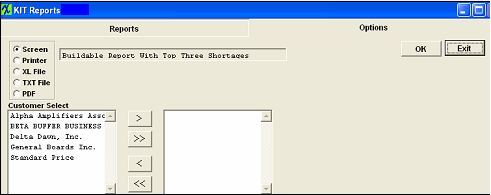
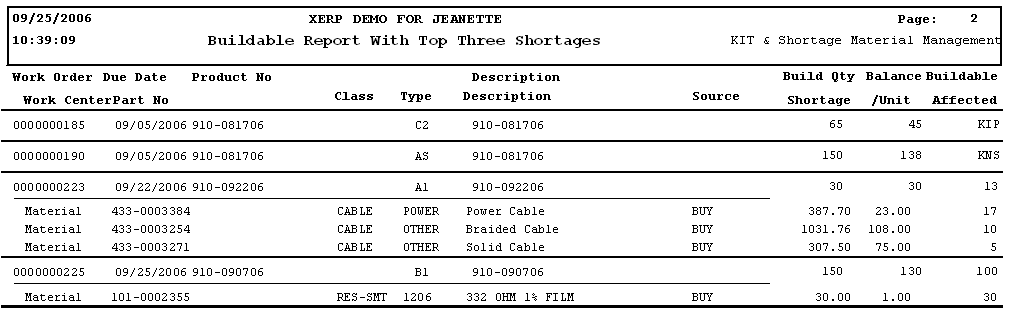
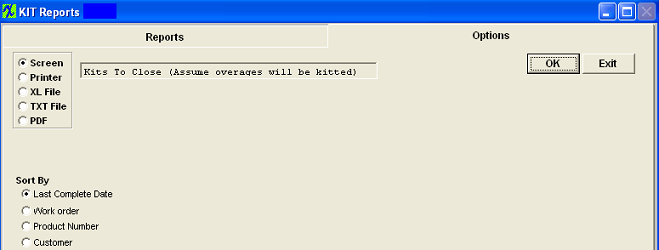
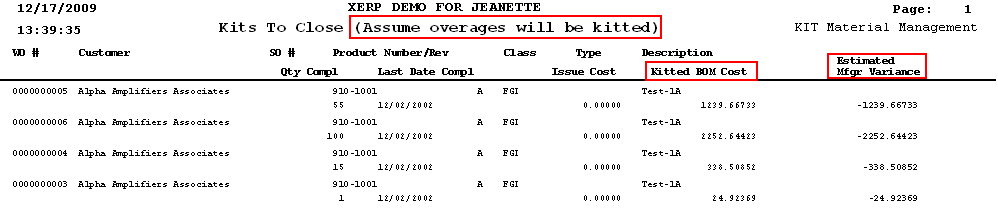
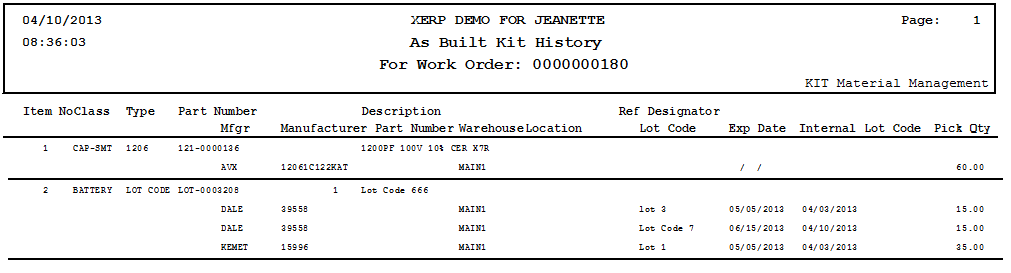
| 1.4.1.6. FAQs - Kitting & Shortage |
| Facts and Questions for the Kitting & Shortage Module |
| 1.4.2. WO Kitting Schedule | ||||||||||||||||||
The WO Kitting Schedule displays the Required Date, the Work Order Number, the Assembly Part Number and Revision, Assembly Description, the Quantity to be kitted, the number of components in each kit, and the number of days late. 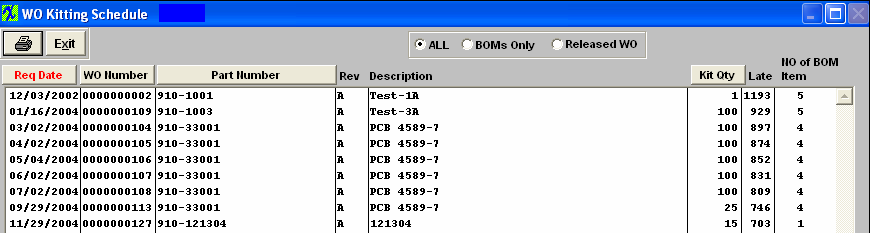 Selectr the appropriate radial to display "ALL" open un-kitted WO's, "BOM's only", or "Released WO" records only. The user may sort by Required Date, Work Order Number, Part Number or Kit Quantity by depressing the appropriate button. WO Kitting Schedule field definitions
The number assigned to the Work Order (job). The number of the revision assigned to the completed assembly. The number of scheduled workdays between the due date and today’s date. |
| 1.4.3. WO Shortage Summary List | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
The following screen will appear: The Work Order Shortage Tab The first screen displayed is the Work Order Shortage Tab. This tab displays open Work Orders which have at least some components pulled and these pulled components are in Work In Process. The user may sort by Work Order Number, Part Number or Due Date by depressing the appropriate button. Work Order Shortage field definitions
Shortage Button field definitions
Work Center Shortage Tab Selecting the Work Center Shortage tab will bring up the following screen:
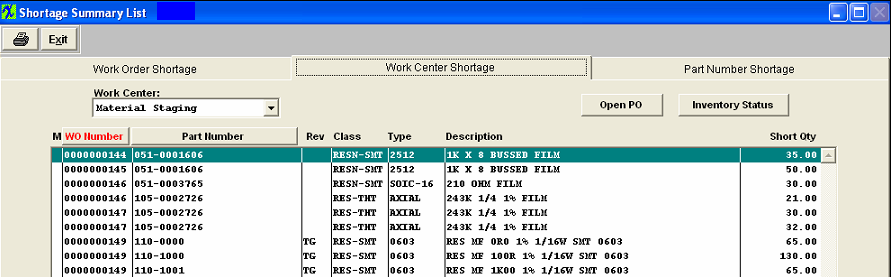 Pressing on the Work Center field down arrow will display the component shortage by Work Center.
Press on the down arrow in the Work Center box. The following list of Work Centers will display: Select the appropriate Work Center. Once that is selected, the user may sort by Work Order Number or Part Number by depressing on the appropriate button. Work Center Shortage field definitions
The following list becomes available. The user may sort by PO Date, Supplier name, PO Number or name of manufacturer by depressing the appropriate button.
Highlight the Part Number of interest. Depress the Inventory Status button
Part Number Shortage Tab Selecting the Part Number Shortage tab will bring up the following screen:
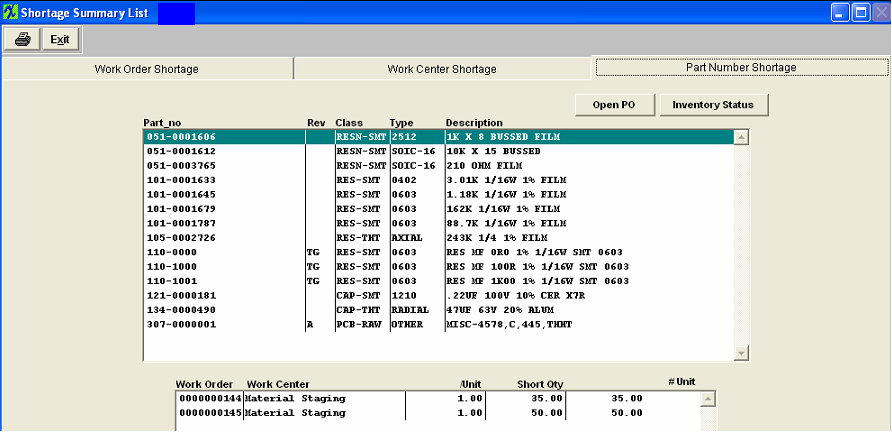 This is a list of component part numbers where shortages exist. Part Number Shortage field definitions Top of Screen
Bottom of Screen (for the part number highlighted)
The following list becomes available. The user may sort by PO Date, Supplier name, PO Number or name of manufacturer by depressing the appropriate button.
Highlight the Part Number of interest. Depress the Inventory Status button
Work Order Shortage Summary List Reports Open the tab for which you want the report. Depress the Reports button. Send the report to the appropriate printer. A printed copy of the screen you’ve selected will be available. |
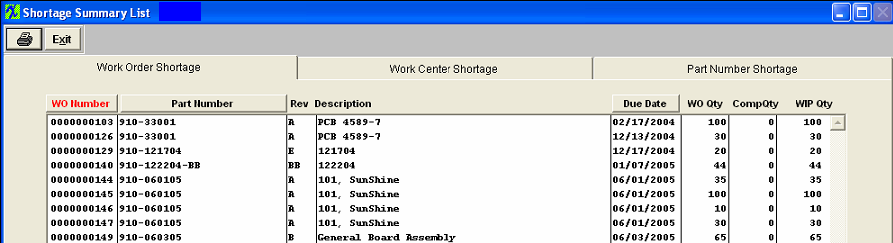
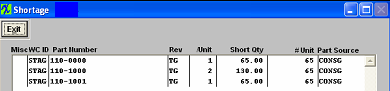

| 1.4.4. Inventory Allocation |
| 1.4.4.1. Prerequisites for Inventory Allocation |
| Prerequisites Required for Entering a New Work Order Allocation:
After activation, "Kitting & Shortage Management" access for each user must be setup in the ManEx System Security module. Users with “Supervisor Rights” will automatically have access. A Work Order must exist and be released. |
| 1.4.4.2. Introduction for Inventory Allocation |
|
Inventory Allocation is used to allocate (reserve) quantities of existing items in stock or future Purchase Order deliveries to a Work Order or Project. This allocation prevents issuing the quantity reserved to any other use except the Work Order or Project specified. The allocation of existing inventory may be removed by un-allocation. Purchase Order Line Item allocations may be removed prior to receipt of the parts by editing the Purchase Order. After receipt of parts allocated by Purchase Order, the allocation may only be removed after the parts are in stock. The Inventory Allocation module is designed to Add or Change an allocation of a particular part for a specific work order or Project. In essence, this feature will “reserve” the quantity specified for a particular Work Order or Project. The user may find an existing allocation or add a new one. Also, the user may delete an existing allocation, thus freeing the quantity up for other Work Orders or Projects. User cannot allocate from WO-WIP locations. If we were to allow you to allocate parts from WO-WIP to a different work order, you would be unable to close the original work order. If you want to allocate parts that are in WO-WIP, you will need to return the parts to the store room, then allocate. |
| 1.4.4.3. Fields & Definitions for Inventory Allocation |
| 1.4.4.3.1. Allocation Tab | ||||||||||||||||||||||||||||||||||||||||||
Inventory Locations - User has the ability to sort by Mfgr, Warehouse, Serial #, or Lot Code. Click on the blue header and the header color will change to Red and sort by that column.
|
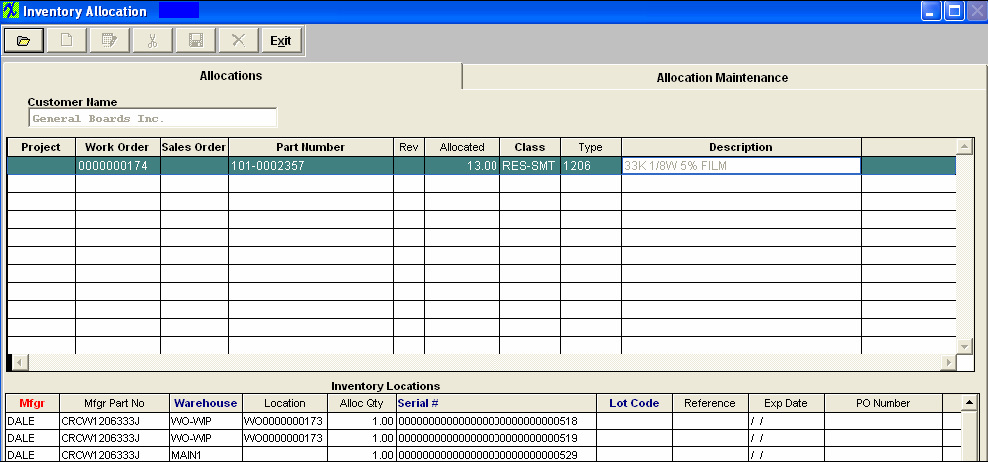
| 1.4.4.3.2. Allocation Maintenance | ||||||||||||||||||||||||||||||||||||||||||||||||||
Fields & Definitions
Header Fields and Defintions
|
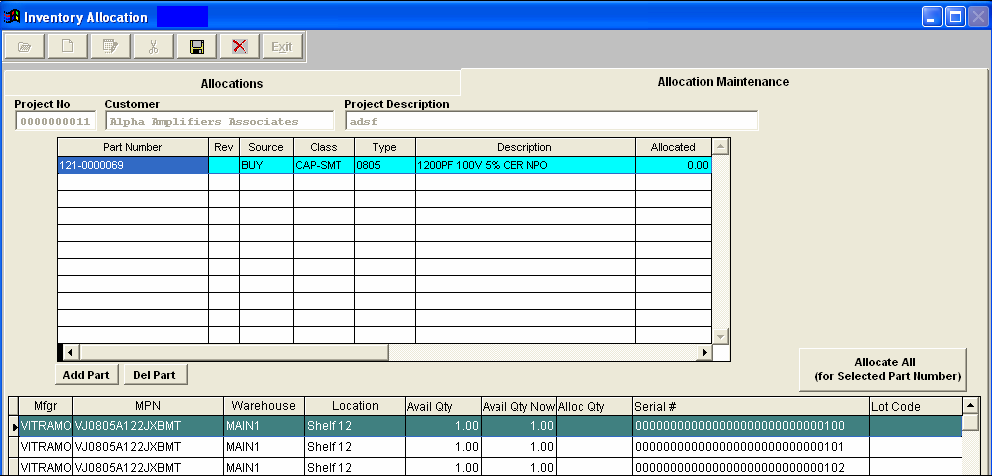
| 1.4.4.4. How To ..... for Inventory Allocation |
| 1.4.4.4.1. Find an Inventory Allocation | ||||
The main screen will appear: Find an Inventory Allocation
Depress the Find button . The following selection will be presented: If you now the specific part number or range of numbers you are interested in, enter it into the Part number Range fields. For the selections entered into the find criteria screen, the allocations will display in the bottom of the screen for the highlight part number.
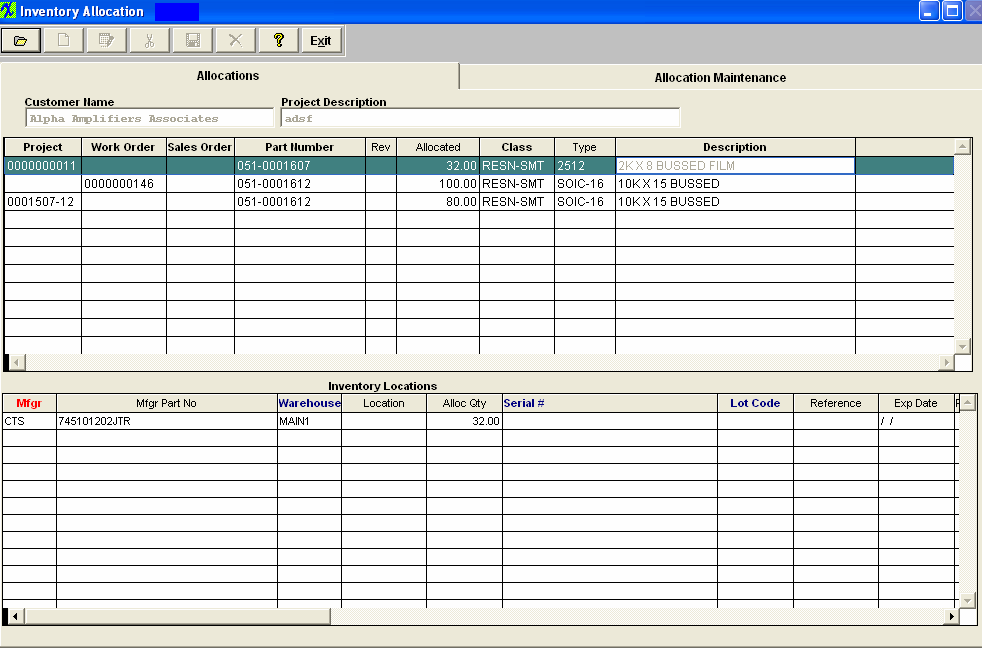
|
| 1.4.4.4.2. Add a New Inventory Allocation | ||||||||
|
The following screen will appear:
Depress the Allocation Maintenance tab
Particulars regarding that Work Order will populate the screen as displayed below:
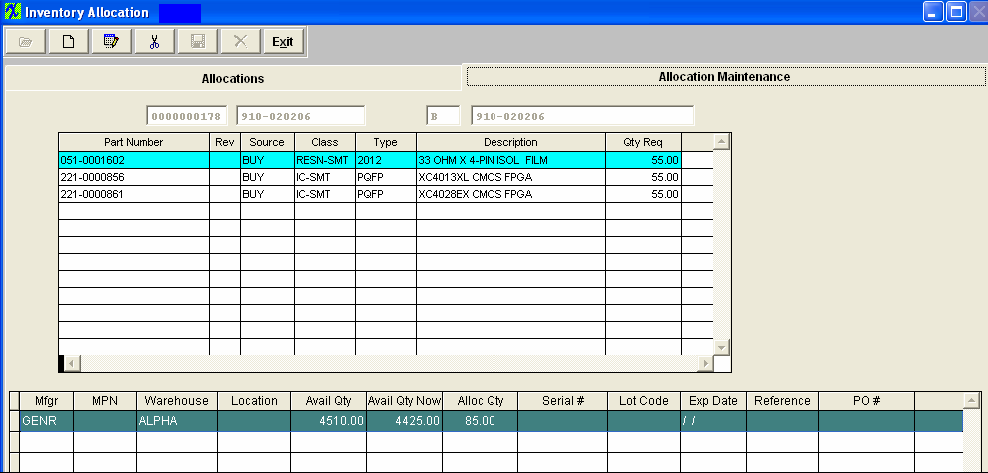 Note that the Avail Qty column has updated to reflect the amount allocated. The Inventory Master has also automatically updated, and will now display the amount allocated (“reserved”). |

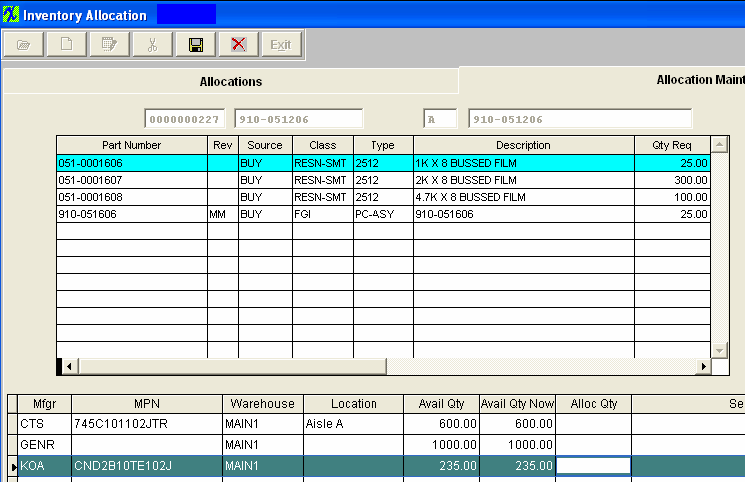
| 1.4.4.4.3. Change the Allocation Quantity | ||||
The following screen will appear, and the user will be allowed to modify the Alloc Qty.
Highlight the desired part number and modify the Alloc Qty. Depress the Save record action button. The program will unallocate all original qty and allocate the new quantity again. This will create two records in the Inventory Transaction report |
| 1.4.4.4.4. Un-Allocate an Allocation | ||||||||||
|
To Un-allocate an allocation, thus freeing up the amount allocated to a Work Order or Project, first go to the Allocation Maintenance screen. Depress the Edit Record button. The following find record options will be displayed
Highlight the desired part number and then Check mark which items you wish to un-allocate. Depress the Save record action button and any marked item should now be unallocated and be considered available inventory.
Highlight the desired part number and then Check mark which items you wish to un-allocate. Depress the Save record action button and any marked item should now be unallocated and be considered available inventory. The Inventory Control Item Master will update automatically. Note: For reports on Allocated Inventory, please refer to the ICM reports |
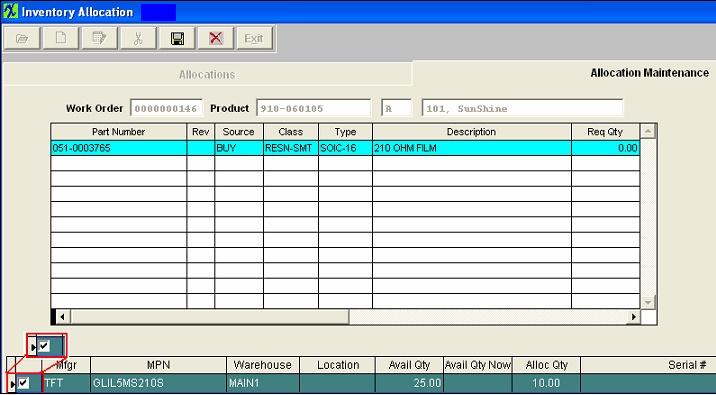
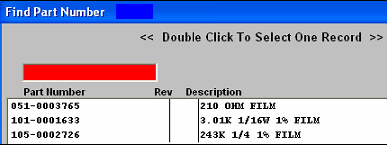
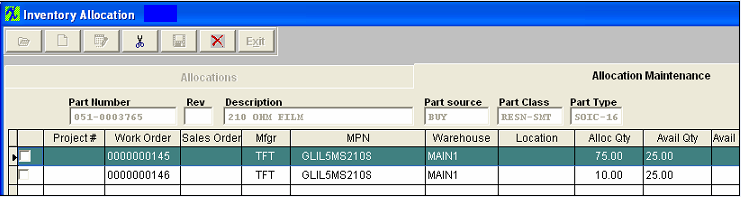
| 1.5. Inventory Control Management (ICM) |
| 1.5.1. Inventory Control Management (ICM) |
| 1.5.1.1. Prerequisties for ICM Mgmt | ||||||||||||
After activation, "Inventory Control" access for each user must be setup in the ManEx System Security module. Users with “Supervisor Rights” will automatically have access.
All items must be assigned a Class code (Finished Goods, Subassembly, Resistor, Capacitor, Raw PCB, etc.) in order for ManEx to number, connect, sort and organize the items. Class codes are User-defined but chosen carefully. Each Class is further grouped into Types (Surface Mount, Thru-Hole, Precision, Programmed, etc.) to standardize description fields and allow use of default values. This speeds up data entry and eliminates redundant data and duplicate records. Several standard Units of Measure (U/M) are already setup in ManEx.Additional purchase or stocking U/M’s must be added in System Setup. Also, if the Purchase and Stocking U/M are different (eg. Wire purchased in FT, issued in IN.), a Conversion Formula must be entered in System Setup Unit of Measure & Conversion. The User must select Automatic or Manually Numbering in System Setup Number System Module. For Auto-numbering, the Beginning Number must be entered. A customer-selected prefix can be entered in System Setup Number System to be added to each Manual or Auto-Numbered part no. A System Setup (Warehouse Setup) to assign names and General Ledger Numbers (for ManEx Accounting) to the hard-coded MAIN1, WIP, WO-WIP and MRB Warehouses is required. Additional FGI and/or In-Store Warehouses can be added if assignment as stocking locations during Item Master data entry is desired. Optional Data Entry Default fields are not required for Item Master entries, but are highly recommended to ensure consistency and save time during data entry.They are shown below. Data Entry Defaults
Item Master Data Entry Defaults are selections that remain the same for most of the items for a particular Class and Type. These Defaults are entered in System Setup Inventory Part Class and will be automatically filled in by ManEx once the Item Class and Type have been selected during data entry of a new Item. Defaults can be over-ridden during data entry. For instance, if the User wished to make the Default entry for Item Package to be REEL for all Items with the Class RES-SMT and the Type 0402, the User should select REEL in the Package field of the System Setup when entering Type “0402" as shown in the example. 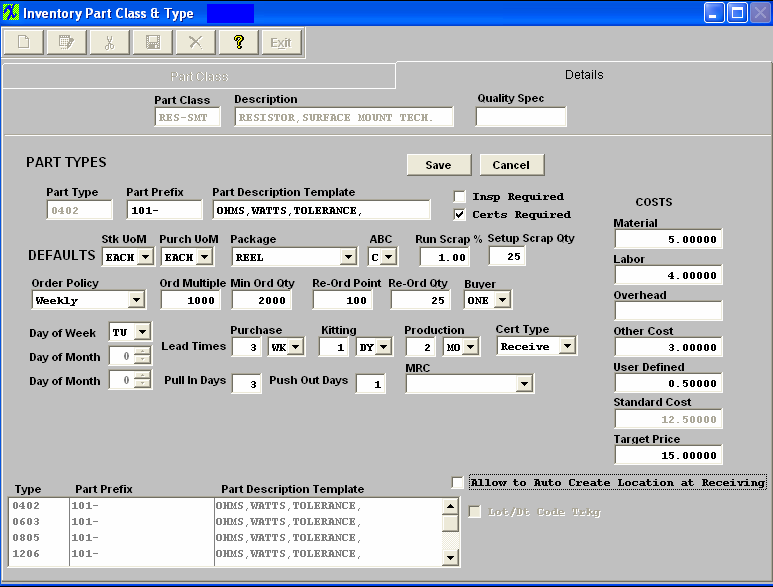 The same procedure would be used to set up Defaults for all of the fields for each Item Master Class and Type as shown. The information entered in each of the Default fields will be automatically entered in the corresponding field during data entry of a new Item after selecting the Class and Type. Defaults should be setup to apply in most cases. If the default in a particular field is not appropriate for a new Item being entered, the User may make another choice on a one-time basis or if the default has changed. Use System Setup Inventory Part Class to change the default. If too many over-rides are necessary for a particular Type, it may be too general. Consider splitting it into two Types, each with its own set of Defaults. Changed defaults only affect future data entry, not items already entered. Each existing item must be reassigned to a new Type before the old Type can be deleted from setup. |
| 1.5.1.2. Introduction for ICM Mgmt |
Information entered and maintained in the Inventory Control Management Module is used in nearly ALL of the ManEx Modules. Product, assembly and part information that is necessary to plan, purchase, receive, inspect, stock, issue, kit and cost all items can be found and should be maintained in this location. In particular this information includes:
|
| 1.5.1.3. Fields & Definitions for ICM Mgmt |
| 1.5.1.3.1. Summary Tab | ||
The Summary Tab (screen) displays the results of an Inventory Find operation and is the starting point for further sorts, searches and selections based on Part Number, Part Class or a word or string of characters in the Description field. To view detailed information on a particular item, highlight the item and click on the appropriate Tab. An example Summary screen for all Internal Inventory is shown below.
Note: To display changes made in other windows or by other Users while this window is open, you must repeat the Inventory Find and refresh the screen data. 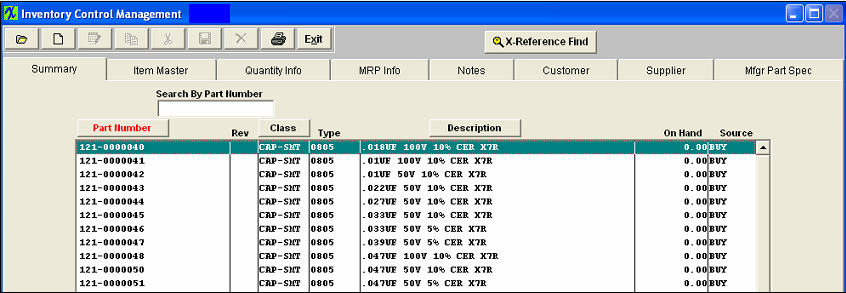 If a particular item does not appear on the Summary Screen, it may have been excluded by an Inventory Find that was too specific. Click on the Find a record and broaden the search criteria to display more records. Clicking OK with “Internal Inventory” and both “All Records” boxes checked will display ALL Internal items. Display all Consigned or In-Store records for a selected Customer or Supplier the same way. Sorting, Searching and Selecting in the Inventory Summary Screen
For further Details on any item in the summary list, highlight the item by a search or mouse click and select the appropriate Tab to display the desired detail information. To display changes made in other windows or by other Users while this window is open, you must repeat the Inventory Find and refresh the screen data.
The following screen will appear:
The user can enter partial string and search is not case sensitive. After system finds parts in response to the search (inactive parts will be highlighted in Purple), the user can make a selection by checking on one of the check boxes located at the left. If system was unable to find the exact match, a message will appear up in the right hand corner (in red) to let the user know that the part did not exist in the item master but the following are similar parts found.
The user can choose to Select Without Exit; Select & Exit; or Exit Without Selection.
|

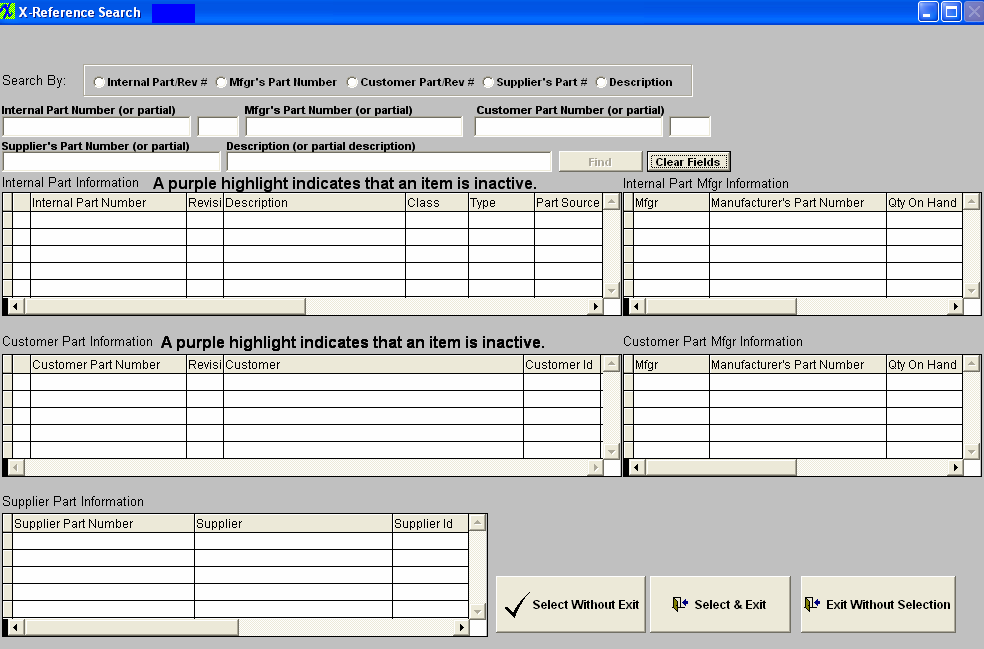
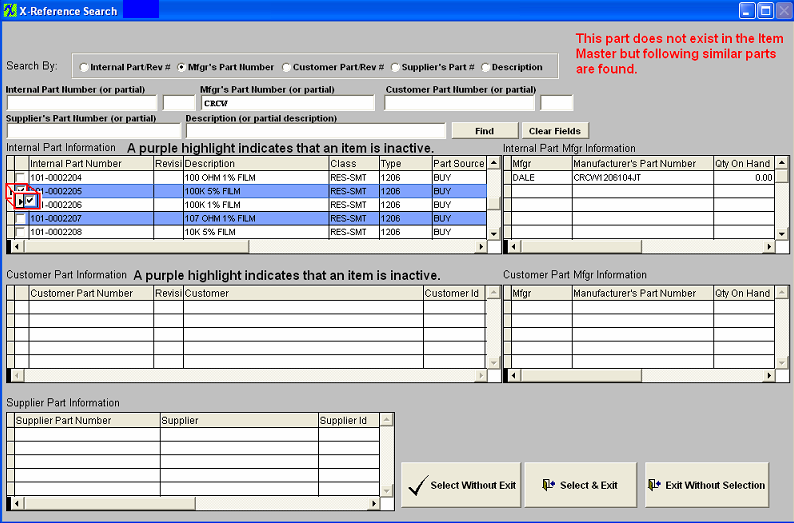
| 1.5.1.3.2. Item Master Tab | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
The following fields may be viewed in the Item Master screen. This screen is the starting point when the Add a New Inventory Record Action button is clicked or an existing record is highlighted within the summary screen. Clicking the Edit action button allows editing of existing Fields that are not grayed out. The ICM module will display "Internal" in the screen Header/Title bar, if internal inventory is open, and display the Customer name in the Screen Header/Title Bar if you have consigned inventory open. This will allow users that have multiple inventory screens open at the same time to seen at first glance which screen contains what type of inventory data.
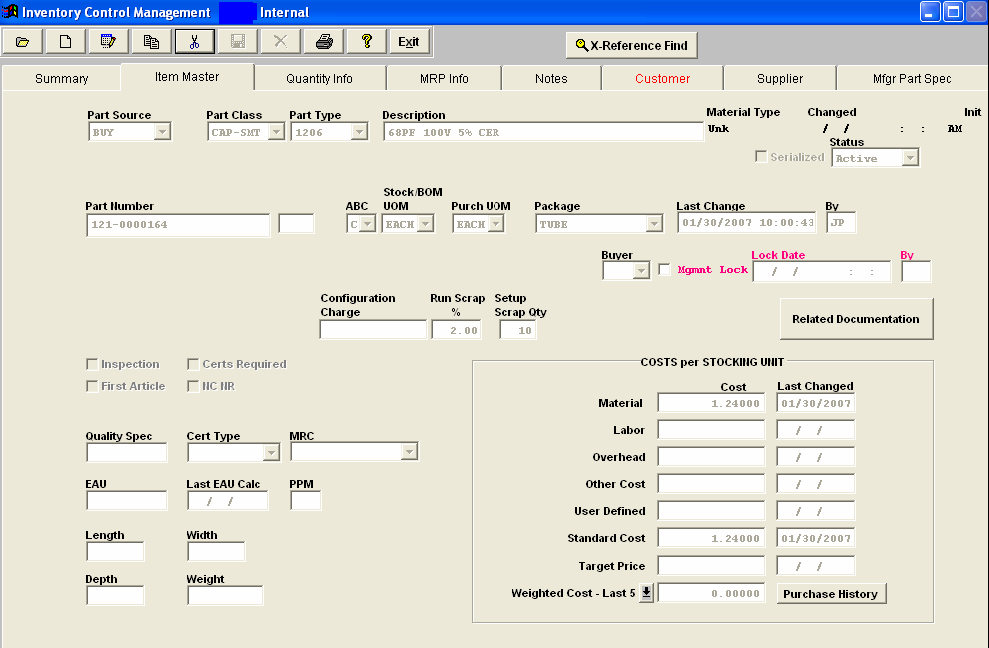
Item Master Tab Field Definitions
|
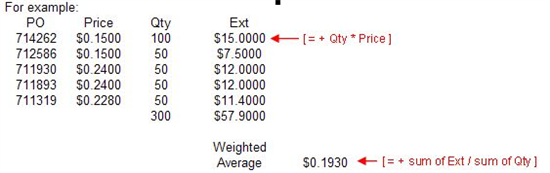
| 1.5.1.3.3. Quantity Info Tab | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
This screen is used to enter, edit and display Warehouse, Location, Manufacturer, and Safety Stock information for an inventory item. Also, after an item has been entered, complete inventory stock, allocation and usage information by Manufacturer is displayed or available at the click of a button. All current inventory information about any selected part can be displayed here.
Header Information fields Part Number, Part Class, Part Type, Description and Material Type are Item fields which repeat at the top of all Tabs to display the selected Item.
Where Part Used field Definitions
 Part Shortage and Allocation Field definitions
The User may sort on Work Order Number, Project No, Work Center, Part Manufacturer or Warehouse by depressing the appropriate button.
 On Order Field definitions
The User may sort on Date, Supplier, PO Number, Manufacturer or Price by depressing on the appropriate button.
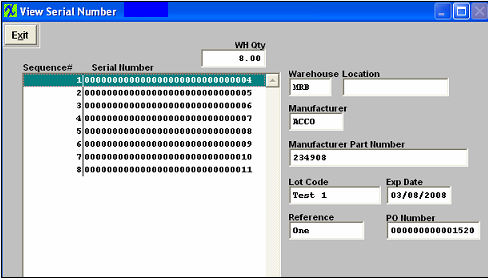 Serial Number Field definitions
Lot Detail Field Definitions
AVL Field Definitions
Displays the Mfg. Part Number for an existing highlighted Mfg. Also, Used to enter Mfg. Part Number during data entry. If no manufacturers Part Number is entered into the Inventory Master during data entry, GENR (Generic) will be automatically entered by the system as the Manufacturer and the Manufacturers Part Number will be left blank. If a Buy item is fabricated by a customer, then the Customers name must be added to the list of Manufacturers and the Customers Part Number entered in the Manufacturers Part Number field. Any Manufacturer entered in Part Manufacturer Setup can be selected in this field. If no specific Manufacturer is required, GENR. (Generic) may be used to show that any Manufacturer is usable. Also displays Manufacturer for an existing inventory record choosen. Enter in a qty that you want kept on hand for this specific AVL. User may have safety stock for more than one AVL for a given part number. (Safety stock is calculated in MRP at the AVL level NOT the part number level). This qty is in addition to the MRP demands. ManEx will ensure that there is always the safety stock qty on hand regardless of the MRP demands. Please see Article #2331 for more detail. (This field is calculated off of the Stock UOM). Select from the pull down, Unk, LF-P/N, LF-Date, LF-Mark, RoHS-P/N, RoHS-Date, RoHS-Mark. See Article 2267 for definitions. These choices have been defaulted in. Customers may establish the logic by which the material type for the parts are established by the material types at the AVL level in Material Type Setup. This field is to add the AVL(s) to a consigned part. Total qty on hand for all mfg.'s combined Total qty available minus the allocated qty Allows data entry to add Manufacturer record. Enter Manufacturer part number and a drop down list will appear to choose the Manufacturer. Click on the save button and the information entered will be displayed in the screen. Deletes the highlighted manufacturer part number record. A ????? screen will appear. Click the NO button to restore the deleted record if this button is clicked in error. Deletion of manufacturer part number records is not allowed if a Warehouse quantity other than zero (0) is shown for that record. Before manufacturer records are deleted, please realize that SOME of the history regarding the manufacturer may also be deleted. Appears after clicking the Add button. Click to abort saving a new record or changes to existing records.
Warehouse Information This section will define all the Warehouse information assigned to the inventory part. The user may add or edit the Warehouse information here also. Warehouse Field Definitions
|
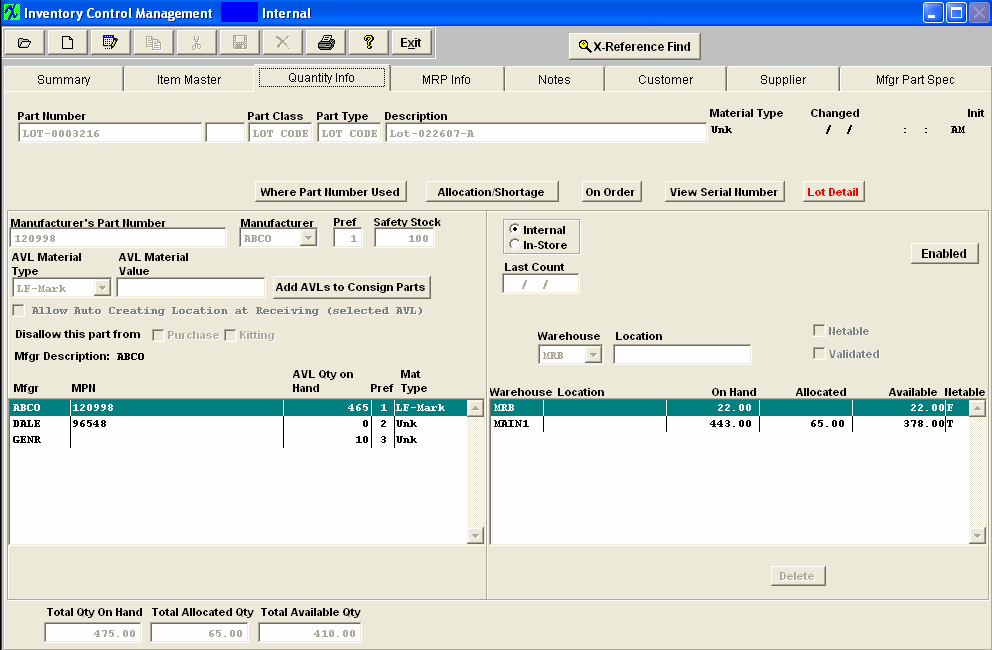

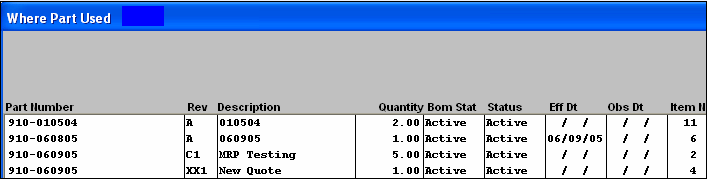







| 1.5.1.3.4. MRP Tab (Material Requirements Planning Info Tab) | ||||||||||||||||||||
This Tab displays the screen in which Material Requirements Planning parameters are entered, edited or viewed. Default choices for each of these fields may be selected in System Setup Inventory Part Class Setup.
Header Information fields Part Number, Part Class, Part Type, Description, and Material type are Item fields which repeat at the top of all Tabs to display the selected Item.
Note: All lead times are calculated with the Production Calendar.
|
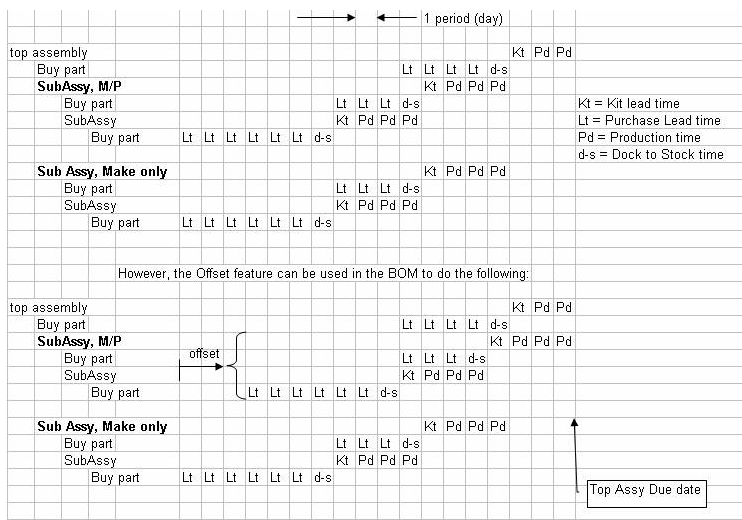
| 1.5.1.3.5. Notes Tab |
Notes are usable for text information relevant to this item that is of interest to Engineering, Purchasing, Stores or Planning. A typical note is shown below. These item notes are viewable from the Material Requirements Planning, Bill of Material and Purchasing screens. 
|
| 1.5.1.3.6. Customer Tab | ||||||||||||||||||||
This screen allows users to connect the customer part number and revision with the internal part number and revision. Entry of a Customer Part Number creates a Consigned Inventory Record that does several very important functions:
Header information fields: Displays the Part Number, Class, Type, Description and Material Type selected in the Summary Tab.
ManEx does not allow user to link same customer with multiple customer part numbers to the same internal part number. Our structure is based tightly on the internal part number. We link to customer part numbers when needed for showing customer part numbers or for MRP AVL limitations. If we allowed more than one customer part number for the same customer, we would not be able to process mrp AVL selection, nor reports that currently show customer part numbers. |
| 1.5.1.3.7. Supplier Tab | ||||||||||||||||
This screen is for referencing the supplier(s) of this part and the Supplier’s Part Number.
Header information fields: Displays the Part Number, Class, Type, Description, and Material Type selected in the Summary Tab.
Note: The system allows you to have multiple suppliers per AVL and one default supplier per AVL. But each AVL can have a different default supplier and different suppliers. |
| 1.5.1.3.8. Mfg. Part Spec Tab |
This screen is used to view or enter a link to a drawing, photograph,image or .pdf file to be used as an on-line reference for engineering, purchasing, quoting or any other item master usage. It can be an assembly drawing, purchased part specification, spec. control drawing, photograph or any other image or .pdf file linkable to Manex. The image or .pdf file is not stored in Manex. The file in which the image or .pdf file is stored is linked to this screen in Manex and can be maintained without access to Manex. Header Information: Displays the Part Number, Rev, Class, Type and Description selected in the Summary screen. Displayed on the 2nd line is the manufacturer information:Mfg. Name, Manufacturer’s Part Number, Marking, Package, Body and Pitch. Load Picture or PDF document (Buttons): Used to link the Image Space below to a file on the local hard drive or any other location on the network connected to the Manex Server. To Load a Picture, while in the add or edit mode, the LOAD PICTURE button becomes active. Pressing this button prompts the User to enter the location of a picture file created for this particular inventory part. Files (pdf.; word; jpeg;, etc.) should be stored in a permanent directory on the server (all users need network security access). The user will define the directory and file for each product in this module, but the information will be available elsewhere throughout the manufacturing module. After defining the location for the document, the document is available for viewing, as displayed  Scroll bars: The bars at the bottom and side of the picture allow viewing of the parts of the image that are outside the window’s display. This allows detail viewing of large drawings. As soon as you enter the module, Acrobat will load.The user may load a PDF file to the Mfgr Part Spec tab. This allows users access to whole textbooks from within MANEX.PDF files can be drawings, images, CAD files (as printed to a plotter), and multiple pages of mixed text and graphics.Users may also print these PDF files from MANEX. PDF and Image files: PDF and Image files used in the MANEX system should be placed in the server, where all users have access to them. These files are used in the Product Data Management, Inventory, Customer and Supplier Contact programs. We suggest that the users create an additional directory, called "Images" under the MANEX System directory on the server. So then under the Main MANEX system directory, there would be the \apps, \dbfs, \images and \reports subdirectory. If the user is going to make extensive use of the image capability, they may wish to further provide subdirectories under the Image. These might be called "inventory", "PDM", "photos" etc. These files could, in turn, have further subdirectories. For example, under \manex\images\inventory there might be one for each class of part. Or one for make parts and one for buy parts. Under the PDM group could breakdowns by customer. Such organization will make it much easier to find files when it is time to update them. MANEX can accommodate file path-names up to 100 characters long. While viewing a PDF document, the user may scan and zoom throughout the document. Items may be copied from it, and the document can be printed from the MANEX program, as long as there is a default printer assigned to the workstation.
|
| 1.5.1.4. How To ..... for ICM Mgmt |
| 1.5.1.4.1. Find an Inventory Control Record | ||||||||
Inventory Find Prerequistes In order to Find items with certain characteristics or parameters using the Inventory Find Screen, the items must have been entered in the Item Master with those characteristics. Listed below are the pre-requisites for doing 3 different kinds of Inventory Finds:
When the user does an Inventory Find, in order to speed up the process the user may eliminate the quantity display.
If the user wants the entire summary screen to display all of the quantities, then select the Display Summary Quantity radio. Inventory Find Search Field Definitions
Tips on Using the Inventory Find Screen
Combination Searches
Inventory Find Example The screen shown below is to illustrate Inventory Find results from selecting Internal Inventory, a Part Class of CAP-SMT, a type of 0805, Total On Hand Quantities of Qty on Hand = 0, and Record Status of Active Records Only
The first tab (Summary Tab) is used to display the results of an Inventory Find. The remaining Tabs will then display detail information for any item selected (highlighted) in the Summary screen. If no items have yet been entered in the system or copying an existing part is not needed, it is not necessary to populate the Summary screen by doing an Inventory Find. If user has the internal inventory screen open as well as the customers inventory screen open, the customer name will be displayed at the top of the page. So when switching between the two screens user will easily be able to determine which screen they are in.
|
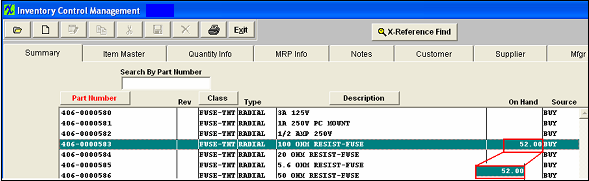
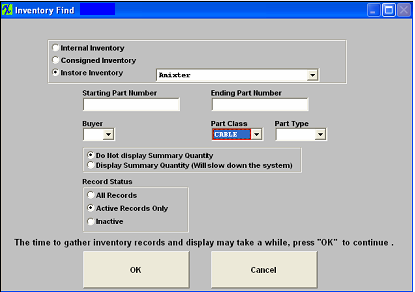

| 1.5.1.4.2. Find an Inventory Control Record Using the X-Reference Find | ||
|
The following screen will appear:
The user can enter partial string and search is not case sensitive. After system finds parts in response to the search (inactive parts will be highlighted in Purple), the user can make a selection by checking on one of the check boxes located at the left. If system was unable to find the exact match, a message will appear up in the right hand corner (in red) to let the user know that the part did not exist in the item master but the following are similar parts found.
The user can choose to Select Without Exit; Select & Exit; or Exit Without Selection.
To Select user must check the box to the left of the Part Number. If user Selects a Part Number (Internal or Customer Part Number) then depresses the Select and Exit button, the part will be displayed in the Summary Tab as shown below. 
|
| 1.5.1.4.3. Add an Inventory Control Record | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Following a logical sequence when adding items into the Inventory Master not only eliminates lost time due to continual back-tracking, but ensures that decisions will be made in a sequence which will support the data entry process. The sequence shown below is for adding products, parts, assemblies, subassemblies or Phantoms to the Item Master after completion of System Setup.
Part Source: This field is hard coded in the system. Select BUY for purchased parts and assemblies, MAKE for an item made in-house (assemblies and sub-assemblies) and PHANTOM for a number used to define a collection of items that does not exist as a separate assembly built on a Work Order (ship kits, upgrade packages, spares kits, etc.).
Description: There are 45 characters available to put descriptive data about the item being entered that is not already in Part Class and Part Type. For instance, in the previous figure the Part Class and Type already show that it is a CAP-SMT. 0603 so this information need not be repeated in the Description. We suggest when entering the description, that you be consistent with your capitalization and punctuation. Some of the screens and reports can be sorted by description so the more consistent you are the easier it will be to use the system in the future.
The AVL Material Type is carried forward for the consign part when the consign part is first added to the system or when new AVL was added to the internal part and the user elects to add this AVL to the existing consign parts. If the user later changes the Material Type on the internal part, the change is NOT carried over to the consigned.
Part Number: The item/Part Number is a unique identifier for every Item Master record entered into the database. Part Numbers can be auto-assigned to all items or all items except Make assemblies or all items including Make Assemblies. Use of a 3-digit prefix for each different Part Type may be setup in System Setup Number System to work with auto or manual numbered parts and assemblies..
This automatically defaults in the date and time of the last change made to this part number in the item master. Once the change has been saved. This automatically defaults in the initials of the user that made the last change to this part in the item master. Once the change has been saved. This is NOT a part of the standard cost total, as discussed below.It is a specific cost used with the ManEx Order Configurator module and represents any additional cost over and above the standard cost total. This amount is added to the exact quantity used on an assembly to provide an overage to cover losses during running due to predictable machine and human losses.
Mgmt Lock: Only Supervisors or users with Lock/Unlock rights within the Security/User rights can modify this checkbox. If locked, all users can access the screen, but only supervisors or those with Lock/Unlock rights will have the capability to bypass the lock and make changes, while the Inventory Part is still in lock mode. The reason we do NOT force the user to unlock the Inventory Part before making any changes, is to protect it from anyone else making changes while the 'authorized" user is making their changes. Lock Date: This automatically defaults in the date and time the lock was implemented to this part number in the item master. By: This automatically defaults in the initials of the user that implemented the lock to this part number in the item master.
Checking the box will cause the item to require inspection to whatever Quality Spec. shows in the Quality Spec box. The Quality Spec appearing in the box is entered in System Setup in the Inventory Part Class & Type Setup.Any Part Type in a particular Part Class can have Inspection Required turned on or off.
This is to inform the users which items are Low Risk, High Risk, etc.This will need to be defined in System Setup Material Risk Code Setup. These fields display the Estimated Annual Usage, if applicable and the last date that the EAU was calculated. This field is a data entry field and is not currently involved in any calculations or used anywhere else within the system at this point. It is planned to be used in the future to calculate the component level of PPM and then update the assembly PPM within the routing module.
Within Security there is the option to allow users to have access (all or partial) to the Inventory Control Management module. Then within those Inventory Security settings there is a provision for optional additional privileges, including the ability to make changes to the Standard Costs. Only a user with these rights will be allowed to change any of the costs listed below. Also, none of the cost listed below will be editable if there is inventory or WIP on hand.
The completed Item Master screen will appear:
Click on the Quantity Info tab and the following screen will appear. This screen is split. You must enter in the manufacturer information and click save. Then the system will allow you to add the warehouse and location information.
Enter Manufacturers Part Number: Type in the manufacturers part number.
Enter Pref: Type in the Preference. (Whether this is a preferred manufacturer and if so the ranking or preference). If no preference code is added, 99 will be assigned automatically. All items will be at the bottom of the preference list unless the user assigns another number to it. See Article 943 for more information. The Pref Code is carried forward for the consign part when the consign part is first added to the system or when new AVL was added to the internal part and the user elects to add this AVL to the existing consign parts. If the user later changes the preference code on the internal part, the change is not carried over to the consigned part.
Enter Safety Stock: Enter in a qty that you want kept on hand for this specific AVL. (User may have safety stock for more than one AVL in a given part number). This qty is in addition to the MRP demands. (Note: Safety stock is calculated at the AVL level not part # level). ManEx will ensure that there is always the safety stock qty on hand regardless of the MRP demands. Please see Article #2331 for more detail.
Depress the save button located at the bottom of the screen. You now have the option of entering an AVL Material Type (as described below) for the existing mfg., enter in another manufacturer part number or creating a warehouse for the existing manufacturer.
When the "Disallow Purchase" is checked ON - ManEx will check if any Safety Stock (SS) is entered, if so the following prompt will be displayed and will un-check the checkbox upon depressing the OK button.
 When the "Disallow Purchase" is checked OFF - ManEx will check and if "Disallow Kit" is ON the following prompt will be displayed and will revert the change to leave "Disallow Purchase" ON and leave "Disallow Kit" ON.  When the "Disallow Kit" is checked ON - ManEx will check if any SS is entered, if so the following prompt will be displayed and will un-check the checkbox upon dpressing the OK button. If SS is zero, no message will be displayed and ManEx will auto check "Disallow Purchase" When the "Disallow Kit" is checked OFF - ManEx will check and if "Disallow Purchase" is still checked ON the following message will be displayed giving the user the option to uncheck the "Disallow Purchase" but is not required.  To create a warehouse, depress the Add button (located under the right hand section of the screen)
Remove the check mark from Netable only if the item entered is NOT to be considered as Supply when running Material Requirements Planning. If the MRB whse is being added the Netable field is disabled and unchecked. This is for reference only and does not affect any other modules in Manex. This is simply for the users to check that the part being added has been verified as appropriate. Depress the Save button at the bottom of the screen. The completed Quantity Info screen looks like this:
Material Requirements Planning Information: Depress the MRP tab and the following screen will appear. Enter the Material Requirements Planning information for the item.
This is the smallest number of the item that can be ordered from the vendor in one PO. For instance, Surface Mount components on a reel usually have a minimum order of 1000 items or more. This field defines the even multiples of the Unit of Measure in which an item must be purchased. For example, 16AWG Wire might be only available in even hundreds of feet on a spool in which case the Material Requirements Planning module would plan a PO for the next higher even hundred above the requirement.
When PO due date is more than this number of days too late for an Material Requirements Planning module requirement, a PO Due Date change Action Notice will be generated. Note: These parameters may be thought of as filters for MRP Order Actions when the requirement dates for the parts changes. See attached Document <<pullin-pushout discussion.docx>>. This is the number of the item to order at time of order. To use a Min/Max system rather than Material Requirements Planning for reordering this item, enter the quantity at or below which the item should be replenished. Print the Inventory Material Reorder List report to show items which have dropped below re-order point minimums. The completed MRP screen would appear as follows:
Depress the Notes tab. Add Notes by clicking the Edit Action Button and typing in manually. Use Utility/ Copy or Ctrl+C and Utility/ Paste Ctrl+V to copy and paste from the existing Item Notes to new Item Notes. Depress the Customer tab. Depress the Edit button and the following screen will appear:
The completed Supplier screen would appear as follows:
Depress the Mfgr Part Spec tab. Add the Marking and Package, Body and Pitch, if desired. Add Manufacturer Part Spec drawings, images or .pdf file by clicking on Load Document and linking to the desired image or pdf file. The completed screen will appear: Once all information for new record has been entered, depress the Save button to save the record, or the Abandon record button to abandon record. |




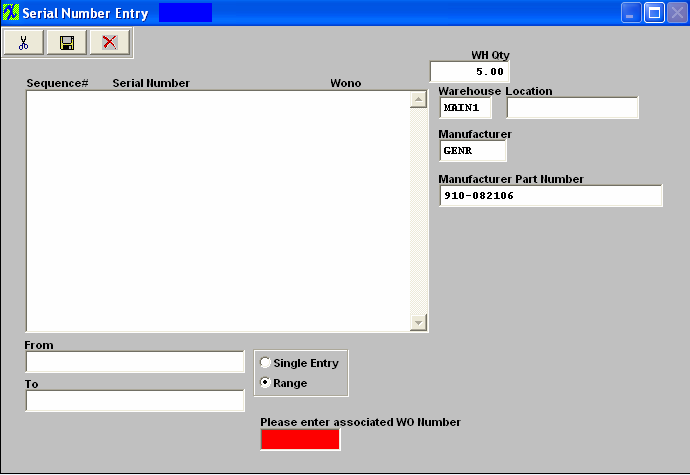
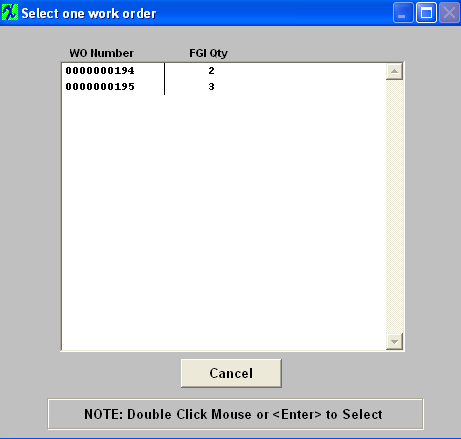
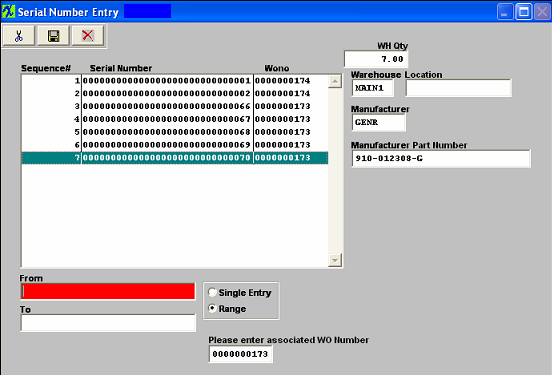




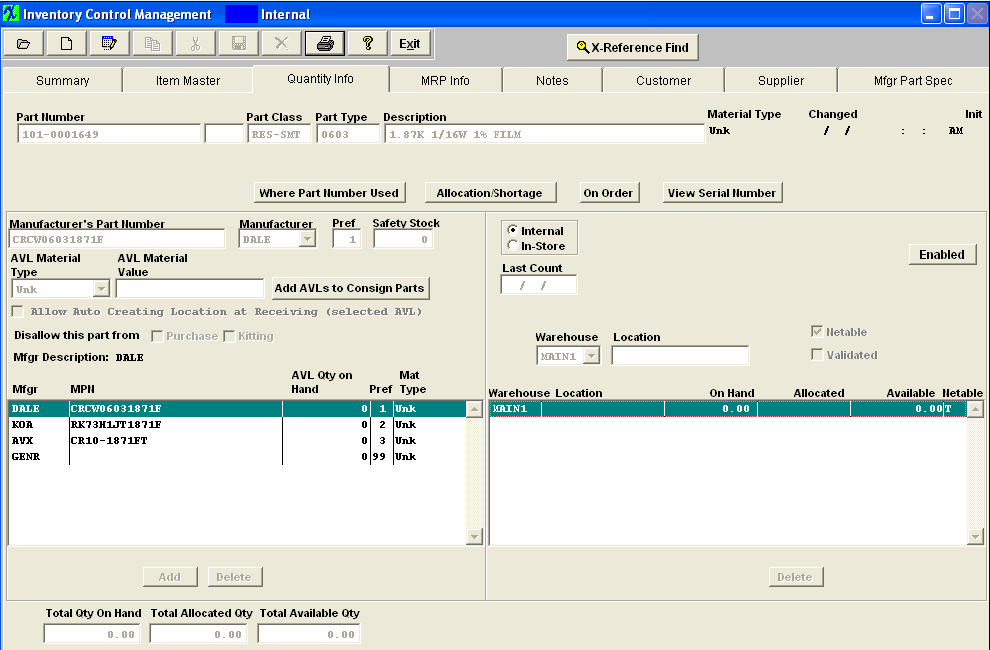
| 1.5.1.4.4. Copy or Edit an Inventory Record | ||||||||||||||||||||||||||||
Copy a Part Number To copy an existing part, Find the part you want to copy, using Find an Inventory Control Record. Highlight that part number and then depress the Item Master tab. Depress the Copy icon at the top of the screen. The following message will appear.
Selecting Copy & Increment Revision, will cause the system to assign the same part number and the revision number will automatically increment by 1. In the Item Master all the fields which may be edited are highlighted, as illustrated below: Edit an Inventory Item Find an Inventory Control Record Note: How to remove or inactive an Inventory record see Article #924 Status defintion.
Depress the appropriate tab which needs to be modified. Depress the Edit button. Enter your Password. The items displayed in Black may be edited: ITEM MASTER TAB
Changing a non-serialized part to a serialized part BUY - If a user changes a non-serialized BUY part to a Serialize part the system will check. *If the part has allocated qty, (user has to un-allocate parts before the system will allow user to check the "Serialize" box). *If the part has any OPEN kit (kit in process), (user has to de-kit or close kit before system will allow user to check the "Serialize" box). *If the part has un-reconciled PO (user has to reconcile all receipts before system will allow user to check the "Serialize" box). MAKE - If a user changes a non-serialized MAKE part to a Serialize part and the part has quantity in FGI the following message will appear:
NOTE: User is NOT allowed to change a Make/BUY part from a non-serialized part to a serialized part if there is qty on hand.
Depress the Yes button and the following screen will appear, which is the Serial number entry screen: The WH Qty is displayed in upper right hand corner. This is the number of serial numbers that need to be assigned.
If user does not know the available work orders which have FGI quantity, they can double click the work order number field (displayed in Red), and a list with work order numbers and FGI qty for that part number will pop up and the user can select one for entering serial numbers.
When user returns to the SN Entry screen they can leave the SN option at "Range". The system will default in the full Qty on Hand amount for the Serial Numbers, but if the user manually edits the ending serial number before entering the system appears to work okay, then when the user adds the remaining serial number for the last work order the system will default the correct amount of remaining serial number to be assigned.
Changing a Lot Coded Part to a Non-Lot Coded Part or Vis-Versa - ManEx does NOT recommend users changing parts from Lot Coded to Non Lot Coded or vis-versa unless it is absolutely necessary.
If a user is changing a Non Lot Coded part to a Lot Coded part they will receive the following message informing the user that "Dummy" lot codes will be setup for existing oh hand quantities and asking the user if they would like to continue.
 If a user is changing a Lot Coded part to a Non Lot Coded part they will receive the following message informing them that any existing Lot Code information for this part will be deleted from the system if these changes are saved and asking the user if they would like to continue.
 If a user is changing a Lot Coded part to a Non Lot Coded part or vis-versa and the part is also serialized and if there is qty on hand, user will receive the following message and will be unable to save the change.
 QUANTITY INFO TAB
MRP INFO TAB
CUSTOMER TAB
SUPPLIER TAB
MFGR PART SPEC
Depress the Save Action button at the completion of each edit. |
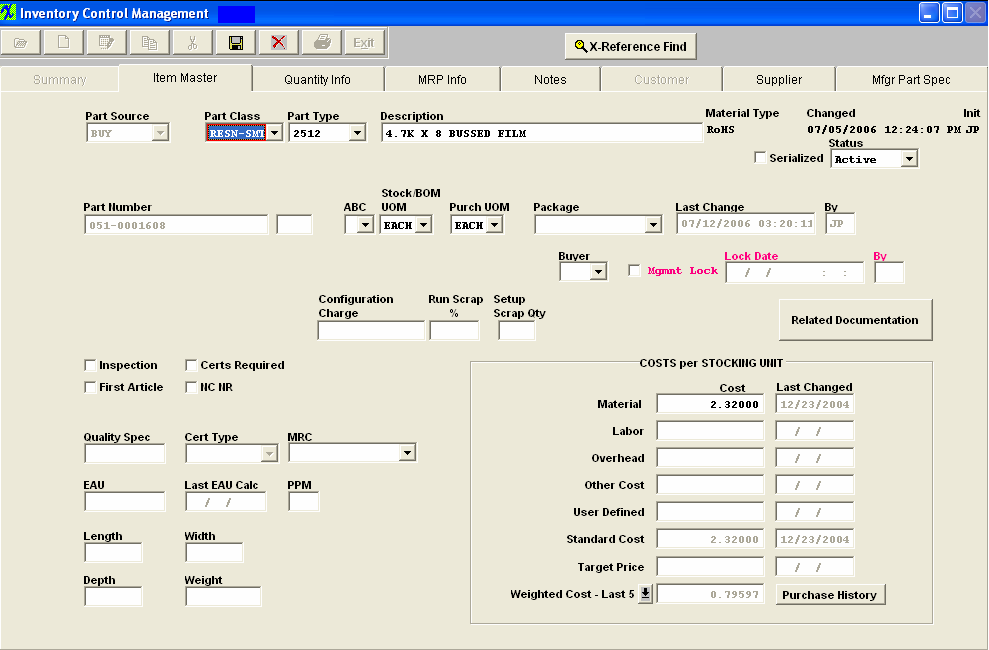


| 1.5.1.4.5. Delete an Inventory Control Record | ||||||||||||||||
Find an Inventory Record
 Depress the Delete button and the following message will appear for a BUY part:
 Depress the Delete button and the following message will appear for a MAKE part: NOTE: Any ECO's created against this part will NOT be available for selection.
 The System will allow the users to delete an Inventory Part from the system if:
there is no Quantity on Hand it is not used on a BOM
there is no shortages or allocations
there is no open Purchase Orders and if the receipt has been reconciled and posted to the General Ledger
Note: When deleting an MPN - keep in mind that the MPN will be deleted from the screen but NOT from the tables. The MPN's that have been deleted are retained in the tables for history tracking purposes.
If you do not want to loose the History, the other option you have is to change the Status of the Part from Active to Inactive rather than deleting the ICM part. To see further detail on change the status of a part see Article #931 .
|

| 1.5.1.4.6. Attach a Related Document |
Find an existing Inventory item Record, or Add a new Inventory item record. Depress the The following screen will appear:
Depress the Add record icon, enter in a Document Number, REV, Doc Description, Doc Date, Doc Note; To load a document double click in the PDF File field and the following screen will appear:
Depress the Load Document button and the following screen will appear: The PDF screen will allow you to load almost any type of document; (Word, Excel, pdf, Images, etc .... ) It will NOT let you load a document with symbols in the file name. Example "Int ' l". (Symbol in Red). If you are receiving a system error when attempting to load a document check the file name to make sure there are no symbols within that file name.
Locate the document and double click on it and the document will populate screen.
Depress the Save record icon to save or depress the Abandon changes icon to abandon changes. The following screen will appear:
Depress the Save record icon to save or depress the Abandon changes icon to abandon changes. Once documents are saved the "Related Documentation" button will display in Red. This Document will be available to view in the PO Module and PO Receiving Module also.
|


| 1.5.1.5. Reports - ICM Mgmt |
| 1.5.1.5.1. Inventory Control Reports | ||||||||||||||||||||||||||||||||||||||||
Inventory Material Re-order List Report - The Material Re-order Report lists all inventory on hand that has less quantities available than the minimum stocking level prescribed for that part.
The Following is printed: This report displays all inventory on hand that has less quantities available than the minimum stocking level prescribed for that part.
 Inventory On Hand Report - This report lists material on hand in inventory locations, including WIP. There are several ways to select the information so that the report is specific to chosen areas. The report shows the amount of inventory in each location, including identification of the manufacturer and allocated inventory.
To select class, highlight the Class and depress the > button. If you want all classes, depress the >> button. To select warehouse, highlight the warehouse and depress the > button. To select all warehouses, depress the >> button. If you want to suppress records with a zero, check the box. Depress the OK button. The following is printed: This report displays the amount of inventory on hand in each location, including WIP, and identification of the manufacturer, Lot Code information, and allocated inventory. There are several ways to select the information so that the report is specific to chosen areas. 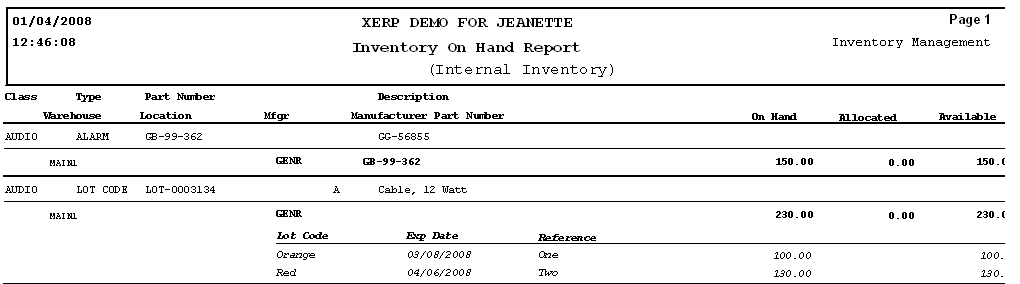 Transaction Detail Log Report - This Report lists all inventory movement transactions for the selected criteria for the report.
The following is printed: This report displays all inventory movement transactions for the selected criteria for the report. Issued qty's are displayed as negative, and Received qty's are displayed as postive.
 Note: The reference field as entered in the Inventory Handling module will display on the Transaction Detail report. Part Transaction Log With Balance Report - Lists all transactions for a specific part from date selected.
The following is printed: This report displays all transactions for a specific part from date selected. Issued qty's are displayed as negative, and Received qty's are displayed as postive.
To read this report you need to start from the bottom and work your way up.
We use the current qty OH, then get all the receiving, issue, transfer... records, and go backwards to create the transaction with balance report. For example, I have a new part like this: Starts with a 0.00 balance: 01/05/09 receiving 230
01/08/09 issue 15 01/15/09 receiving 75
The Qty OH now is 290, the report gets all the receiving, issue, transfer records and sorts the data by date from latest to oldest to get the beginning balance. Qty OH: 290
+75 balance: 215 (by -75 from the 290)
-15 balance 230 (by adding 15)
+230 beginning balance: 0 (by -230 to get the balance)
Inventory Valuation Report - This Report lists all inventory by part class and summerizes the inventory value of the parts selected.
The following is printed: This report displays all inventory by part class and summerizes the inventory value of the parts selected.
 Inventory and WIP Valuation Report
The following is printed:
See Article #1777 "How WIP Qty and WIP Value is Calculated".
See Article #913 "How Manex tracks and values the dollars in WIP". See Article #3068 "Why the Accounting Values do not always match the Inventory reports". Inventory WIP Valuation Report by Work Order
The following is printed: Every new WO will start on the new page.
 Inventory List With No Assigned BOM Report - All material on hand with no parent assembly associated with it.
The following is Printed: Note: The first letter of the Status is displayed to the left of the "Part Number" column (A for Active and I for In-active).
 Unused Inventory List Report - All inventory for which no transactions have occured since a selected date.
The following is printed: This report displays all inventory for which no transactions have occured since the selected date based on the MFGR/MPN level. Part Cross Reference Report
The following is printed: This will display the relation between Mfgr part number and Internal part number.
Part List by Manufacturer and Manufacturer Part Number Report - Lists by manufacturers, all part numbers by manufacturers part number, user type, class, description and part number, along with quantity in stores.
Highlight the manufacturer of preference and depress the > button. If you want all manufacturers depress the >> button. Depress the OK button. The following is printed: This report displays all part numbers by manufacturers part number, user type, class, description and part number, along with quantity in stores.
Physical Inventory Work Sheets Report - Work sheets to be used to take physical inventory.
Select Inventory Type: Internal, In-Store, Internal & In-Store, or consign by depressing the appropriate radio button . Depress the OK button. The following is printed: This is the Worksheets to be used to take physical inventory.
 List of Duplicate Descriptions - This report displays all part numbers with duplicate descriptions
 In Store Items Without Contract Report - This report displays all part numbers from Invt mfgr Instore without contract  In Store Issued Items Without Contract Report - This report displays a list of items issued from in-stores without contract  Customer Reference Report - This report lists by customers, all customers part number along with quantity in stores  Part Class and Type List - This report is a listing of Part Classes & Types  Print Inventory Labels
The Print Inventory labels report requires that the Barcode Font be installed.
The following is printed. Allocated Report for Closed and Cancelled WO - This report displays a listing of Part Classes & Types
Allocated Report by Part Number Report - This report displays a listing of Allocated Part Numbers

Allocated Report by Work Order Report - This report displays a listing of Allocated Part Numbers by Work Order
 Material Type Change Report - Listing of the parts that have their material type changed since given date.
Enter the From Date, (the To Date is todays). To clear date check the clear box. Depress the OK button. The following is printed: - Listing of the parts that have their material type changed since given date.
 Material Type Change Log Detail Report - Listing of the parts that have their old and current material types changed since given date.
The following is printed: This report displays the history of the Inventory Material Type Changes.
Inventory and AVL Material Type Validation - This report goes through the inventory part numbers to check and lists if the Inventory and AVL material types are not in sycn. It does not update the inventory material types. Depress the OK button. User will receive the following popup to warn them that the report could take a while to run. So at this point you have the option of continuing or aborting the procedure.
Depress Yes and the following report will appear: This report compares inventory material type with AVL calculated material type and lists those part numbers which have different material types in inventory and AVL levels.
|
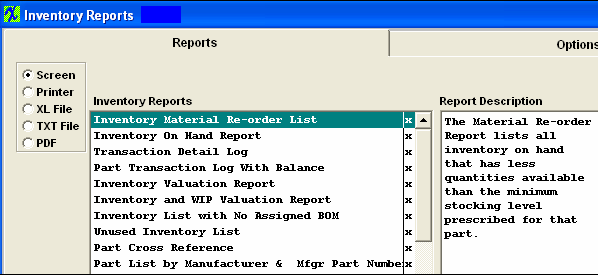
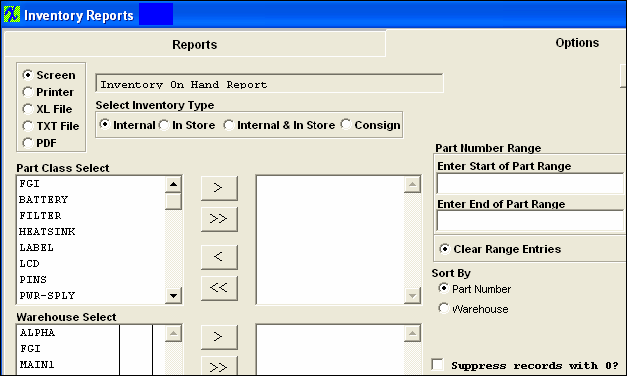
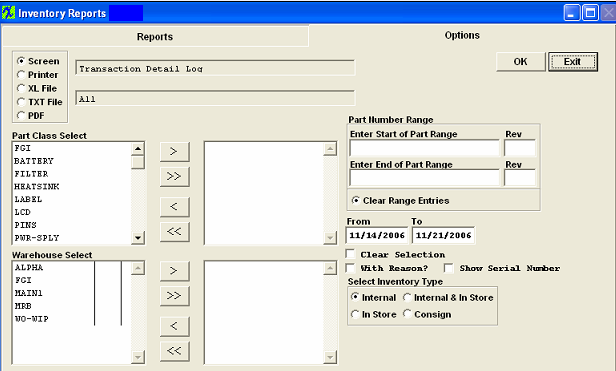
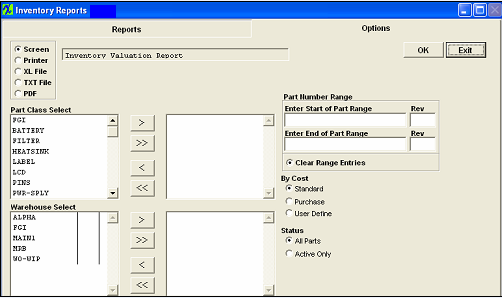

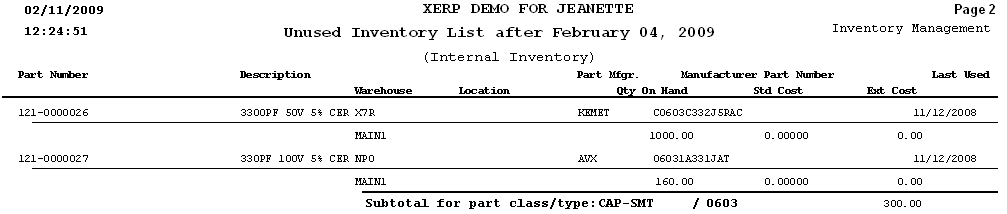
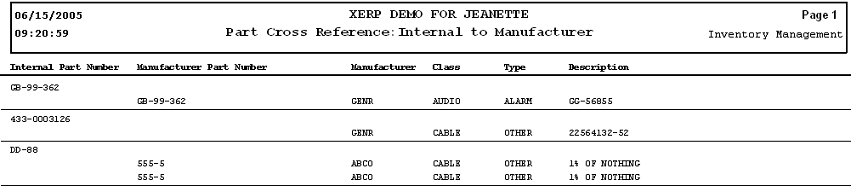

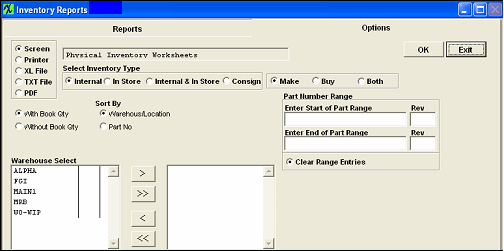
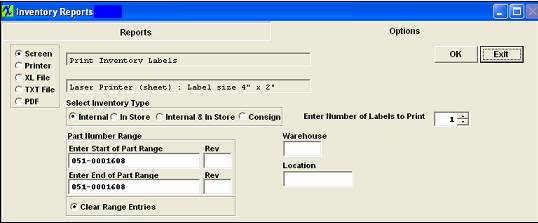



| 1.5.1.6. FAQs - ICM Mgmt |
| Facts and Questions for the Inventory Control Module |
| 1.5.1.7. ManEx Minutes (ICM) |
| 1.5.2. Inventory Handling |
| 1.5.2.1. Prerequisites for Inventory Handling | ||||||||
After activation, "Inventory Handling" access for each user must be setup in the ManEx System Security module. Users with “Supervisor Rights” will automatically have access.
|
| 1.5.2.2. Introduction for Inventory Handling |
The Inventory Handling module is for receiving without a purchase order, issuing without a packing list, transferring inventory items from one warehouse location to another and to transfer discrepant materials into the MRB (Material Review Board) Warehouse. Receiving is particularly useful in setting up the initial inventory when first launching ManEx. Issuing is useful to expense Inventory Items. This module can also be used to adjust the Inventory Master to the actual count after taking a physical inventory, if the user does NOT have the ManEx Physical Inventory module. If the user has in-store items, which they want to return to Vendor without any impact on accounting or PO (like obsolete parts), within the Issue page users will see a check box "Return In-store 2 Vendor". This field will only be visible if the In-Store warehouse is selected, and if check-marked no purchase order will be created and there will also be no impact on the GL values. Buy Part Serialization Feature: The users will be able to properly assign Serial numbers to Buy parts through the Receiving screen. Within the other remaining Inventory Handling screens (Issue, Transfer, & MRB) Serial number selection boxes will appear. When receiving a part with no Warehouse or location setup within the Inventory Control AVL, and that specific part/warehouse has been marked as "Allow Auto Creation", users will be able to set warehouse and location directly from the Inventory Handling Receipt.
These transactions are recorded and tracked in the "Transaction Detail Log Report" and "Part Transaction Log with Balance Report" located in the Inventory Control Mgmt module.
|
| 1.5.2.3. Fields & Definitions for Inventory Handling |
| 1.5.2.3.1. Receiving Tab | ||||||||||||||||||||||||||||||||||
Receiving tab field definitions
Depressing this button will reveal any notes about the part that have been entered in the item master. The Unit of Measure for the part. The description (and its related General Ledger account) pertaining to the receipt. The number the Manufacturer has assigned to the part. The location within the warehouse where the part received will be placed. The classification to which the part number belongs. The description of the part number. The reason for the receipt. The reference for the receipt. |
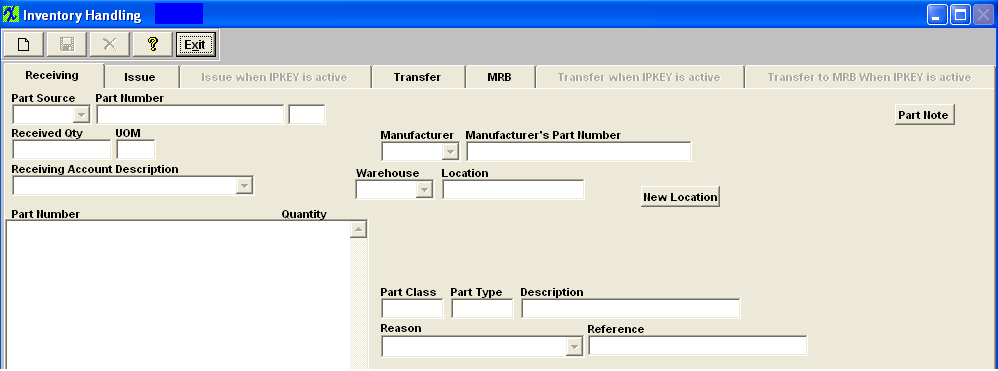

| 1.5.2.3.2. Issue Tab | ||||||||||||||||||||||||||||||||||||||
|
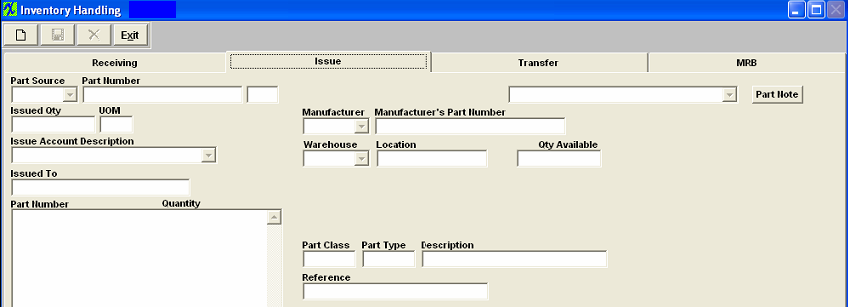 Issue tab field definitions
|

| 1.5.2.3.3. Transfer Tab | ||||||||||||||||||||||||||||||||||||||
Transfer tab field definitions
|
| 1.5.2.3.4. MRB Tab | ||||||||||||||||||||||||||||||||||||||
MRB (Material Review Board) tab field definitions
The source of the part, Buy, Make, Consigned or Phantom. The internally assigned number of the part. The revision number assigned to the part. The classification to which the part number belongs. The type within the classification to which the part number belongs. The description of the part number. The name of the manufacturer of the part. The number the Manufacturer has assigned to the part. The name of the Warehouse. The location within the warehouse where the part transferred will be pulled from. The name of the Warehouse. The location within the warehouse where the part transferred will be placed. The quantity transferred. See Article #1240 for more detail on why the system will not allow user to enter in a fraction of a number, and an alternative. The Unit of Measure for the part. The reference pertaining to the Transfer.
|
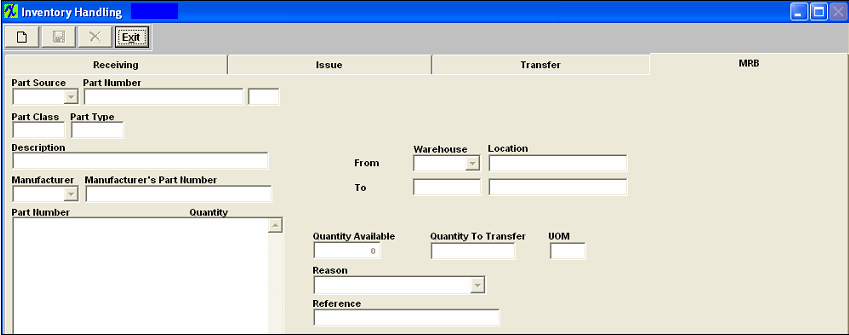
| 1.5.2.4. How To ..... for Inventory Handling |
| 1.5.2.4.1. Receiving Tab | ||||
The main screen will appear
Inventory Handling is used for receipt of non-purchase order receipts. To add inventory, depress the Receiving tab.
The completed screen will look like this for a Buy, Make or Phantom part. 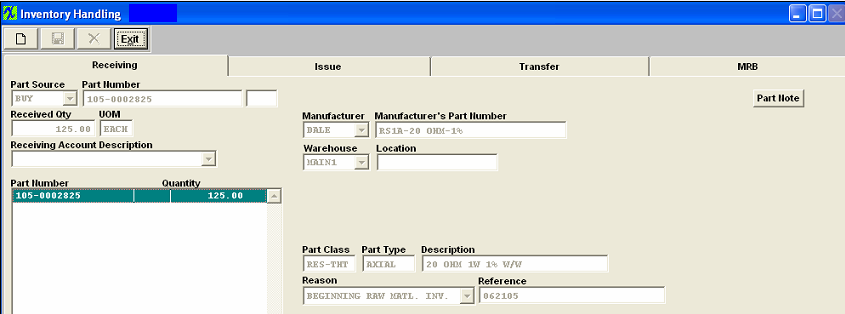 The completed screen will look like this for a Consigned part.
The completed screen will look like this for a Serialized part. Note: Users are allowed to receive in once issued out SN(s) back into stock, if the SN is for the same part number, and was issued out through inventory handling, then the system will re-link it to its old history. If the SN has been shipped out of the system via a packing list, the following message will be displayed
 and the user will be required to receive it back in through the RMA Process.
The completed screen will look like this for a Lot Coded part. 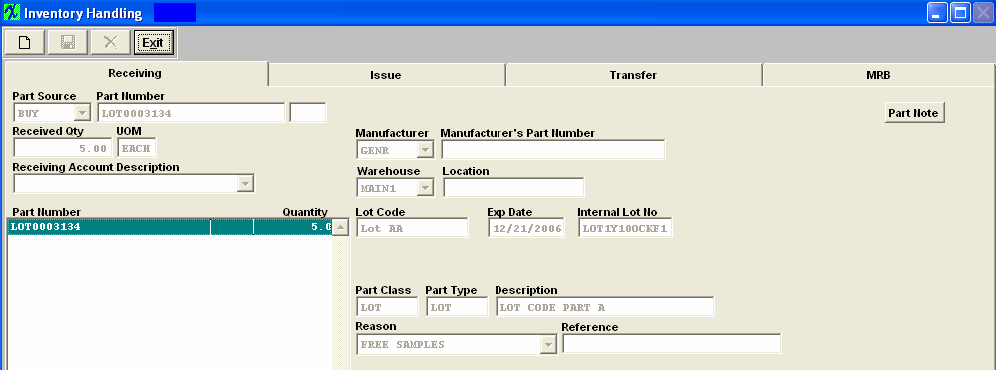 If the "Allow Auto Creating Location at Receiving" box has been selected for a specific AVL in the ICM module the "New Location" button will appear on the Receiving screen as shown below.
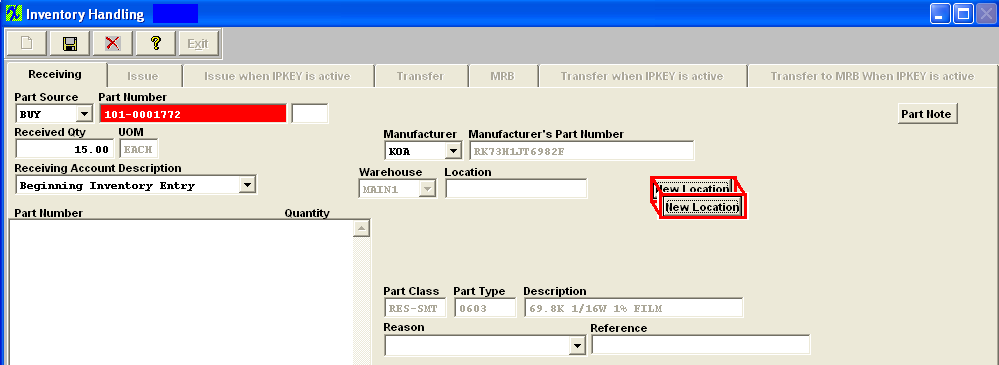 Depress the New Location button and the following screen will appear, giving the user the option to create a new Warehouse/Location for this part:
 Depress "Yes" and the following screen will appear, listing the Warehouse(s) that have the "Allow to Auto Create Location at Receiving" box selected in the Warehouse Setup module.
 If user selects InStore a Supplier selection will appear in the screen:
 When all the information has been entered the New Warehouse/Location will appear in the Quantity Info screen with the ICM module.
|
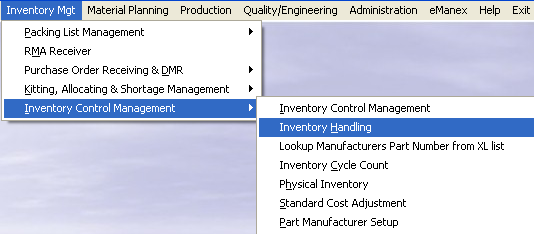
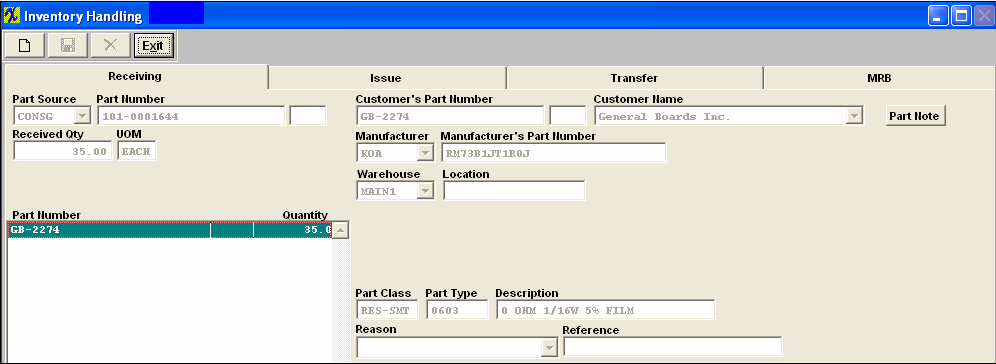
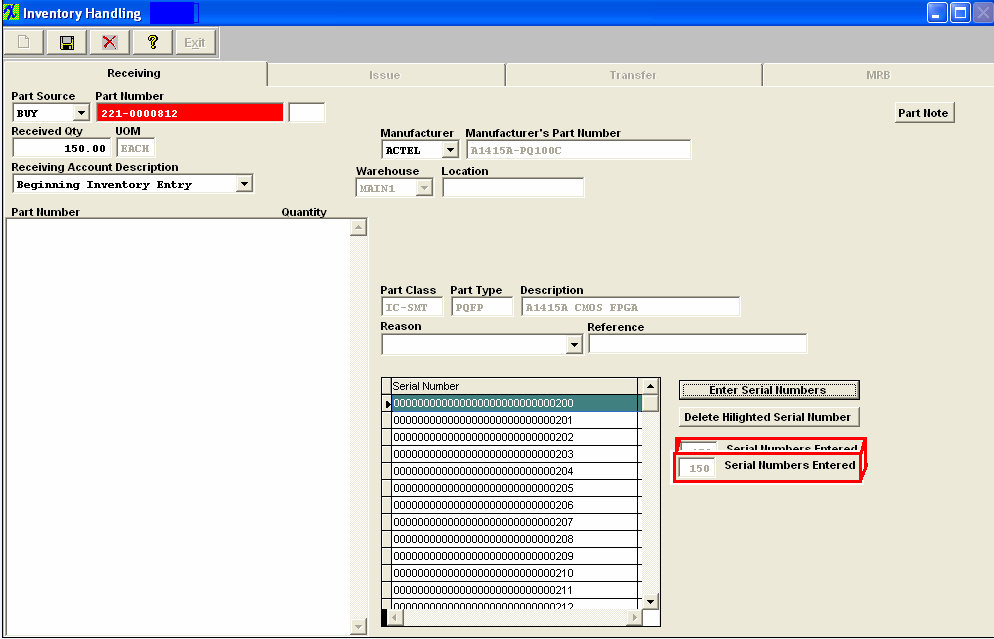
| 1.5.2.4.2. Issue Tab | ||
Issuing or Expensing Inventory Items with no Work Order The following types of items would be covered in the Issue screen: 1. Issuing to Cost of Goods Sold (Usually Non-taxable) Such as: Tems with no Bills of Material; Prototypes and Pilot Products for Resale; Items not classified as “Used in Kit” 2. Expensing for In-House Consumption (Usually Taxable) Such as: Items consumed in the production process but not shipped as a part of product for resale; Items used for calibration or testing of the production process; Items used for samples or prototypes which are not resold. 3. Return In-store 2 Vendor If the user has in-store items, which they want to return to the Vendor without any impact on accounting or PO (like obsolete parts) there is a check box available within the issue page "Return In-store 2 Vendor". (This field will only be visible if the In-store warehouse is selected). If check-marked no purchase order will be created and there will also be no impact on the Gl values.
NOTE: Any Return to Vendor will NOT be counted as inventory used in the EAU calculation.
To access this screen, depress the Issue tab and the following screen will appear:
To issue inventory items follow these steps.
The completed screen will look like this.
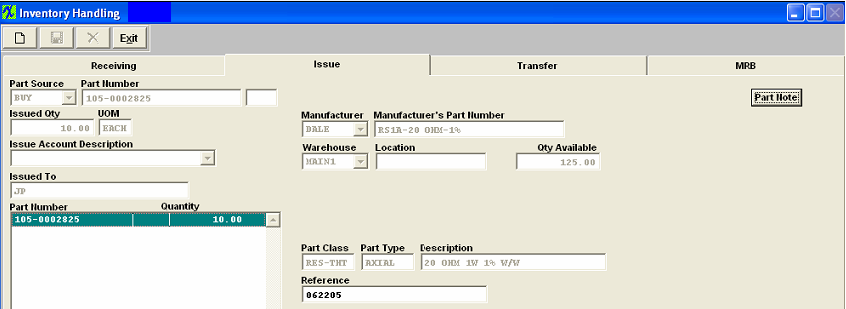
If issuing parts with Serial Numbers once user has entered the Part number info, etc.
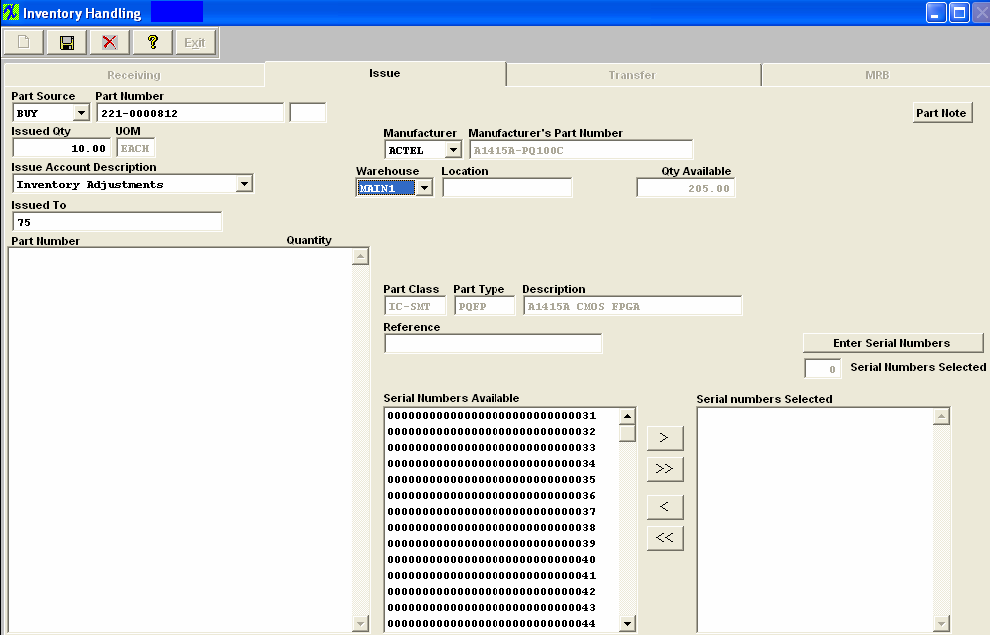 Users have the option of selecting the Serial Numbers to be issued two different ways:
1. By highlighting and using the arrows or
2. Depressing the Enter Serial Numbers button and the following screen will appear:
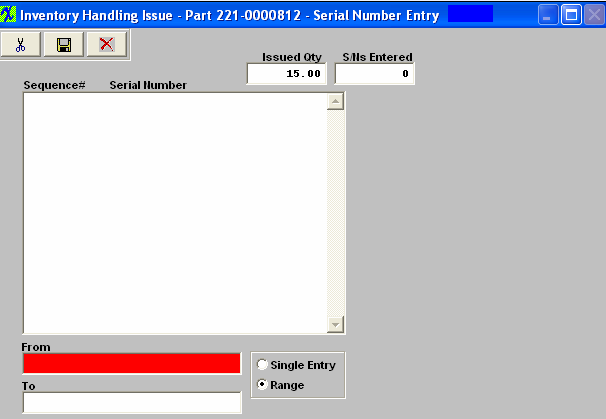 Select the proper radial "Single Entry" or "Range" and enter in the From and To SN's:
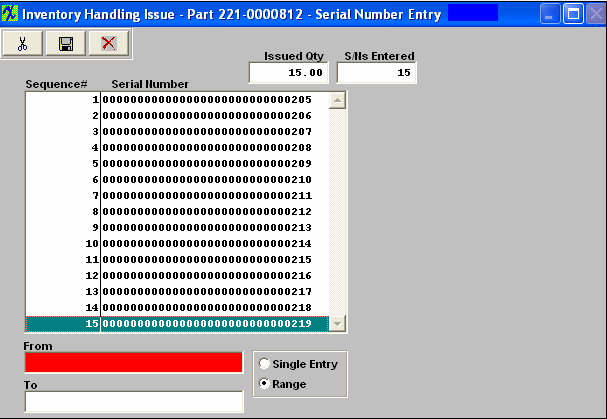 Depress the Save button and the SN's will transfer over into the Inventory Handling issue screen. The number of Serial numbers selected will be displayed, as shown below:
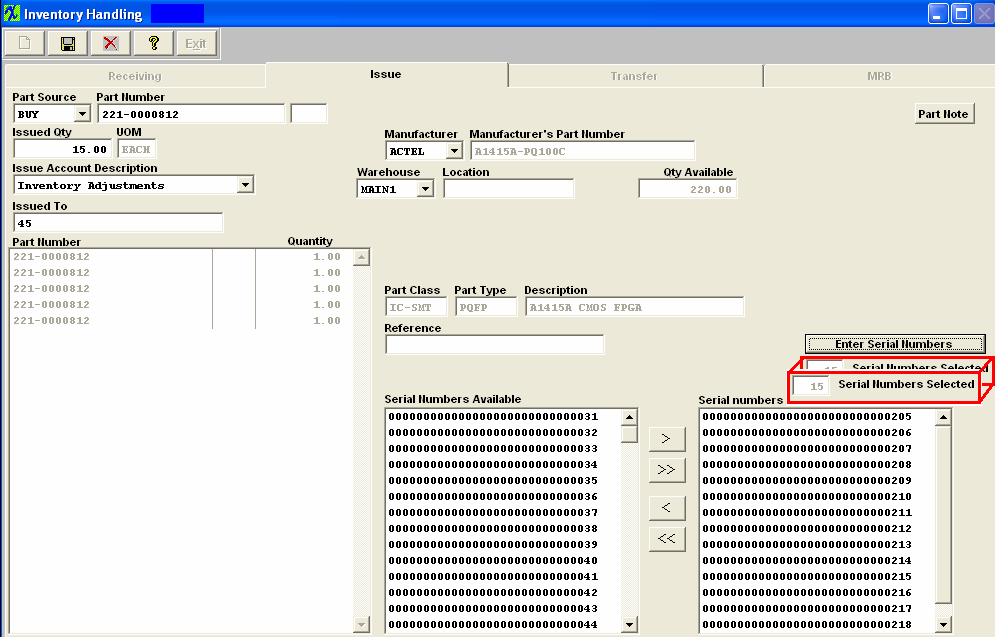 |
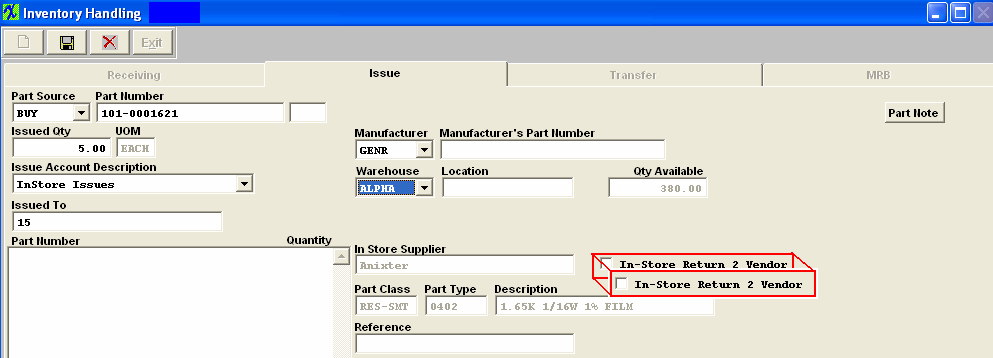
| 1.5.2.4.3. Transfer Tab | ||
|
Depress the Transfer tab and the following Transfer screen will appear:
To transfer inventory from one warehouse to another follow these steps.
Note: For this feature to work properly, the Inventory Part Number must have two warehouse locations assigned to it in the Inventory master. The From Location must have an inventory balance. If user attempts to transfer parts that do not have two warehouse locations, or from regular inventory location to MRB (Note: System will NOT allow users to transfer parts out of MRB location to regular inventory if parts were transfered into the MRB warehouse through PO Receiving). You will receive the following message. This screen is used to move parts from a regular warehouse to another regular warehouse. Or to move parts that are already located in MRB back into regular stock. To move parts from stock to MRB you will need to use the Inventory Handling MRB screen . 
The completed screen will look like this. If transfering qty from an In-Store warehouse to an Internal warehouse an accounting transaction will be created in Inventory Transfer upon saving the transfer. Then user will then need to create the In-Store PO within the PO module.
|
| 1.5.2.4.4. MRB Tab | ||
MRB (Material Review Board) Warehouse OverviewThe MRB (Material Review Board) Warehouse is where the board members determine whether to return discrepant material to the Supplier. Depress the MRB tab. The following screen will appear.
To Transfer Inventory Items from Inventory to MRB follow these steps.
The completed screen will appear as follows: 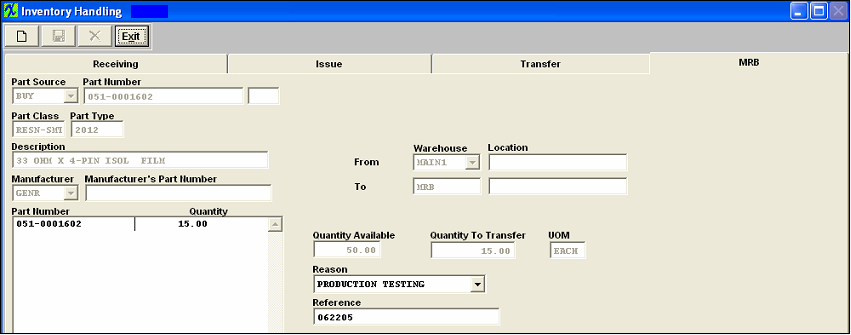 Once the preceding steps have been completed, the user may Add to PO DMR (Discrepant Material Return) module, or you may transfer it back into Inventory using the Transfer tab . Once the DMR (discrepant material return) has been added and saved, a Debit Memo will be created in the Accounting System. Additionally, the corresponding entry will be created and the balance in the Accounts Payable Aging will adjust.
|
| 1.5.2.5. Reports - Inventory Handling | ||||||||
To obtain the Inventory Handling module transactions, enter the Inventory Control Management Module. The main screen will appear.
Select the Print button from the ManEx action buttons at the top of the screen. The following screen will appear.
The one of the following reports will print depending on the report selected: Notice that the Issued qty's will be displayed as a negative and the Received qty's will be displayed as a postive.
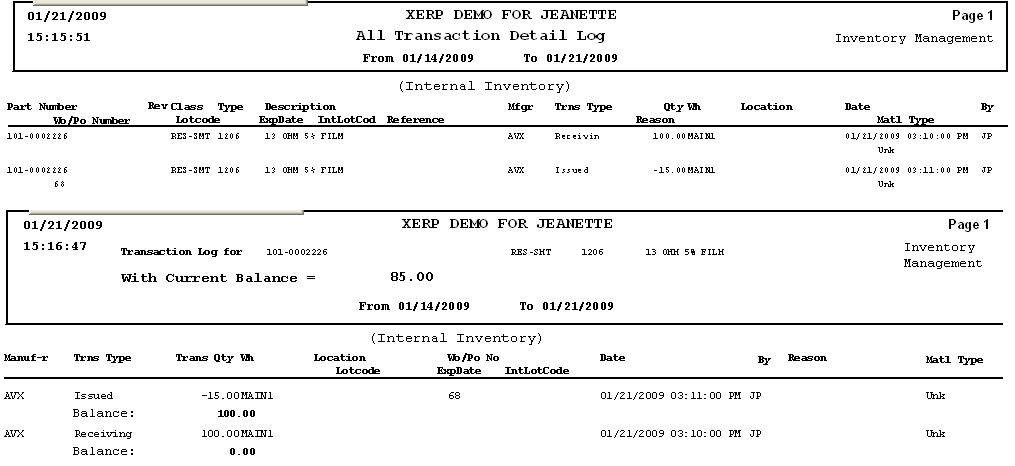 |
| 1.5.2.6. FAQs - Inventory Handling |
| Facts and Definitions for the Inventory Handling Module |
| 1.5.3. IPS Upload |
| 1.5.3.1. Prerequisites for the IPS Upload |
|
| 1.5.3.2. Introduction for the IPS Upload |
This upload is designed to add quantities to the existing part number and MPN into the in-Store location. If the MPN has "auto location" checked the upload will allow the user to auto add a location that does not exist. The quantity will update if the contract does not exist and will be created for the price entered in the "price" column. If the price is omitted the system will use the material price for the part as entered in the inventory module and Inventory receiving transactions will be populated, but there will be no affect on accounting upon receipt/import.
|
| 1.5.3.3. Fields & Defintions for the IPS Upload |
| 1.5.3.3.1. In-Store XL Spreadsheet | ||||||||||||||||||||||||||||
|
| 1.5.3.4. How To ..... for the IPS Upload |
| 1.5.3.4.1. Add - Upload to IPS | ||||||||||||||||||
Once the upload is complete the "Transaction Detail Log" report is updated for In-Store location, as displayed below:
Since these items are being received into a In-Store location there will be no affect on accounting upon receipt/import.
|
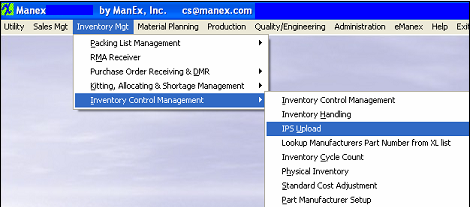
| 1.5.4. Lookup Manufacturer Part Number from XL List |
| 1.5.4.1. Prerequisites for Lookup Mfgr PN from XL List |
|
Excel file must Exist
After activation, "Inventory Control" access for each user must be setup in the ManEx System Security module. Users with “Supervisor Rights” will automatically have access. |
| 1.5.4.2. Introduction for Lookup Mfgr PN from XL List |
| 1.5.4.3. Fields & Definitions for Lookup Mfgr PN from XL List | ||||||||||||
Fields & Definitions
|
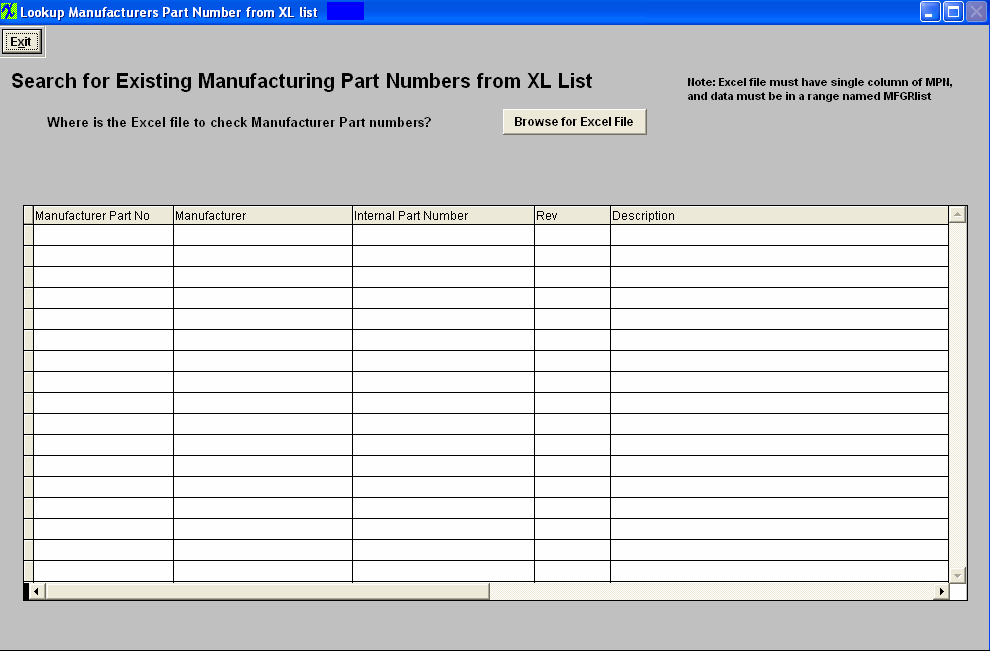

| 1.5.4.4. How To ...... for Lookup Mfgr PN from XL List |
| 1.5.4.4.1. Create Excel File for Lookup | ||
Excel file must have single column of MPN, and data must be in a range named MFGRLIST
|
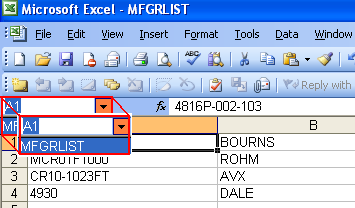
| 1.5.4.4.2. How to Lookup Mfgr Part Number from XL List | ||
The following screen will appear:
Depress the "Browse for Excel File" to locate the file name created
Double Click on the File name and the following results appear. Two XL files are created, one XL file lists the Mfgr Part Numbers found in system, (which is the ones that appear on screen)and the other XL file lists the Mfgr Part Numbers not found.
|
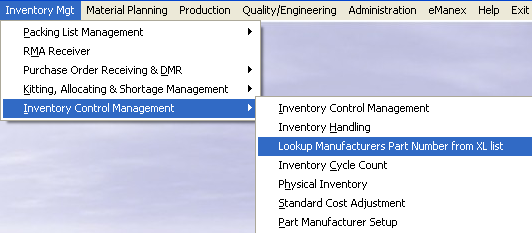
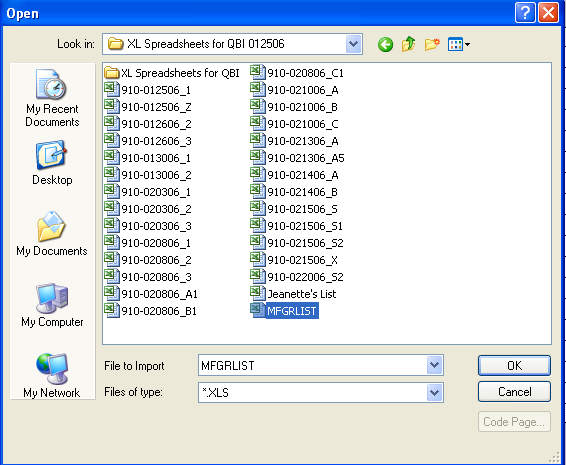
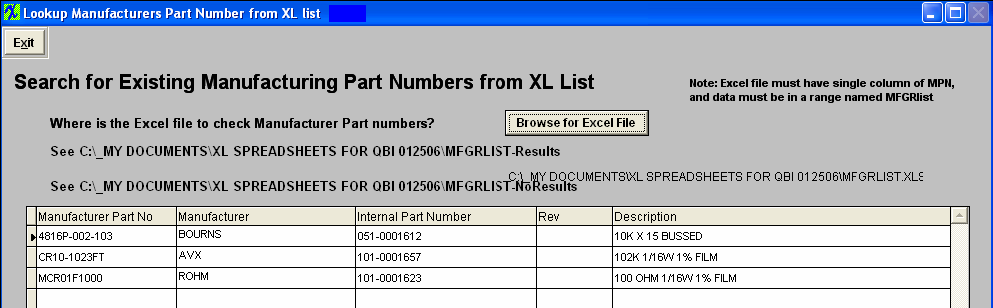
| 1.5.5. Inventory Cycle Count |
| 1.5.5.1. Prerequisites for Inventory Cycle Count | ||||||||
Prerequisites Required for Using CYCLE COUNT:
After activation, "Inventory Cycle Count" access for each user must be setup in the ManEx System Security module. Users with “Supervisor Rights” will automatically have access.
The ABC codes must be assigned to each part (within the Item Master) to be counted. Optional Prerequisites for Modifying ABC Codes:
The ABC codes must be established for percentages of value in the ABC Types setup module. There must be a history of inventory issues to establish Estimated Annual Usages.
|
| 1.5.5.2. Introduction for Inventory Cycle Count |
The CYCLE COUNT Module is provided for the user to establish a daily routine for counting INTERNAL inventory. Note: Only user owned inventory will be considered – NOT “consigned” (Customer owned), and/or WO-WIP or WIP locations. If the user needs to count “consigned”, or a smaller range of internal parts outside the ABC Code setup, ManEx suggests to use the Physical Inventory module. Records that have been allocated will display in red within the Inventory Cycle count module. If the users attempt to edit the record that is allocated lower than the allocated qty it will display a message. In-Store inventory will be considered unless the "Ignore In'Store" box is checked within the ABC Types Setup module, if this box is checked then In-Store warehouses will NOT be considered in the Cycle Count.
The ABC codes need to be specifically setup for Make parts, if Make parts are to be included in the cycle count. If an ABC code is setup for a buy part and that ABC code is assigned to a Make part the make part will NOT be included in the cycle count and vica vera. The three steps to completing Cycle counting activities in ManEx are: 1) Create a New List - User generate a list of inventory items to count by clicking the "Run Cycle Count Setup" button (Add button).
2) Count and Record Results - Then the stores keepers physically count the items listed and enter the quantity counted for each item into the cycle count screen.
3) Reconcile Differences - At the conclusion of the data entry, the data is reconciled with the inventory records. If the count is different than the record, then the user is prompted whether to accept the difference or to recount and re-enter. Count adjustments are logged to the GL adjustment account, if accounting is used.
A report is available summarizing and itemizing the results of the cycle count activities. If the user has established cycle count tolerances in the ABC Types setup, then a report will delineate the number of times that the cycle count exceeded the permissible tolerance. The frequency of counting for each part is defined in the ABC Type setup, and based on the ABC Type assigned to each part. There is provision to automatically assign ABC Types after the user has been operating the ManEx system for some time. The user has the option to base the assigned ABC Type on either the current dollar value of the inventory, or the Estimated Annual Usage dollar amount of inventory. If the user chooses to reassign ABC Types automatically, the ABC Type setup must have established the amount (by percentage) of inventory value to be attributed to each ABC Type.
There is also a provision for establishing the EAU (estimated annual usage) for each inventory item. The EAU is based on inventory issues in the last 30 days, weighted by another factor to account for historical issues. In order to create the EAU, there must have a minimum of 30 days activity in issues from stores.
Cycle Counting is the practice of counting a small subset of inventory on a given day. It can be an effective and efficient method for maintaining current on-hand inventory counts. It allows for greater flexibility, greater accuracy, and less interruption to production than an annual physical inventory.
The first step in establishing a cycle counting program, is to determine component groups and group count frequency. Groups are typically designated by their ABC code with A parts counted more often than B parts and B parts counted more often than C parts, and so forth. Some common parameters, in this industry, for determining the correct ABC code are: Value, Lead Time, Usage, EAU Value, and Hybrid. Value - This method groups components according to their on-hand value. The components with the highest on-hand value are counted more frequently than those with a smaller on-hand value. This method is ideal from an accounting perspective as it typically results in a much smaller variance in inventory value, but may not be ideal from a supply chain management perspective since even inexpensive components can cause expensive production delays and missed shipments. This is relatively easy to calculate and can be assigned manually if needed. Lead Time - This method groups components according to their lead time. Components with long lead times will receive more frequent counts and thus have higher inventory accuracy. While this makes sense from a supply chain management perspective, it can lead to high inventory value variances since expensive components don't always have long lead times. This is relatively easy to calculate and can be assigned manually if needed.
Usage - This method groups components by their annual usage (EAU) regardless of their value or lead time. The argument for this method is that the more frequently accessed components have a greater likelihood for inventory variances and should therefore be counted more often. This method tries to reduce the impact of human error in inventory transactions. However, it may not minimize variance in inventory value, or prevent long lead parts from stopping production if those parts are not used as often. This may be a little more difficult to calculate manually, but can be done if needed. EAU Value - This method groups components by the value of the annual usage (EAU). This method attempts to rectify the inventory value variance issue with the Usage method, by including component costs. It is likely to have a lower inventory value variance, but may not fully adjust for inexpensive or low usage parts with long lead times. This may be a little more difficult to calculate manually, but can be done if needed. Hybrid - This method combines any or all of the methods listed above. This method assigns components with high on-hand value, high usage, and/or long lead times to group A. This ensures that parts with the greatest potential for causing production delays or inventory value variances are counted most often. While this can be done manually, it is better to allow the ERP system to assign and adjust the ABC code according to current conditions. The second step is to determine how often each ABC code should be counted. Higher count frequencies lead to more accurate inventory records, but also increased handling costs. Management needs to find a balance between cost and benefit. One common frequency is to count A parts every 30 days, B parts every 120 days, and C parts every 180 days. The third step is to determine the best time of day for cycle counting activities. Ideally this will occur either before production begins, or at a time when production and inventory movement will be at the lowest level of the day. This can be early in the morning before production starts or during the standard lunch break. The fourth step is to determine who should be responsible for performing cycle counting activities. Because cycle counting reduces the daily time required, the focus can shift from speed to accuracy and process improvement. A shift that requires knowledgeable and experienced employees to conduct the cycle counting activities. This is typically limited to employees in inventory. The final step is to start counting and discovering the sources of each significant discrepancy. As part of the counting process, it is imperative to identify why discrepancies exist and work to eliminate the sources. Initially, it is far more important to identify and eliminate sources of discrepancy than to get through the full cycle each period. Not only will eliminating sources of count discrepancies reduce costs and production delays, but it will speed the cycle counting process as well. A well designed and executed cycle counting program should achieve an accuracy of 97% or more. |
| 1.5.5.3. Fields & Definitions for Inventory Cycle Count |
| 1.5.5.3.1. Main Screen | ||||||||||||||||||||||||||||||||||||||||||||
Main Screen field definitions
The name of the warehouse for the part highlighted.If the warehouse button is depressed, the grid will sort by warehouse. The source of the part number, Make or Buy. If the source button is depressed, the grid will sort by source. The type within the classification of the part number. The description of the part number. The unit of measure of the part number. The warehouse location for the part to be counted. The Manufacturer for the part to be counted. If the source is a buy, the number that the manufacturer has assigned to the part. The Internal Part Number for the item to be counted.Depressing the Part Number button will sort the grid by part number. The Part Number Revision for the item. An item may exist under multiple revisions. The initials of the individual who performed the cycle count. The date that the inventory was counted. The date will default to the current date, but may be over-written. If an inventory part number has allocated inventory, the line will show in red and the Allocated box will have a check mark.This field is a reference field which indicates to the user that there is allocated inventory against this item and the system will not allow you to adjust the qty below the allocated amount. If the part type has been designated as requiring lot tracking, then the lot tracking reference number appears.
|

| 1.5.5.3.2. ABC Types |
ABC codes are used as an aid to manage inventory tracking. Traditionally, ABC codes are established to divide the inventory by value, and to guide in the cycle counting of inventory. First the value of all inventory in stores is added up and listed by part in order of the highest extended value first. Then, the top percentage value (e.g. 80 % of the parts value) would be classified as “A” items, and will probably consist of about 10-15% of the inventory part numbers. The next 15% of the value items would be classified as “B” items, and will be in the neighborhood of 20-40% of the part numbers. The last 5% of the value will be classified as “C” items, and represent at least 50% of the part numbers. The user then sets up an inventory counting program called “Cycle Counting”, which assists in counting all inventory over a period of time. The “A” items might be counted completely within each month. Therefore, a list of all of the “A” items (the highest dollar value) is generated, and randomly divided into 20 days, and each day 1/20th of the list counted and checked. The “B” items might be checked every quarter, and the “C” items checked once a year. This is one way to verify the accuracy of stockroom transactions, and to take measures necessary to keep the counts accurate. In ManEx, the ABC codes have a slightly different meaning. In addition to identifying the most or least expensive part numbers, a Dock to Stock period may be included in each ABC code. Dock to Stock is the number of days a part is expected to take to be delivered to the stock room after the part is received on the user’s dock. This duration may include the amount of time it takes to organize the shipment, count the parts, log the receipt into the inventory system, perform incoming inspection, and physically move the parts to stores. Intuitively, the higher dollar parts may have longer dock to stock times because of increased inspection. And the lesser valued parts may not require inspection. Also, for each ABC code, ManEx provides a cycle count tolerance, which, if exceeded, will result in reporting unfavorable inventory control results during cycle counting. These tolerances may be expressed in an absolute dollar value, or a percentage of the inventory being counted. For further information on the cycle count tolerances and what the purpose of setting them up in ManEx is see the attachment <<Cycle Count Tolerance.docx>> And, the ABC code identifies a part source for inventory parts. Because ManEx allows up to 36 ABC codes, it also provides for identifying if a part is a make or buy part. The ABC codes need to be specifically setup for Make parts. If Make parts are to be included in the cycle count. If an ABC code is setup for a buy part and that ABC code is assigned to a Make part the make part will NOT be included in the cycle count and vica vera. Note: If an internal part number does NOT have an ABC code assigned, that part will NEVER be selected for cycle counting. Therefore, all internal parts which the user wished to be cycle counted, MUST have a code in the ABC field in the Inventory Control Item Master.
|
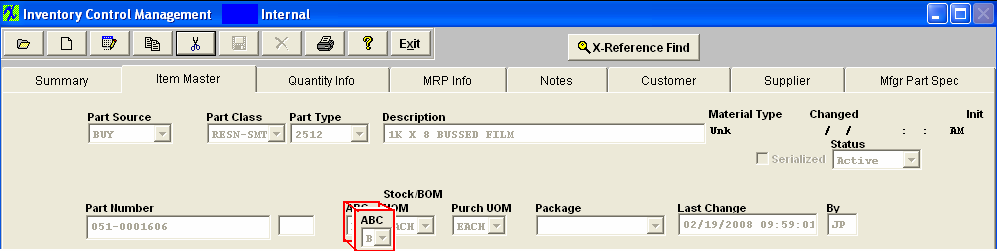
| 1.5.5.4. How To ..... for Inventory Cycle Count |
| 1.5.5.4.1. Generate Cycle Count List |
The following screen will appear: When the screen first opens, the user is limited to only five of the seven action buttons shown: Add button (Run a cycle count setup), Edit button (Enter cycle count results), Copy button (Reconcile cycle count data), Print reports, and Exit. This is the first screen to be used in the module. In this screen, a CYCLE COUNT is created (ADD) for viewing, printing and editing.
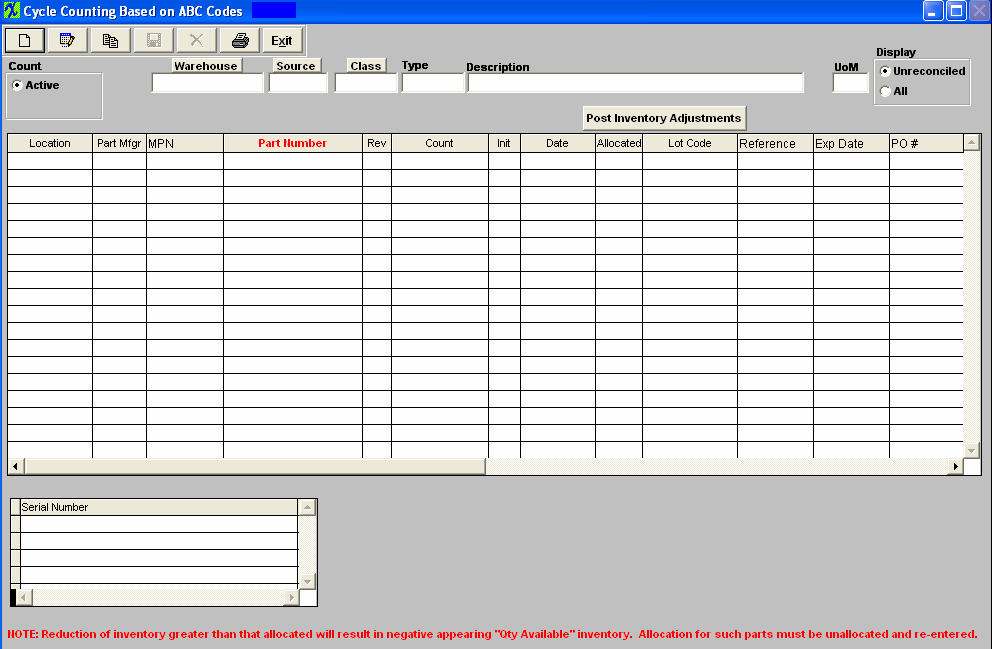 Depress the "Run Cycle Count" button (Add button)
 Records for cycle count will be pulled forward. Note: The user may not ADD a cycle count on a non-working calendar day. However, open cycle count records may be counted, entered and reconciled. Records that have allocations made within the system will be pulled forward for count, these records will be highlighted in RED. Parts in WO-WIP and/or WIP locations will NOT be pulled forward for count.
User may select to Display only the "Unreconciled" parts or "All" parts. Selecting "All" will display parts that are un-reconciled and reconciled but not yet posted.
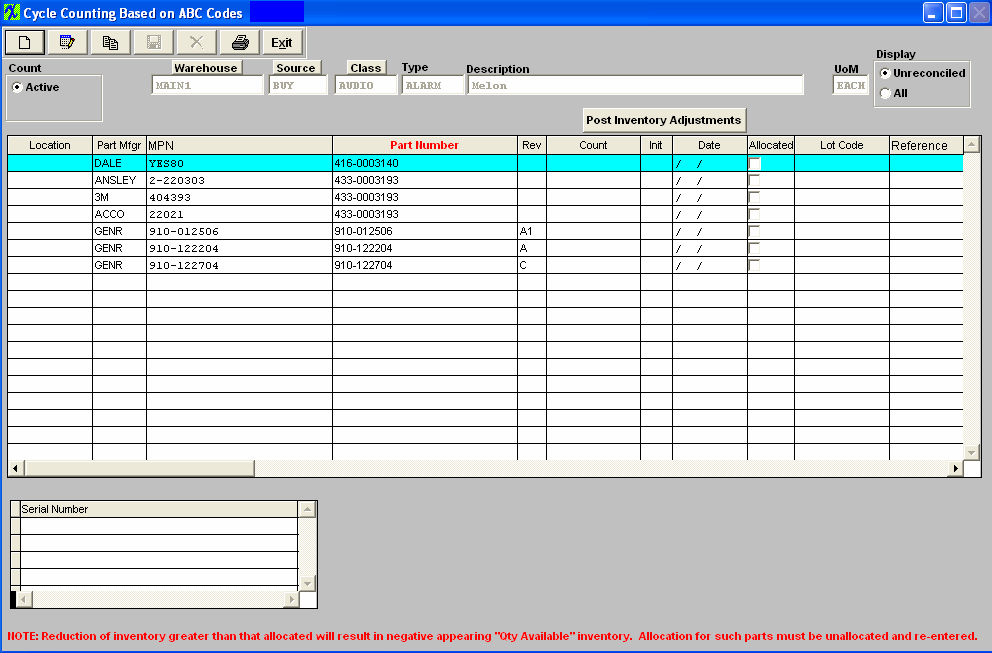 Note: The cycle count module will allow multi-user access to enter and/or reconcile. The users must exit and re-enter to screen to refresh if an action was done on another work station. Only one user may Post.
|
| 1.5.5.4.2. Entering Cycle Count Data | ||
The following screen will appear displaying the records pulled forward for cycle count. Note: The user may not ADD a cycle count on a non-working calendar day. However, open cycle count records may be counted, entered and reconciled. Records that have allocations made within the system will be pulled forward for count, these records will be highlighted in RED. Parts in WO-WIP and/or WIP locations will NOT be pulled forward for count. Depress the Edit Record action button (Enter Cycle Count Results). User will be prompt for password.
 The user then enters the recorded counts in the COUNT column. The counter’s initials and the date counted will update automatically. If the users attempt to edit the record that is allocated lower than the allocated qty it will display a message. If you need to apply the count into the system you must first unallocate some of the inventory via the Inventory Allocation module to free up the amount you are attempting to adjust then return to the count and it will then allow you to post to inventory.
Depress the Save changes action button to save changes, or depress the Abandon changes button to abandon changes. Note: The cycle count module will allow multi-user access to enter and/or reconcile. The users must exit and re-enter to screen to refresh if an action was done on another work station. Only one user may Post.
|
| 1.5.5.4.3. Reconciling Cycle Counts and Post Inventory Adjustments | ||
|
The following screen will appear:
Then system checks the counted quantities entered into the Cycle Count screen and verifies that the count matches the inventory records. If the count matches the inventory record the item drops from the list. If it does not match the inventory record, the following screen appears and the user is asked whether to accept the entered count as the new count, by depressing the "YES" button and entering a reason for the change (cycle count, missing parts, etc) or to wait until the user has had the opportunity to recheck the number and reconcile it at a later time by depress the "Next Item" button..
Items not reconciled will remain on the list until reconciled.
Note: The user should not post the Inventory Adjustments until all of the reconciliation is completed. To record the adjustments in the count into the Inventory Master and to create the applicable accounting entry, depress the "Post Inventory Adjustments" button. You will be prompted for your password. The "Allow Updating Inventory" option button (for Physical Inventory) within the Security module MUST be checked in order to Post Inventory Adjustments. If user does NOT have these special rights they will receive the following message.
  Note, if the inventory item has changed in quantity (due to kitting or an issue via Inventory Handling between the beginning of the cycle count and the reconciliation), the system will alert the user and will print out a report detailing the part number and the discrepancy. The user must change the data entry for the count, and then re-reconcile. Once the system has made the transfer, the following message will appear:
Depress the OK button and all Inventory Adjustments are completed. |

| 1.5.5.5. Reports - Inventory Cycle Count | ||||||||||
The following screen will appear:
To obtain the Inventory Cycle Count reports, select the Print button from the ManEx action buttons at the top of the screen.
The following screen will appear: 
Select the appropriate radio for the output format you desire: Screen, Printer, XL File, TXT File, or PDF. Highlight the desired report and then depress the Option tab if applicable.
The following report is available:
The items are counted and recorded on the sheet, and then data is entered into the xERP System. Cycle Count Summary Report
The following report will be displayed.
Cycle Count Detail Report - Sorted by Division
Select the date range of interest and the warehouse and part classes to be included. Highlight the Warehouse of interest and depress the > button.If you want all warehouses, depress the >> button. Highlight the Part Class of interest and depress the > button.If you want all of the classes, depress the >> button. Depress the OK button
Cycle Count Detail Report - Sorted by Class
Select the date range of interest and the warehouse and part classes to be included. Highlight the Warehouse of interest and depress the > button.If you want all warehouses, depress the >> button. Highlight the Part Class of interest and depress the > button.If you want all of the classes, depress the >> button. Depress the OK button. The following report will be displayed.
|
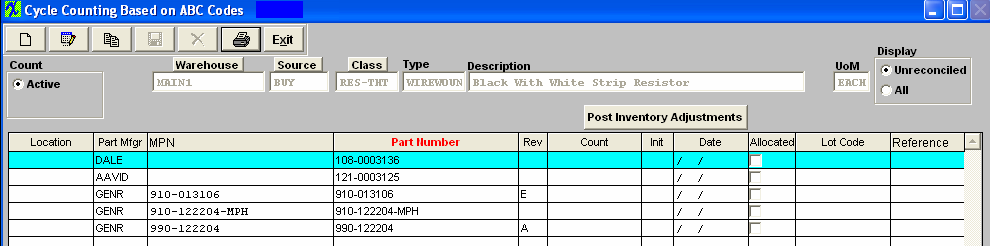

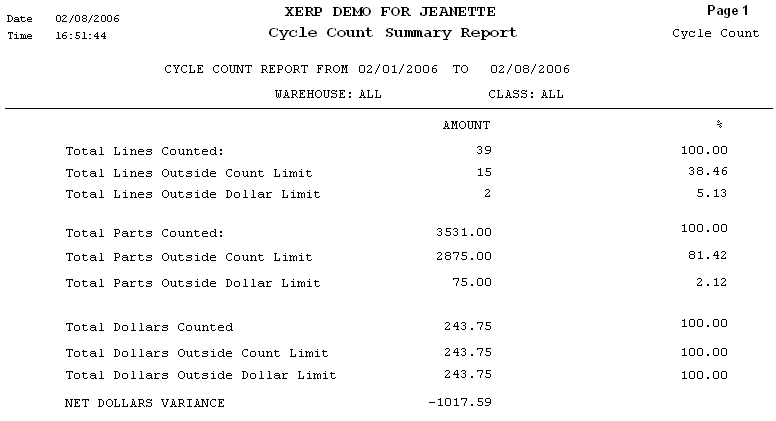
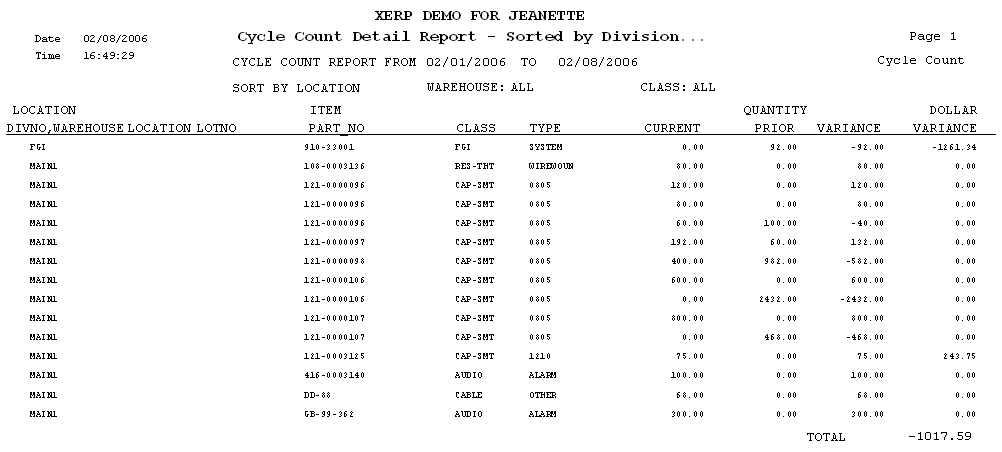

| 1.5.5.6. FAQ - Inventory Cycle Count |
| 1.5.5.6.1. How can I clear out a Cycle Count that was started in error? |
For Example, a user has begun the Cycle Count process by pulling items fwd into the module for counting by accident, but for what ever reason, you do not wish to continue on with the reconciliation process of the count. But now those parts are locked in a count and will not be editable throughout the system (Kitting, PO Receiving, Inventory Handling, etc. . . ) If the part is locked in a count you will see messages similar to the below throughout the system.
If you wish to Purge the Cycle Count out of the system you can run the below procedure and any record that has not had a count entered into the Cycle Count module will be cleared.
SQL Manex Only Within SQL Manager run the following: exec sp_ClearAllCC
VFP Instructions Only
Please be sure to follow the procedure below to install this program. It is highly recommended that you follow this procedure on your TEST system first before applying it against your Live ManEx System. 1.) Create a Backup of your Live ManEx System 2.) Extract << purgecc9.exe>> into the ManEx Root Directory 3.) Run the Executable 4.) Verify the Results 5.) Remove << purgecc9.exe>> from the ManEx Root Directory Once satisfied with the results in your test system, you may proceed with your Live ManEx System. Please let me know if you have any questions.
|
| 1.5.5.6.2. Why are some ABC type parts no longer being included in the Cycle Count? |
Q. Why are some ABC type parts no longer being included in the Cycle Count?
A. Check your calendar date to be sure it is extended out far enough for the program to find the date in the calendar.
For Example: If the System Admin Calendar setup ends 12/31/2008, and the Cycle count day for "B" type is 180 days, and the cycle count is ran on 10/25/2008 the date would be 1/25/2009, the program will not find 1/25/2009 in calendar, so the "B" type parts are not included in the cycle count. Once the System Admin Calendar is reset to end 12/31/2009 and the Cycle Count is re-ran then the "B" items are included in the Cycle Count.
|
| 1.5.6. Physical Inventory |
| 1.5.6.1. Prerequisties for Physical Inventory | ||||||||||||
Before entering transactions, the following must be setup in Manex.
After activation, "Physical Inventory" access for each user must be setup in the ManEx System Security module. Users with “Supervisor Rights” will automatically have access.
|
| 1.5.6.2. Introduction for Physical Inventory |
The Physical Inventory module is to manage the physical inventory count. The user has the choice of using count tags or a count worksheet. The inventory is physically counted and then input into the system. More than one user may input into the system at a time. Note: The users must exit and re-enter the screen to refresh if an action was done on another work station. Only one user may post. IMPORTANT NOTE: DO NOT MOVE ANY MATERIAL WHILE THE COUNT IS |
| 1.5.6.3. Fields & Definitions for Physical Inventory |
| 1.5.6.3.1. The Setup Tab | ||||||||||||||||||||||||||
Setup tab field definitions
The date and time (24 hour clock) when the Inventory was originally started. The status of the physical inventory, either In Process, Completed or Cancelled. The radial selected will display either Internal, Consigned or Instores only. Warehouses
Part Classes
Depressing this button will start a new Physical Inventory.
|
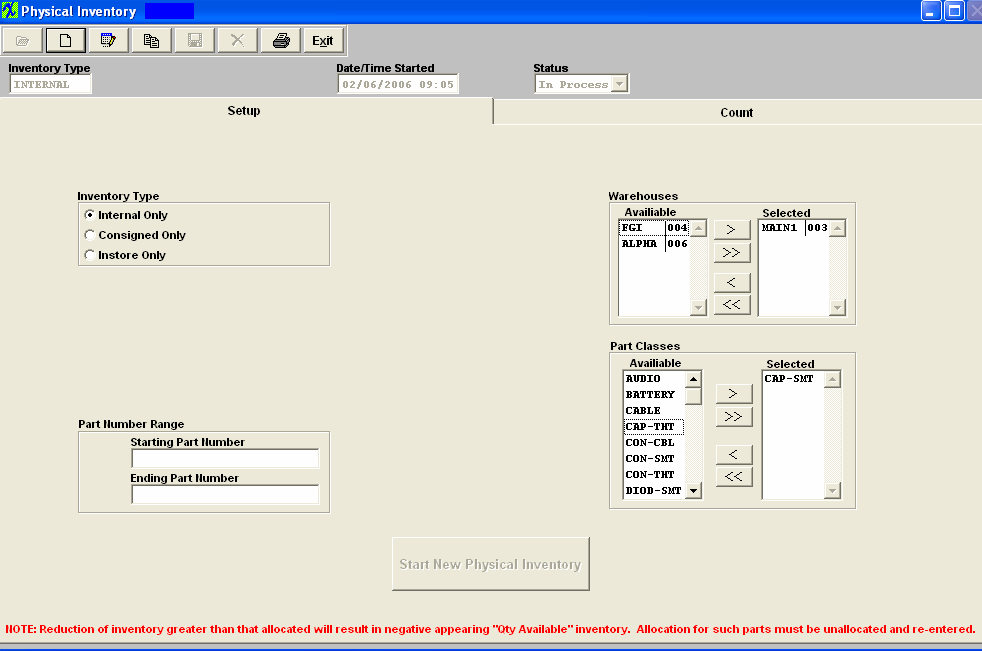


| 1.5.6.3.2. The Count Tab | ||||||||||||||||||||||||||||||||||||||||||
Depressing on the Count Tab brings up the following screen:
Count Screen Fields
For the part number highlighted:
|
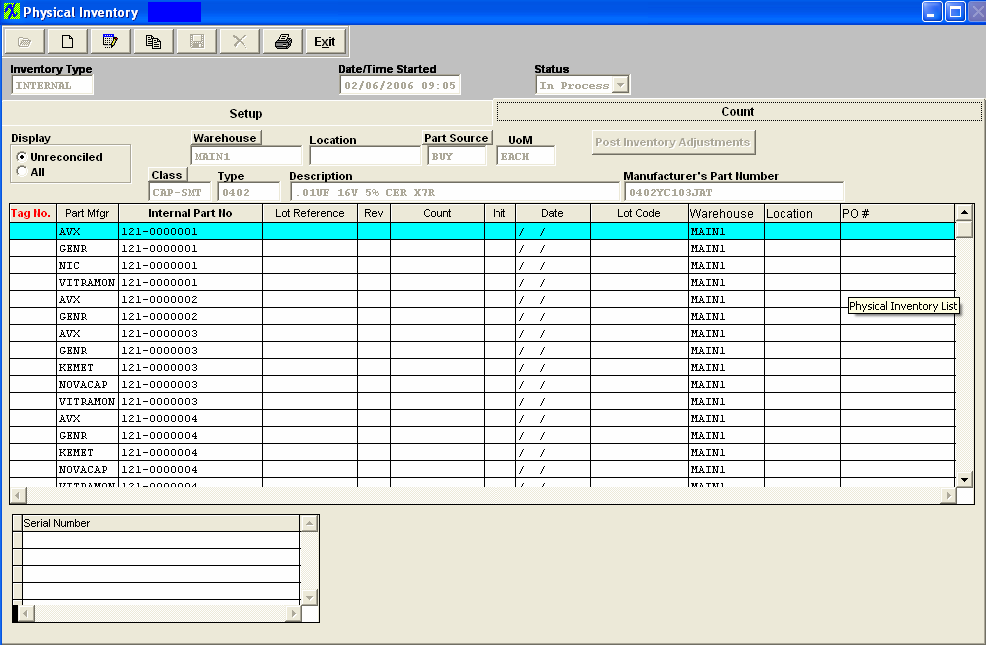
| 1.5.6.4. How To ..... for Physical Inventory |
| 1.5.6.4.1. Setup a Physical Inventory | ||
|
The following screen will appear:
Depress Ok and the following options screen will appear:
Selecting “Yes” will allow the user to manually number the inventory tags, item by item. Selecting “No” causes the system to automatically number the tags. Please refer to the Tags and Work Sheets instructions. The following screen will appear:
Select the Inventory type by clicking on the appropriate radial. Select from Internal, Consigned or In StoresInventory. Internal inventory represents user-owned inventory. Consigned inventory is owned by the user’s Customer. In Stores inventory is owned by the Supplier. In-Store purchasing overview: In-Store is the situation where the Supplier has placed raw materials in the user’s warehouse. The raw materials still are owned by the Supplier. When the user is ready to use the Supplier’s raw materials, he/she issues an In-Store Purchase Order. For In-Store POs, the user may select by Supplier or by Part Number. Then the user may find records according to the selection. Once found, the user may create a PO for the In-Store Consumption. In-Store Purchasing also includes receiving. If you select the Inventory Type to be Consigned, a list of customers will appear:
Select the Customer. If you select In stores Inventory, a list of Suppliers will appear:
Select the supplier. Select the warehouses to be counted by highlighting a warehouse and depressing the > button. If you want to count all warehouses, depress the >> button. To select part number range, enter the starting part number and the ending part number. To select the part classes, highlight the class desired and depress the > button. For all of the part classes, depress the >> button. A view of the screen would be as follows:
Depress the button to Start New Physical Inventory. A message will appear on the screen:
Depress the OK button. Information is transfered to the Count Tab. Important Caution: The user must finish the Physical Inventory completely before the system is enhanced. |

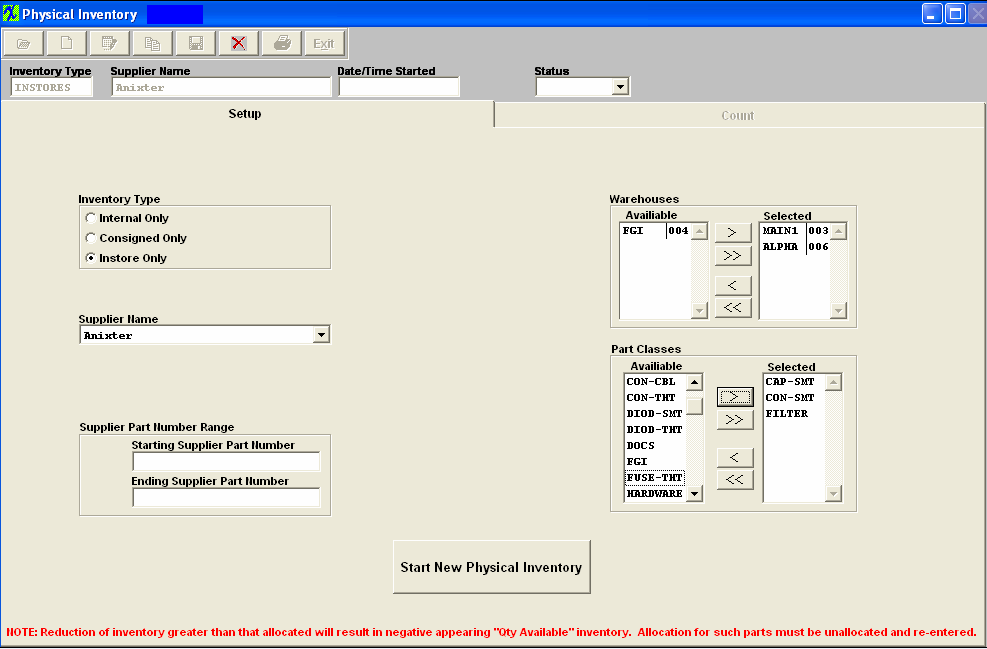

| 1.5.6.4.2. Finding a Physical Inventory | ||
|
The following screen will appear:
Depress the Find action button. The following screen will appear:
Decide upon the Inventory Type that you want to find. Select from Internal Only, Consigned Only or Instores Only by clicking on the appropriate radial. Then choose the appropriate filter, either In Process, Completed, Cancelled or All by clicking on the appropriate radial. Depress the Display List button once the selections are made. The information at the bottom of the screen will display Date/Time Started, Inventory Type and Status. If you select Consigned, you’ll be prompted for the Customer name. If you select Instores, you will be prompted for the Supplier name. Once you’ve found the Inventory you’re seeking, the information will populate the Count tab screen, as follows:
|
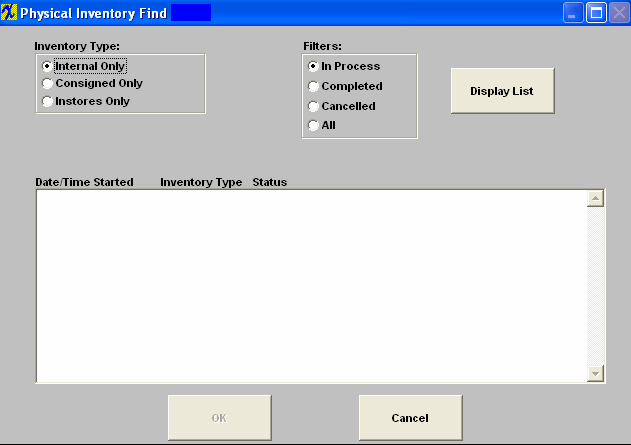
| 1.5.6.4.3. Record a Physical Count |
Find an In-Process Physical Inventory. The following information will appear in the Count tab screen.
Depress the Edit action button. Type in your password. To sort by warehouse, depress the Warehouse button. To sort by Class, depress the Class button. To sort by part source, depress the Part Source button. You will also be able to sort by tag number or part number by depressing on the heading. Enter the final count from the tag or the worksheet. The system will capture the initials from your password. The system will enter the date.
All warehouses and location will be listed for the internal part pulled forward for a count, with the exception of quantities that are in WO-WIP, these quantities are not included in the Physical Inventory. At this time user may move parts from one warehouse/location to another if needed by entering the count that resides in that location/warehouse. User are not allowed to add new items to the PI inventory listing, due to the fact that the count could phycially already be in process. If we allow you to keep adding and deleteing records from the count it might cause issues for what is already in process.
Also, ManEx does not allow user to edit a lot code for inventory items once they have been accepted into the system. ManEx does not allow you to change the Lot Code information anywhere within the system once received. Once in the system we have to maintain that lot code with those records through out the system, to have good Lot Control.
The screen would appear as follows:
|
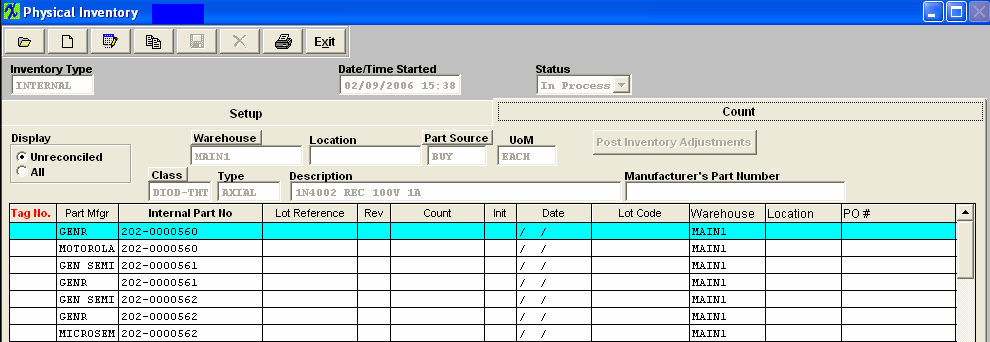
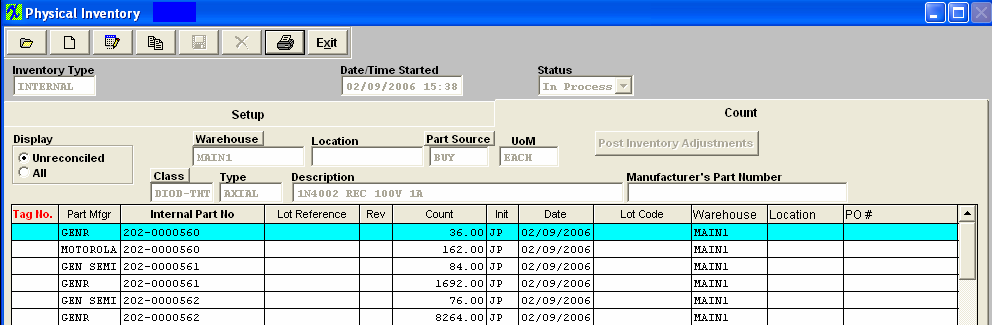
| 1.5.6.4.4. Reconcile the Physical Count |
When the recording is complete, depress the Reconcile button (as highlighted below). Enter your password. This will reconcile the inventory.
If the inventory count does not match the system on hand quantity, the following screen will appear:
If you want to update the records for the counted quantity, depress the Yes button. Type in the reason in the Reason box. If you want to skip over the record, depress the Next Item button. Note, however, that you can’t update the quantity on hand until all of the inventory items are reconciled. Once all of the counts are reconciled, the detail will disappear from the screen. |
| 1.5.6.4.5. Update the Inventory Master for Inventory on Hand |
Once you’ve reconciled the inventory and printed and reviewed the Physical Inventory Detail Report, you may update the Inventory Master for the Inventory on hand. Depress the Count tab. Depress the Post Inventory Adjustments button. Note: this action requires a supervisor’s password or specific "Post Inventory Adjustments" authorization in the Security module.
All of the reconciled count numbers will update the quantity on hand in the Inventory Master. The status will change to Posted. The following message will appear:
Additionally, the requisite GL Transaction for any variances will forward into the accounting module. Note that GL Transactions will not be created in the following circumstances: Consigned stock or In Store additions. |

| 1.5.6.5. Reports - Physical Inventory | ||||||||||||||||
|
To obtain the Inventory reports, select the Print button from the ManEx action buttons at the top of the screen.
The following screen will appear:
TAGS:
If you selected Manual Inventory Tags from this screen:
Depress the Count tab. The following screen will appear:
Depress the Edit button. Type in your password. Manually type in the Tag No. for each item. The system will automatically re-order the tags in numerical order. Physical Inventory Tags
When you have finished, depress the Print button. The following screen will appear: Select Physical Inventory Tags. Depress the Options tab. The following screen will appear: Choose between All Locations and Only Locations with Quantities > 0.Choose the sort options, either Warehouse + Location + Part Number + Rev + Lot Code or Part No + Rev + Lot Code. The tags will print 3 each on 8 ½ X 11 paper. If the Inventory type is consigned, the Customer’s part number will print. If you did not select manual inventory tag numbering: A box will appear on the screen to Enter Starting Tag No: The Printed tags will appear as follows:
Below we have attached blank Inventory Tags <<blank IT.doc>> and <<blank IT.pdf>> that may be used if for some reason NO tags were printed for parts that may have inventory but are NOT being displayed in the Physical Inventory listing, etc. NOTE: These are only intended to be used if user happens to find product that was not on the physical Inventory list for some reason. Reprint Physical Inventory Tags
Select the Reprint Physical Inventory Tags, depress the Options tab and the following screen will appear: Enter Tag Number Range to Print. Depress the OK button The tags will print 3 each on 8 ½ X 11 paper. If the Inventory type is consigned, the Customer’s part number will print. Physical Inventory Worksheet
The report will appear as follows: 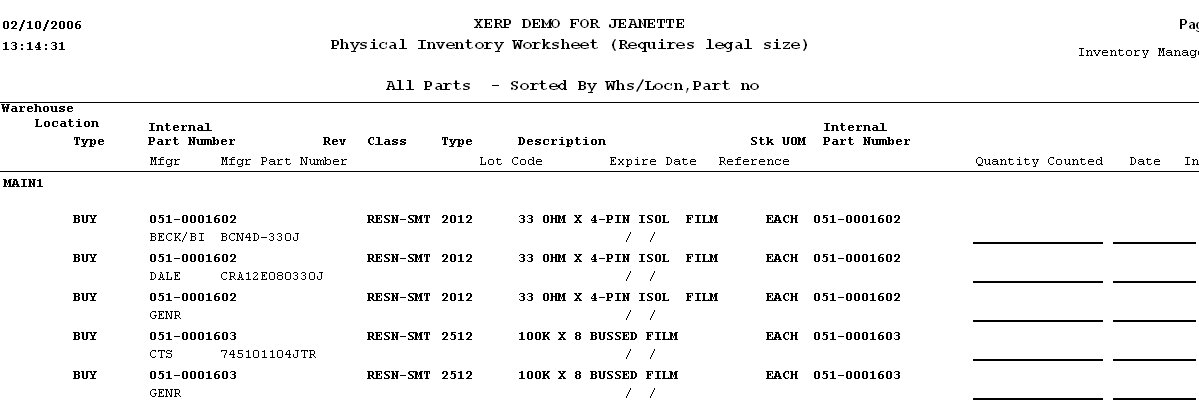 Physical Inventory Detail Report
Select Physical Inventory Detail Report, depress the Option tab, and the following screen will appear: Click on the appropriate radial selection criteria. Choose one of the following: All Records, Internal (excluding In stores), In Stores or Consigned. If the Inventory type is consigned, the Customer’s part number will print. Click on the appropriate radial for Locations selection. Choose between All Locations or only Locations with Quantities greater than zero. Click on the appropriate radial for Sort Options.Choose between (Warehouse, Location, Part Number, Revision number and Lot Code), (Part Number, Revision Number and Lot Code) or by (Tag Number). Depress the OK button Note that this report is designed to be printed after the count has taken place and been reconciled. The report will appear as follows:
PI Detail w/Part Mfgr Report
The report will appear as follows:
|
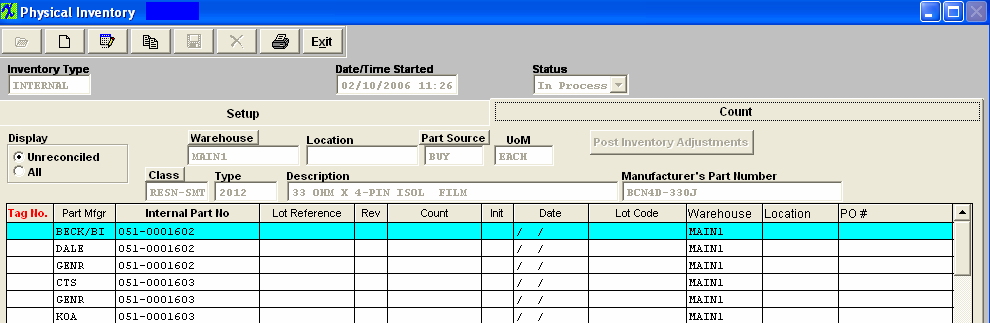
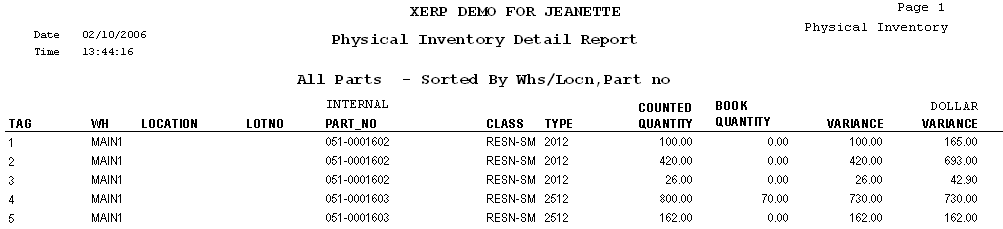
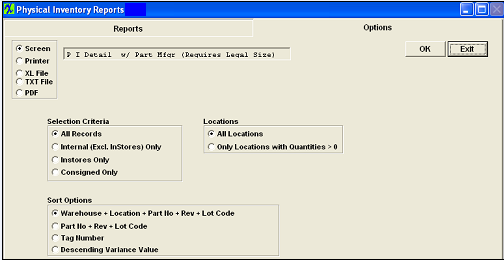
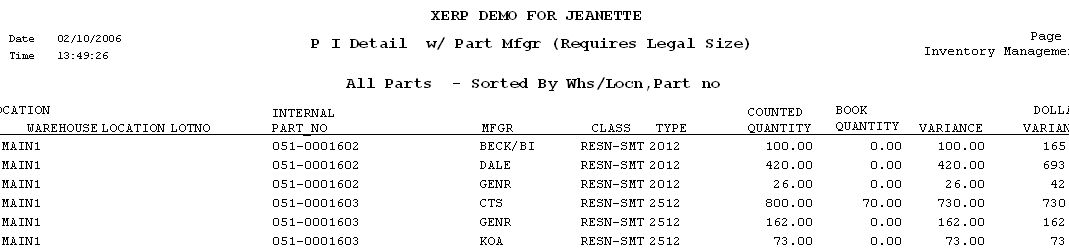
| 1.5.7. Standard Cost Adjustment |
| 1.5.7.1. Prerequisites | ||
|
After activation, "Standard Cost Rollups" access for each user must be setup in the ManEx System Security module. Users with “Supervisor Rights” will automatically have access. Note: Users MUST have special access for the "Roll Costs" button to be activated. This access is assigned through Security/User Rights.
|
| 1.5.7.2. Introduction |
This module allows the user to change the Standard Cost, labor cost, overhead cost, other costs, and user defined costs. This screen also allows a roll up of standard costs into the appropriate Bill of Materials. The user has the ability to start a new cost roll up. The roll ups go to another screen where the user can select or modify the rollup.
(This module will consider Make/Buy inventory part numbers as BUY parts and will be rolled into the Buy portion of the Std Cost Adjustment module. Phantom parts are not rolled up and calculated costs assigned. The components will remain rolled up to the next higher assembly. The system will reset all the Phantom parts to 0.00 before saving it to the inventory. The standard cost adjustment module will just use their cost to calculate Top assembly costs. When the last rollup is reached, the system will reset all phantom standard costs to zero (since they should not have a cost), and also make sure that any phantoms at the lower level has the "Use calculated cost" checked so that it gets updated in order to roll into the next level up. Because users may have numerous phantom (not make/phantom) assemblies in the system, the module will automatically check the "Use calculated cost" for every phantom assembly at each cost roll level. Once satisfied, the user can roll the costs into the inventory tables and the General Ledger journal entries will be created. The user also has the ability to level make parts. All Make parts will be leveled. After the leveling has been completed, the user has the ability to roll up Make parts. All Make parts will be rolled up. If the same part appears more than once (used at different levels of BOM's throughout the system), the BOM will be leveled and considered at the lowest level that exists within the system. The user then go to the Modifications tab where he/she can evaluate the changes, accepting or modifying them. Once the user is satisfied, the Roll Costs button can be used. All inventory tables will be updated and records will be created for the General Ledger Journal entry. Note: A high level Accounting password is required to generate the Roll up. When standard cost adjustments are created against an inventory part number that contain both regular stock and In-store stock the module will only show the delta for the regular stock on hand. The Std Cost Adjustment module will filter out the in-store warehouse qty's when updating the costs within the Cost Adjustment Release to GL screen.
|
| 1.5.7.3. Fields & Definitions |
| 1.5.7.3.1. Selection Tab |
Enter the percentage to use if the part material cost is different from the Weighted Average Price Value by Greater than or Equal to or if the assembly material cost is different from the Sum of the parts standard value by Greater than or Equal to Or Difference between Calculated and Current Greater or Equal to $
Example: if there is a $2000.00 assembly in stock, and users apply the 1% criteria, a $19.00 difference won't be brought into the matrix to be checked. On the other users enter 0%, then every single part will be included. A Minimum dollar value has been added to the Standard Cost Adjustment screen that will be used to determine whether or not an item is included in the matrix. If left blank then the percentage rules. If value entered then it becomes the criteria for inclusion in the matrix.
Check box if you "Do not want items listed with 0 inventory and no purchase history for the current year", then the standard cost will remain unchanged Check this box if you want to "Allow user to enter in the Weighted Average Variable". Once this has been checked the users can then enter in the number of the most recent Purchase Orders they wish to have included in the Weighted Average Calculation. This give the user the option to eliminate the Quick Turn buys that may throw the calculations off. User also has the option to select the part number range , class, or type, on which part(s) to process. This will complete the adjustment process faster and user will be able to maintain more accurate records and also allow the users the ability to narrow the resulting filter of the Buy parts. NOTE: The Part Number range selection is available for only BUY parts. ManEx does not offer it for MAKE parts, because the system needs to roll ALL sub assemblies up to determine the top level costs. However, in the modifications tab, it is possible to sort by part number or class, to make it easier for the user to find specific items of interest.
To roll up the Buy Parts, depress the Roll up BUY Parts button. To roll up Make Parts, depress the Roll up MAKE Parts button. To Level Make Parts depress the Level MAKE Parts button.
|
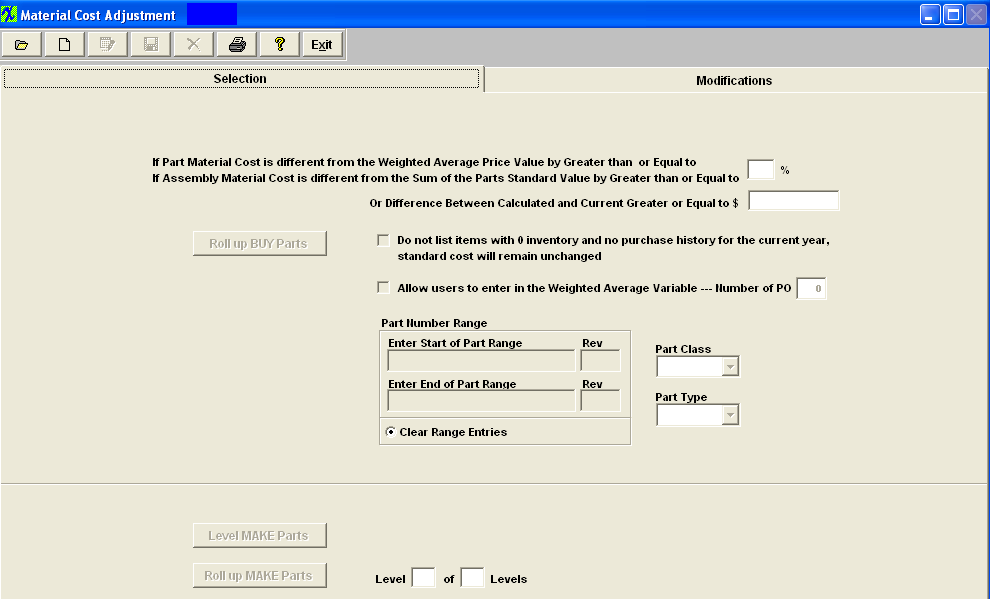
| 1.5.7.3.2. Modification Tab | |||||||||||||||||||||||||||||||||||||||||||||||||||||||
Modifications tab field definitions 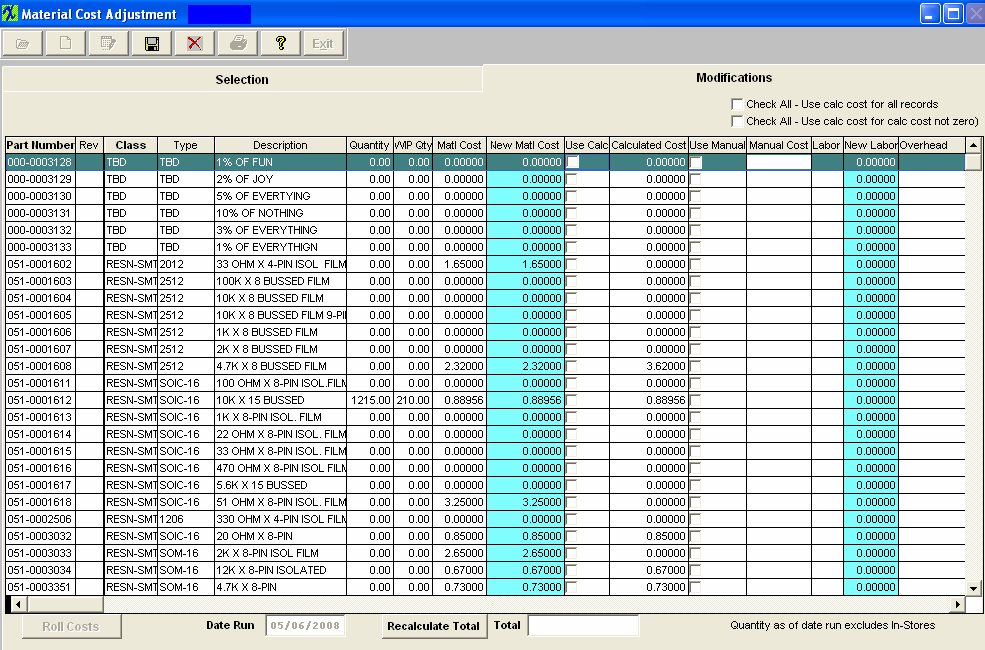
The number the user has assigned to the part within the ICM module. The revision number assigned to the Part Number within the ICM module. The classification to which the part belongs. The type within the classification to which the part number belongs. The description assigned to the Part Number within the ICM module. The quantity is the number of units currently owned. This excludes all un-purchased In-Stores Inventory. ( for explanation on In-Store Inventory See Purchasing Manual) See Article #1240 for more detail on why the system will not allow user to enter in a fraction of a number, and an alternative. This cost is defaulted in from the cost currently assigned to the part number through ICM or PO . ·Important Note - If accounting is installed: For all buy parts, the standard cost field must have data entered. If this data is missing (or wrong), the Raw Materials Inventory and the Work In Process (WIP) will be incorrect for the accounting records. All make parts which are not labor only (the customer brings you the kit and all you do is apply the labor), must have data entered in the standard cost field. Additionally, the data entered in the standard cost field for the make part must equal the sum of the Bill of Materials components.(Please refer to Bill of Materials Reports – Bill of Material With Standard Cost.) If the data is missing or wrong on a Make Part, the Work In Process, Cost of Goods Sold and Finished Goods Inventory will be wrong for the accounting records. If the sum of the Bill of Materials components does not equal the standard cost per the Item Master, a configuration variance will generate.
By moving the arrows (at the bottom of the screen) to the right the following fields are also available
|
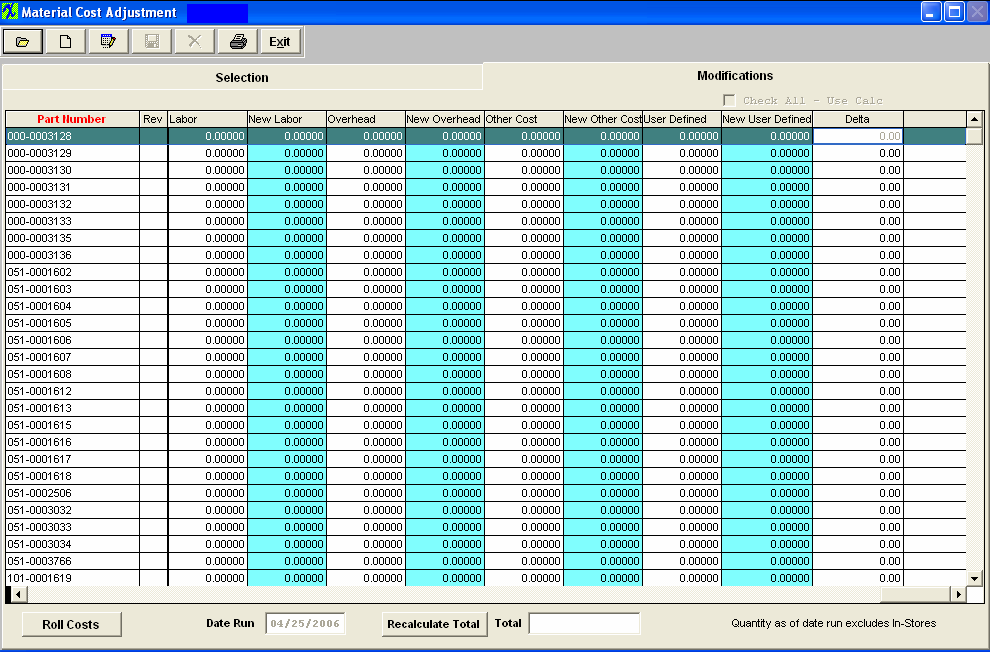


| 1.5.7.4. How To .... |
| 1.5.7.4.1. Find a Standard Cost Adjustment | ||
|
The following screen will appear:
To find a Previously created Standard Cost Adjustment where the roll costs has not yet been performed, depress the Find action button. The following selection screen will appear:
If you select to find by Buy Parts, the following screen will appear:
|
| 1.5.7.4.2. Start New Roll Cost | ||
The following screen will appear:
Depress the Add action button (Start New Cost Roll) and the folloiwng items will become enabled:
Type in the percentage to use if the part material cost is different from the Weighted Average Price Value by Greater than or Equal to or if the assembly material cost is different from the Sum of the parts standard value by Greater than or Equal to Or Difference between Calculated and Current Greater or Equal to $ Example: if there is a $2000.00 assembly in stock, and users apply the 1% criteria, a $19.00 difference won't be brought into the matrix to be checked. On the other users enter 0%, then every single part will be included. A Minimum dollar value has been added to the Standard Cost Adjustment screen that will be used to determine whether or not an item is included in the matrix. If left blank then the percentage rules. If value entered then it becomes the criteria for inclusion in the matrix.
Check box if you "Do not want items listed with 0 inventory and no purchase history for the current year", then the standard cost will remain unchanged Check this box if you want to "Allow user to enter in the Weighted Average Variable" or you can type in the number of PO(s) to include in the calculated weighted cost. User also has the option to select the part number range , class, or type, on which part(s) to process. This will complete the adjustment process faster and user will be able to maintain more accurate records and also allow the users the ability to narrow the resulting filter of the Buy parts. NOTE: The Part Number range selection is offered only for BUY parts. ManEx does not offer it for MAKE parts, because the system needs to roll ALL sub assemblies up to determine the top level costs. However, in the modifications tab, it is possible to sort by part number or class, to make it easier for the user to find specific items of interest.
NOTE: Due to the fact that inventory records flagged as MAKE/BUY can not have Work Orders generated for them. The Standard Cost Adjustment module will consider MAKE/BUY inventory part numbers as BUY parts and will be rolled into the Buy portion of the Std Cost Adjustment module. To roll up the Buy Parts, depress the Roll up BUY Parts button. Upon rolling the records the system will now consider all of the Costs, and not just the material cost. After the calculation is complete, the following message will appear:
Depress the OK button. Depressing on the Modifications tab reveals the following:
Depress the Edit button. To effect a change, click on either the Use Calc column or the Use Manual column. If you choose Use Manual column, you must also enter a new manual, labor, overhead, other, or user defined cost:
Note that the Delta column updates automatically. This is the difference between the old Standard Cost and the New Standard Cost multiplied by the Quantity. (Note: The quantity may include setup scrap and/or run scrap if the box to exclude scrap from Cost Rollup is not checked in the Kit Default Setup screen). To Re-calculate the total change (Delta), depress Recalculate Total button.The Total will update, as illustrated:
Depress the Save record action button. To Post the changes to the Standard Cost and generate the General Ledger entries, depress the Roll Costs button. The system will update the "Last Change" field (within the ICM screen) for part numbers that actually had pricing information changed within the Std Cost Adjustment. Enter your password. Note: This requires a high level accounting password. The following message will appear once the update has been completed.
Depress the OK Button.
|
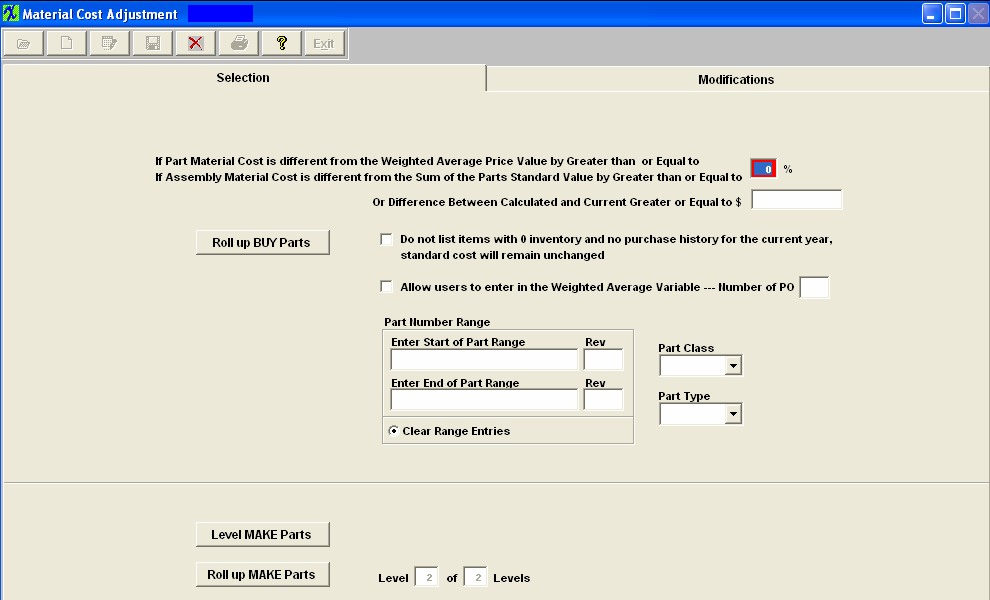

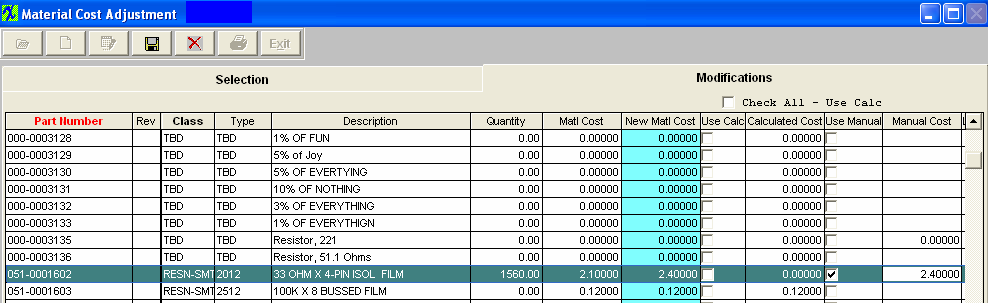
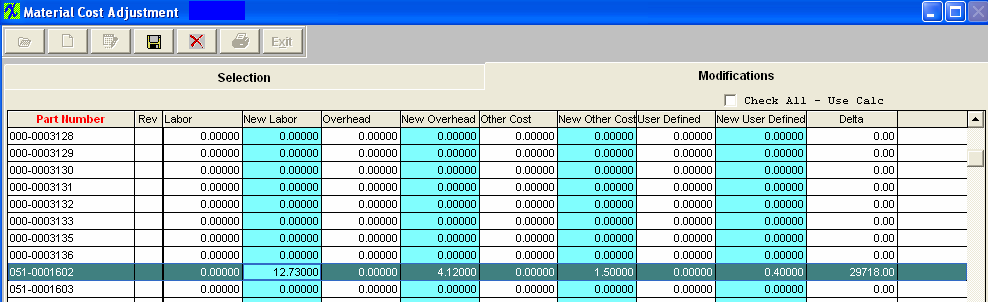
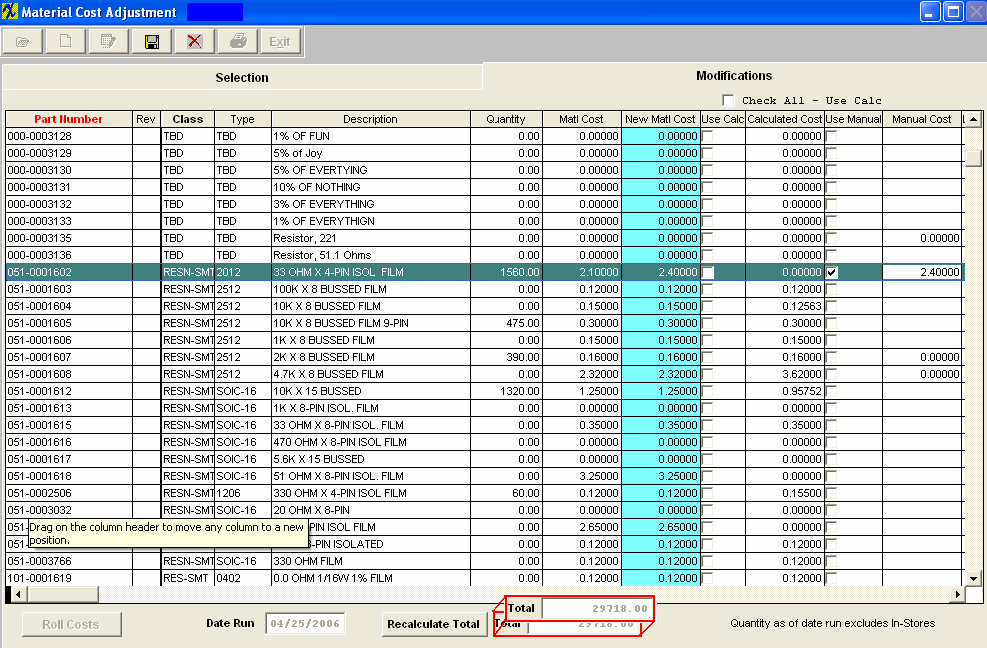

| 1.5.7.4.3. Level and Roll Up Make Parts | ||
The Level Make Parts button causes the system to find all Indented Bills of Materials. Then the system “tags” the lowest indenture. Users will NOT be able to add or edit any BOM during this process. If a user is already in the process of modifying a BOM and this process is started the user will NOT be allowed to save the changes until the leveling process is complete.
The following screen will appear:
Depress the Add Record (Start New Cost Roll) action button, enter password, then depress the Level MAKE Parts button. The following message will appear once the update has been completed.  Depress the OK Button. The following screen will appear:  The Level of Levels information automatically updated to the next level that needs to be Rolled up.
Then depress the Roll up Make Part button. The following message will appear:
Depress "Yes" to continue. If a rollup already exists the following option screen will appear:
Depress "Yes" to continue. The following message will appear:
Enter into the Modification screen, only the Level 1 of 2 Levels assemblies will be displayed (sub-assemblies, etc). Depress the Edit Record action button and select the Use Calculated or Use manual to make any changes. If Use Manual is selected then you have to enter in the Manual Cost.
Save the changes and depress the “Roll Costs” button. The following message will appear:
Depress the OK Button, then return to the Selection screen.
 The Level of Levels information automatically updated to the next level that needs to be Rolled up.
Depress the Add Record (Start New Cost Roll) action button, enter password, then depress the Roll up MAKE Parts button to roll up Level 2 of 2 Levels. Continue this process to level all indents starting with the lowest to the highest.
Once the highest level has been reached the Modufications screen will be poplulated with all the Finished Goods Inevntory parts.
 a) For the PHANTOM parts the standard cost calculated is based on their components (SUM of component's qty * component standard cost). Once the standard cost is calculated for the PHANTOM part, the cost roll up will treat the PHANTOM part as a single entity on the top assembly BOM and proceed as it was a BUY part with the std cost already entered.
b) If one of the component parts on the top level is a MAKE (not MAKE_BUY) and HAVE components assigned to it, the cost roll up will NOT include the std cost of the parts itself, it will only include the std cost of its subcomponents. c) If one of the component parts on the top level is a MAKE (not MAKE_BUY) and does NOT HAVE parts assigned to it the cost roll up will include the std cost of the part itself. d) If one of the component parts on the top level is a MAKE and MAKE_BUY the cost roll up will included the std price for the part itself and will NOT include the std costs for the subcomponents. For an example see the Word attachment <<The Std Cost of the MAKE_BUY_081211.docx>>). e) If one of the component parts on the top level is a MAKE and a Phantom/Make the cost roll up will NOT include the std price for this part because the cost roll up will include the cost of this parts components. Note: The calculated cost will only include the costs for ACTIVE parts and subassemblies as of the date of the roll up and will NOT include any parts that may have been identified as inactive either in the item master or in the obsolete date of the part on the BOM. The values displayed should be in sync with the BOM with Std Cost Report values. The following may be why the Standard Cost Roll is different from the Cost BOM Reports. a) On the costed BOM Report for a Make/Buy assembly we display the value of the BOM in the costed report, but that total is NOT used in subsequent rollups to higher levels only the standard cost is.
b) In Kit Default Setup , user can exclude scrap and setup scrap in Kitting, MRP, and Cost Rollup, this will overwrite what user check in the BOM. Therefore, if user checks "Setup Scrap" checkbox in BOM, but checks to exclude in cost roll, the costroll will not calculate setup scrap cost, but BOM will always calculate setup scrap cost if the Setup Scrap checkbox in check in BOM. |


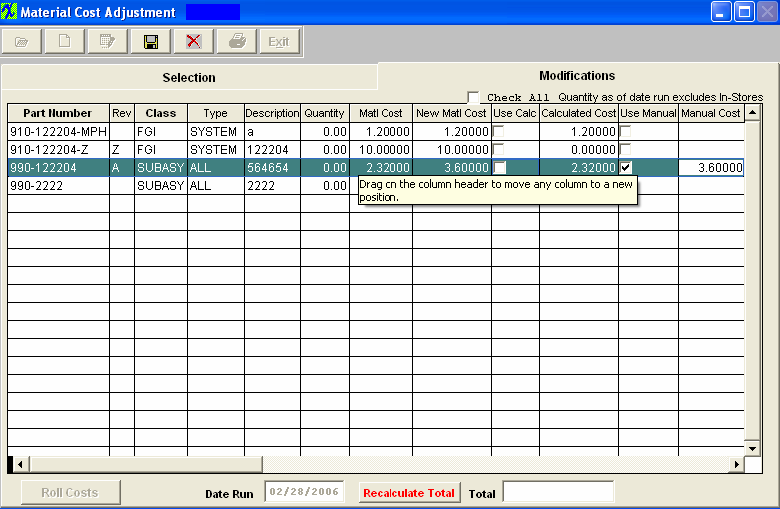

| 1.5.7.5. Std Cost Adjustment Reports | ||
To obtain the Standard Cost Adjustment report, select the Print button from the ManEx action buttons at the top of the screen.
The following screen will appear:
Standard Cost Rollup Report will print:
 Note: The calculated cost will only include the costs for ACTIVE parts and subassemblies as of the date of the roll up and will NOT include any parts that may have been identified as inactive either in the item master or in the obsolete date of the part on the BOM.
ManEx strives to make the Std Cost Rollup values be in sync with the "BOM with Std Cost" "Top Assembly Costed BOM" report and the "Indented Costed BOM" report. The following may be why the Standard Cost Roll is different from the Cost BOM Reports.
a) On the costed BOM Report for a Make/Buy assembly we display the value of the BOM in the costed report, but that total is NOT used in subsequent rollups to higher levels only the standard cost is. b) In Kit Default Setup , user can exclude scrap and setup scrap in Kitting, MRP, and Cost Rollup, this will overwrite what user check in the BOM. Therefore, if user checks "Setup Scrap" checkbox in BOM, but checks to exclude in cost roll, the costroll will not calculate setup scrap cost, but BOM will always calculate setup scrap cost if the Setup Scrap checkbox in check in BOM. |
| 1.5.7.6. FAQs - Standard Cost Adjustment |
| Facts and Questions for the Standard Cost Adjustment Module |
| 1.5.7.7. ManEx Minutes-Std Cost Adjustment |
| 1.5.8. Part Manufacturer Setup | ||
|
The following screen will appear:
Depress the Add Record action button, to add a New record. Depress the Edit action button to edit an existing record. Enter the password. Enter the Manufacturer’s Code in the box shown. (A code of up to 8 characters must be entered) The system will not allow the Mfgr Code to contain any spaces. Enter in the full Part Manufacturer Name. Depress the Save record action button to save changes, depress the Abandon changes action button to abandon changes. |