| 1. FAQ- Standard Modules |
| 1.1. FAQ for Sales Mgmt Modules |
| 1.1.1. FAQ- Sales Order Management (SO) |
| 1.1.1.1. How do I determine if an order can be shipped sooner than the scheduled due date? |
Question: What reports or screens can we view to see the material status, so we can determine whether or not we can change the Sales Order Schedule Due Date in order to ship it earlier? Answer: First check the Customer Order Status screen by customer PO and/or Sales Order number. From this screen you will be able to determine the status of any work order(s) in progress and if there are any shortages. Second you may run a Kit Material Availability W/AVL Detail (Simulation) report, by product number and revision. This report will display the Quantity on Hand and the Quantity Available for each part used on that product. Third you can check the MRP status of the product for proposed work orders and purchase orders. This will inform you if the scheduled delivery date (s) will be met. |
| 1.1.1.2. How is the SO Lead Time Calculated? |
Within the Sales Order module there is a button called “SO Lead Time.”This button will display the Longest Lead Time based on the following: Component Purchase Lead Time 12 weeks (60 days) Product Kitting Lead Time 2 days Product Production Lead Time 7 days Total Sales Order Lead Time 69 days 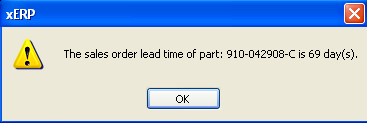 This should match the Lead Times from the Bill of Material Lead Time report. 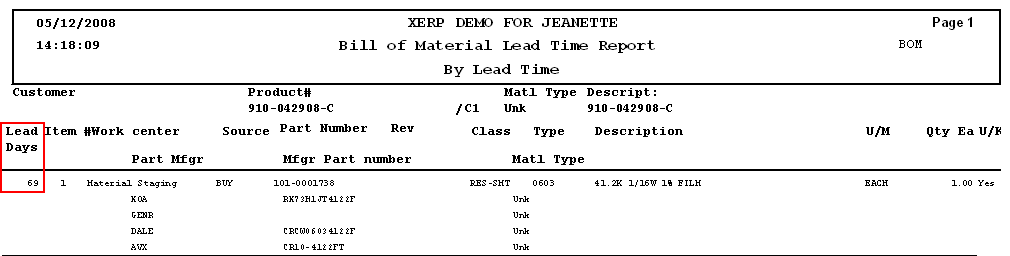
Note: The SO lead-time does NOT calculate the purchase lead-times of buy parts associated to sub assemblies. It will consider the kitting and production lead-times of the make part itself along with any buy components on the top level assembly in calculating the longest lead-time. The system assumes that the sub-assembly is complete at the time your kitting it for the top assembly.
|
| 1.1.1.3. Where Are The Seven Price List Cost Catagories And Sales Types Setup? |
The seven Cost Categories are setup in the Sales Type & Price Itemization module and are typically: Material Cost, Assembly Labor, Documentation, Overhead Burden, Rush Premium, NRE Amortization, and NRE One Time Chg. Price List information is is displayed in the Sales Price List Information screen. |
| 1.1.1.4. Reports |
Can a Crystal Report be used to show Cost Category information not available in MANEX reports?
In the RMA module, there are no reports for RMA back logs. The RMAs should be showing up on the back log report with a negative number for the returns due back and a positive number for the shipments due out. |
| 1.1.2. FAQ - RMA Mgmt Module |
| 1.1.2.1. How do I Create an RMA to Refund the Customer their Money rather than Fixing and Returning the Product? |
|
| 1.1.2.2. How Do I Handle the Shipping Cost on a Returned Item? |
How do I handle the Shipping Cost that the Customer Paid to Return the Board??? We sold 100 boards @ 62.00 each. (No Shipping Cost on Invoice) Problem: Customer returned one of the boards and took credit for the cost of the board which was $62.00 + $7.49 for the shipping cost that the customer paid to return the board (which was not part of the original Invoice) = $69.49 Resolution: Create a Standard RMA for the Cost of the board $62.00 and since the shipping was not part of the invoice you will NOT be able to included that cost on the RMA, so you will then need to Create a General Credit Memo for the shipping cost of $7.49 and then use that CM in the AR Offset module to apply against the Invoice.
|
| 1.1.2.3. How Does Processing an RMA with $$ Amount affect the GL? |
Q. - How does Processing an RMA with $$ amounts affect the GL?
A. - The user may enter full price for both the return and re-work. The Prints Screens attached below <<RMA_With_$$$.docx>> displays the basic procedure followed for processing an RMA through the system where both of the items have a $$ associated with them and how it affects the GL accounts.
|
| 1.1.2.4. How Does Processing an RMA with no $$ amount affect the GL? |
Q. - How does Processing an RMA with $$ amounts affect the GL? A. -A. - The user may enter zero for both the return and re-work. The Prints Screens attached below <<RMA_Without_$$$.docx>> displays the basic procedure followed for processing an RMA through the system where both of the items DO NOT have $$ associated with them and how it affects the GL accounts. |
| 1.1.2.5. Why is FGI credited and WIP debited when an RMA is received? |
Q - Why is FGI credited and WIP debited when an RMA is received?
A - When an RMA is received, it is first received to inventory, then issued to the RMA as some kind of credit is issued to the customer, depending on the amount entered in the RMA module. The Credit Memo is automatically created, accounting may be notified automatically that it was created, and they approve the transaction. Additionally, WIP is debited, because the material is NOT consigned, but valued inventory.
|
| 1.1.2.6. How does an RMA impact MRP? |
How does an RMA impact MRP?
If the user enters a scheduled delivery for both the returning item(s) (a minus quantity, those coming back to the user) and the reship items (a positive quantity, returning the items to the customer) on the RMA. MRP will display a demand for a Rework Firm Order for their replacements, to satisfy the return to customer requirements based off the scheduled delivery date entered in the RMA. Note: When the RMA Receiver is created the Work Order due dates are generated automatically based on the date the RMA was created. This date may need to be reviewed and adjusted to match the RMA reshipment date. MRP will NOT instruct you to reschedule a rework firm work order, so it is important to make sure these two dates match.
RMA's will NOT drive MRP:
If the RMA only has the return to User, (a minus quantity), but not a return to the customer(a positive quantity), then the product will become available for other orders, if it makes it to FGI. If the user scraps it in this case, there is NO impact to MRP, as there is no requirement to replace the items. If there are other requirements for the same item, however, then MRP will use the rework order as a source for additional demands.
There would be no reason to create an RMA to ship only, without the return to our user. We would call that a Sales Order. Which would be visible anywhere. The Word attachment <<RMA Orders Affect MRP.docx>> will display how MRP works if the RMA's are properly processed through the system.
|
| 1.1.3. FAQ - Customer Information |
| 1.1.3.1. What is the Credit Limit Restrictions based on? |
Question: What is the Credit Limit Restrictions based on? Answer: The Credit Limit check takes place within the Packing List. The program gets the total Accounts Receivable (AR Aging) + Not Posted Invoice (invoice not printed out of the Admin/Invoice module) + Open SO Amounts. Compares it to the Credit Limit setup in the Customer Information module. This is based on having the "Include Open Orders for Credit Approvals for Shipping" option checked, (within the Print PL/Invoice setup module) (if you do not want to include open Sales Orders you would want to uncheck this option) and the "Enforce Credit Limit at Shipment" option checked, (within the Sales-A/R setup module)(uncheck this option if you do not want to Enforce the Credit Limit at Shipment). You also have the ability, to authorize a user to approve the credit limit exceed message or not (within the Security module, Packing List option screen). Make sure that these options are marked properly to get the results you are expecting. |
| 1.1.4. FAQ- Quote Management (QOT) |
| 1.1.4.1. QOT Total Part Demands Question | |||||||
|
| 1.2. FAQ for Inventory Mgmt Modules |
| 1.2.1. FAQ- Inventory Control Management (ICM) |
| 1.2.1.1. Can ManEx Value Raw Material based off of the Purchase Price versus Std Cost? |
Q. Can ManEx Value Raw Material based off of the Purchase Price versus Std Cost? A. Our system operates on a “Standard Cost Basis” (SCB). This means that the value of inventory does not fluctuate based on the purchase price, and that users do not have to use FIFO (First In, First Out) inventory management for financial reasons. (They may wish to because of other considerations, such as shelf life.) Because of SCB, we necessarily utilize Purchase Price Variance (PPV) to account for the difference between the SCB value and the actual purchase cost. This measure also helps companies set their standard cost, based on a review of the PPV for given components. Once a reasonable standard cost is established, then the Purchasing department has metrics through the PPV reports to determine whether or not they are improving on price negotiations, or are unable to attain the standard cost. Purchasing departments with a positive PPV are contributing to the bottom line of the company. Because of this, Purchasing will tend to navigate standard costs to the higher side of average. With correct Standard Costs, Marketing Department can better control their margins. And Marketing will tend to drive standard costs to the lower side of average, thus improving their margins. ManEx does not have a direct provision for assessing current inventory based on purchase price. An approximation could be offered by combining the PPV of the last month with the on-hand inventory value. This is an approximation, because there may be old and/or obsolete inventory which was received at a significant PPV, and would not be accurately valued considering only the standard cost. But there is provision within ManEx to account for inventory based on purchase price. It involves the utilization of the Project module. All inventory in which the company may wish to evaluate based on the purchase price would have to be allocated to a project at the time of purchase. When this is done, the purchasing information for the components bought against a project is retained. It can be recovered through the use of reports in the Project Module. The job costing module will also identify the purchase price information for components allocated to a job or work order. Another method of tracking original costs is by using Lot Tracking. When Lot Tracking is used, the purchase information is retained with the Lot Information. A report may then be generated to report the original pricing of lot tracked material in inventory. While these two methods are currently available, a third is in development. When we complete the IPKey development, and of the company elects to use the IPKey tracking, we will be able to create reports that will identify the purchase price of all inventory, although it will not be the book value of inventory. |
| 1.2.1.2. Can a "Netable" part be excluded from MRP? |
The term "Netable" applies to parts that may be considered as supply to meet MRP demands. You cannot have a "Netable" part that is excluded by MRP. In order to differentiate between inventory with an AVL with the same MPN, but one is RoHS compliant and the other not, we recommend that the user establishes a warehouse with a "noncompliant" location. Making that location non-nettable will prevent MRP from considering the part as available, but still allow usage of the part in kitting. In order to do that, we have added the "Allow use of Non-netable Warehouse Locations" feature to the Kit Default Setup screen, this allows the user to choose whether or not non-nettable material may be used in the kit lists (except for MRB warehouses, which can never be used without disposition). Any parts in the MRB warehouse are deemed questionable until the parts are validated and returned to a normal warehouse. So they will NOT be considered by MRP. Also keep in mind you cannot ship form a non-netable location.
|
| 1.2.1.3. Can the Part Souce be changed from MAKE to Make/Buy on a Product? |
Q. Can the Part Souce be changed from MAKE to Make/Buy on a Product?
A. Yes, the Part Source can be changed from MAKE to Make/Buy on a Product. If the product is set as a MAKE part in the system and user edits the record and checks the Make/Buy, the program will search for any open Sales Order line items for that MAKE part.
 If found, the system will check if more than one MPN and location is assigned to the part. If only one MPN/Location is assigned the system will just modify data within the tables, if more than one location exists, the system will open a screen where user can select multiple Sales Orders in the grid and select which MPN/Location they want to assign to those SO's. 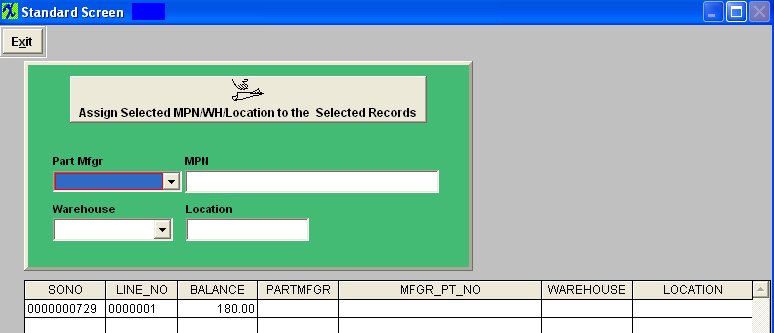 The system will also check that the MAKE part has no Work Orders that are Firm Planned or Kitted. If there are such Work Orders the system will prompt a warning message and let the user decide if they want to continue with the changes. 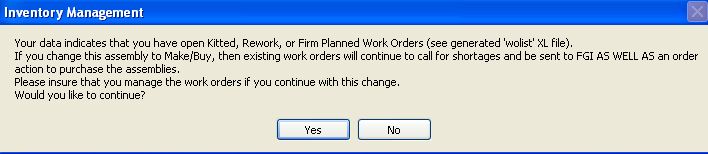 |
| 1.2.1.4. Can I return Transferred Stock back to the Instore Location? |
Question - What if a user accidentally transferred inventory from an instore location to the main warehouse. The user was supposed to issue 1 pc rather than all 250, however they transferred all 250 to the main warehouse. How can I transfer the extra 249 pcs back to the instore location.
Answer - As soon as you transfer the stock out of the In-Store location into the MAIN1 warehouse – the system automatically has the records ready to go for creating the In-Store Purchase Order. As soon as the user takes them out of the In-Store location the system assumes that they have been consumed and that you need to pay the Supplier for those items. You can NOT simply return them back to In-Store location because of a human error. There is two options:
Option 1 - if you choose to pay the supplier ahead of schedule - generate the IPS PO. Option 2 - If you do NOT choose to pay the supplier ahead of schedule and want to wash out the transfer, here is what we would suggest to do:
|
| 1.2.1.5. Can I clear 0.00 qty MRB locations? Utility available. |
These type of records are supposed to be cleared automatically after the PO DMR has been processed out of the system, but on ocassion that they do not clear, you can use this utility. It will go through and find any MRB location that is open on screen with 0.00 qty on hand and clear them from the screen.
Please be sure to follow the procedure below to install this program. It is highly recommended that you follow this procedure on your TEST system first before applying it against your Live ManEx System. 1.) Create a Backup of your Live ManEx System
2.) Extract { clear0mrb.ixe } into the ManEx Root Directory 3.) Change the file name extension from ixe to exe
4.) Run the Executable
5.) Verify the Results
6.) Remove { clear0mrb.exe } from the ManEx Root Directory
Once satisfied with the results in your test system, you may proceed with your Live ManEx System. |
| 1.2.1.6. Can I clear 0.00 qty WO-WIP locations? Utility available. |
These type of records are supposed to be cleared automatically after the WO-WIP has been processed out of the kits but on ocassion that they do not clear, you can use this utility. It will go through and find any WO-WIP location that is open on screen with 0.00 qty on hand and clear them from the screen.
Please be sure to follow the procedure below to install this program. It is highly recommended that you follow this procedure on your TEST system first before applying it against your Live ManEx System. 1.) Create a Backup of your Live ManEx System
2.) Extract { clearwowip9.ixe } into the ManEx Root Directory 3.) Change the file name extension from ixe to exe
4.) Run the Executable
5.) Verify the Results
6.) Remove { clearwowip9.exe } from the ManEx Root Directory
Once satisfied with the results in your test system, you may proceed with your Live ManEx System. |
| 1.2.1.7. Can Users Print Component Labels to help Shop Floor Locate and Identify Parts? |
Can Users Print Component Labels to help Shop Floor Locate and Identify Parts?
Yes, Manex has the ability to print bag labels and box labels for parts and work orders. |
| 1.2.1.8. Do Users Create Separate Part Masters for Components not Interchangeable in Both Directions? |
Do Users Create Separate Part Masters for Components not Interchangeable in Both Directions? Some users create different part numbers for the same part, but used by different customers. Others take advantage the ability in Manex to identify AVL requirements by specific customers without creating multiple sets of part numbers for the same part. This has the advantage of having all requirements under one part number, and avoiding excess inventory because of the likelihood that some of the part numbers will be forgotten when they could be used for a new requirement. There is also provision for a customer to eliminate a specific AVL for a part associated with a specific assembly. |
| 1.2.1.9. Do Users put the Revision Level in the Description or do they use the Revision Field? |
Do Users put the Revision Level in the Description or do they use the Revision Field?
ManEx encourages users to take full advantage of the nomenclature provided. The CLASS field, of 8 characters, is used for the top level of a part class, e.g. resistor, capacitor, etc. The TYPE field, also 8 characters, is used for a subset of the class. The PART NUMBER field, of 25 characters, is specific to a specific set of parameters for a part class and type. And the REVISION, of 4 characters allows for distinctions between revisions of the same part numbers. So fully utilized, there are a total of 45 characters to precisely descript an inventory part. There are a variety of additional fields to identify specific characteristics of a given part, such as the source, the material type, and several different cost structures. |
| 1.2.1.10. Does the ABC Calculation Consider Leadtime? |
Q. Does the ABC Calculation consider Leadtime?
A. Yes, the ABC calculation does consider leadtime, but it is only the leadtime entered in the ABC code setup that is considered. The Dock to Stock is also used in the MRP calculations as part of the leadtime to get parts to the stockroom. There are three approaches to establishing ABC codes. The FIRST is Manual where there is no calculation involved. Whatever the user selects at the time an item is added to inventory (or anytime thereafter) will be the ABC code, and it won't be changed. The SECOND approach is to calculate the ABC codes based on inventory value AND usage. The Usage is also calculated in the ABC code setup and works like this: The usage is based on how much material is issued to the kits, or out of the stockroom, and it checks the data for the last 30 days. So the first time the calculation is done, the total amount of issues are gathered, and become the usage for the last 30 days, and become the estimated usage. This number is multiplied by 12 and assigned as the EAU (Estimated Annual Usage). The NEXT month, the calculation is repeated. Only this time, if the user wishes, the data can be averaged with the previous months calculation to give a two month picture of usage. This is done by giving the second calculation a weight of 50% (2 months). The two months are averaged, and extended by 12 to establish a new EAU. In the third month, the process is repeated, except that the weighted would not be 33%, to average three months. The user can decide if they want to stop at a three-month rolling average, and use 30% each month thereafter, or go for a four-month rolling average and keep it at 25%. Or, if the user has an unusual month, they can change the weighted for that month up or down, depending on whether it was a good or bad month. The THIRD approach is to calculate the ABC codes based on inventory value at the time of the calculation. This is done by extending the cost of all inventory items into a list, with the highest value at the top of the list. The part at the top of the list might be Large PCB, with only one in stock valued at $1,000,000. Or it could be a Small PCB, with 100,000 in stock valued at $10 each. It is the extension of the value that is sorted by the highest number first. The total value of all of the stock is then calculated. In the setup, if the "$ On Hand" is selected, each ABC code must be assigned a percentage, and the total of the percentages assigned to each code must total 100%. Typically, A codes are assigned around 80%, B codes are 15% , and C codes are 5%, but each User can make their own choices. Then the inventory list ordered by the highest value is examined and the first 80% (cumulative) are assigned A codes, the next 15% assigned B codes, and the last 5% assigned C Codes. The codes are then reviewed again, to see if there are any long leadtime conditions attached to the ABC codes. If there are, the code may be increased (towards A) depending on the leadtime entered in the setup for the code. The reason for this is that some users may wish to count very long leadtime items more frequently than the ABC code would suggest. You may have a $0.25 part that would normally be a C code, but has a 26 week leadtime. So you would want to keep a closer eye on that part, because it would not be good to have everything but a $0.25 part to build an assembly. So the ABC code would be increased to B or A (depending on the ABC setup) so the part is counted more frequently than it would if it stayed a C code part. In ManEx, we allow more than the standard ABC codes, so it the user wanted a finer cut at the distribution, they could have up to 26 ABC codes if they had a need, and all of this would still apply. Once the EAU is calculated, the EAU is used to extend the inventory value of each item, and the stacked values are assigned ABC codes as described in the THIRD approach. The leatime consideratiion also is applied after that. |
| 1.2.1.11. How Inventory, BOM's and AVL's are Connected |
| 1.2.1.12. How do Users Handle Passive Components as far as Inventory Control, Issuing Full Reels, Floor Stock, Order Point vs MRP Actions? |
|
How do Users Handle Passive Components as far as Inventory Control, Issuing Full Reels, Floor Stock, Order Point vs MRP Actions? ManEx allows the issuance of partial or full reels to work orders. The amount actually needed for the work order is calculated, and the remainder of the reel is available for MRP and subsequent work orders, even though the reel is in WIP. We call it Work Order WIP, or WOWIP. Additional work order may have the same parts kitted directly from WOWIP to a new work order. Additionally, some companies simply issue a full reel to an inventory warehouse called floor stock, for the inexpensive items. In turn, the same items are marked "do not kit" so that the stockroom doesn't have to create a transaction. The operators simply grab a reel, and return the remainder to the floor stock after the kit is completed. This necessitates updating or reordering floor stock as the supplies are depleted.
|
| 1.2.1.13. How do Users Handle Issues by Manfacturing Part Number when they are Under the Same Internal PN? |
How do Users Handle Issues by Manufacturing Part Number when they are Under the Same Internal PN?
ManEx provides for multiple identifications of manufacturer part numbers for a given part. The user has the option to manage in any way they see fit. |
| 1.2.1.14. How do Users Cope with Substitutions of Passives with Tighter Tolerance and/or Higher Voltages? |
How do Users Cope with Substitutions of Passives with Tighter Tolerance and/or Higher Voltages?
Generally, a different ManEx part number is assigned for specific tolerances, as they are for different values and parameters. Sometimes users will use the ANTI-AVL to exclude some manufacturer from a BOM which is engineered with marginal tolerances. |
| 1.2.1.15. How does Pull-in Push-out days affect MRP? |
Question - How does Pull-in Push-out days affect MRP? Answer - Pull-in/Push-out uses the order policy, demand due date, demand quantity, minimum order qty, and safety stock to determine if an existing order needs to be rescheduled and/or have the qty adjusted when the demand date changes. It does not allow for grouping orders outside the order policy setting, or produce more than is needed for a specific demand (over the min order quantities or safety stock).
For example: If the order policy is set to daily, and the existing work order is setup to meet a monthly demand, the user will get an action message to adjust the work order according to a daily grouping of the demand (reduce the existing wo qty and create new wo(s) as needed). In the same scenario, if the order policy was changed to monthly, then the single work order should not be affected. If the user wants to maintain an order policy that is NOT consistent with their desired grouping, they must either firm plan the order, or create a separate Work Order for each demand grouping. The latter would result in multiple Work Order’s due on the same day with a qty set for each demand’s required qty rather than one Work Order on that day for the total demand. |
| 1.2.1.16. How does the Cycle Counting affect ICM Records? |
The approach to cycle counting is based on the ABC codes setup with the System setup. No matter how the ABC codes are assigned, they are used for the cycle count the same way. When the cycle count button is activated, these events take place:
For example, lets say that A parts have a 30 day cycle, B parts a 90 day cycle and C parts a 180 day cycle. Let's say there are 500 A parts, 2,000 B parts, and 15,000 C parts.
|
| 1.2.1.17. How does the "Disallow this Part from Purchase" affect MRP? |
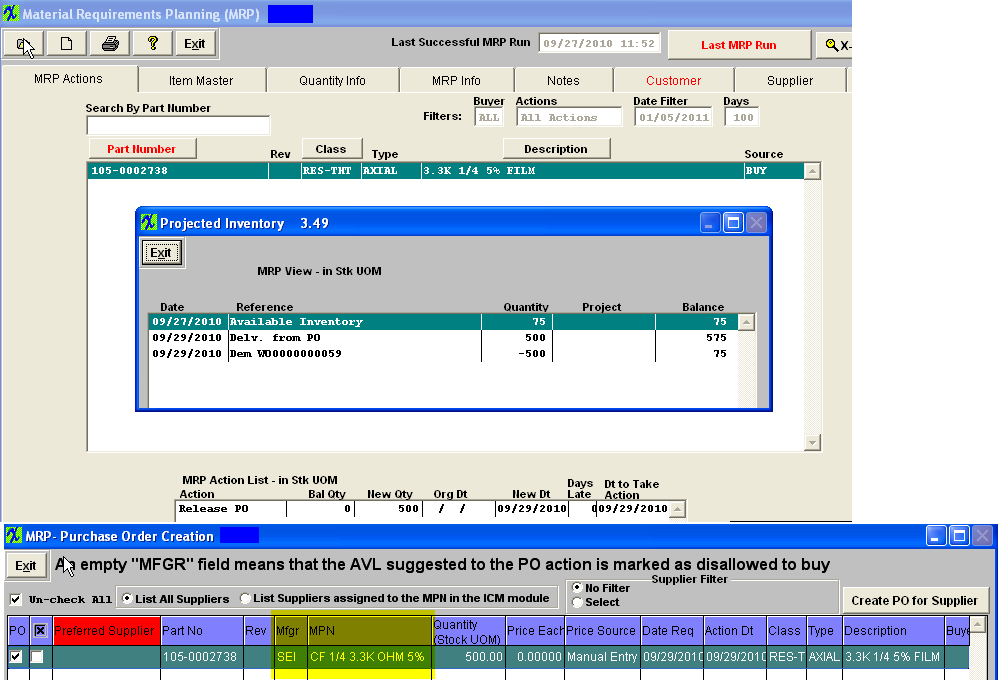
Q. How does the "Disallow this Part from Purchase and Kitting" affect MRP?
A. If the AVL suggested to the PO action is flagged as "Disallow this Part from Purchase and Kitting" on the Internal Side and either does NOT exist on the customer side or is NOT flagged on the Customer side.
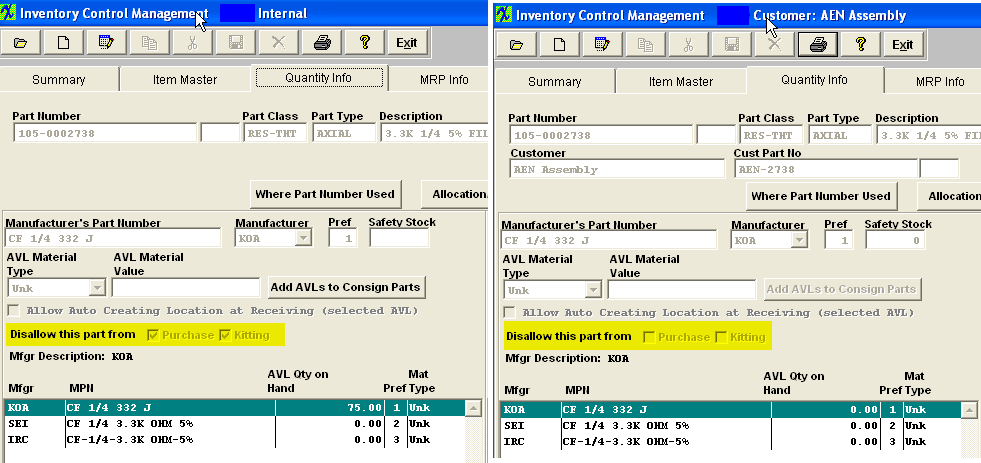 The system WILL use the qty on hand and MRP WILL give Release PO actions if there is a need for the part and the part WILL be displayed on the Create PO screen with the Mfgr and MPN fields blank. (as displayed in the print screens below) This should flag the user to further investigate and see that it is flagged as "Disallow this Part from Purchase" and that they will need to either remove the flag from the approved AVL or add additional AVL's to ful-fill the demands. Notice at the top of the "Create PO" screen there is a note that explains what the empty "MFGR" field means. 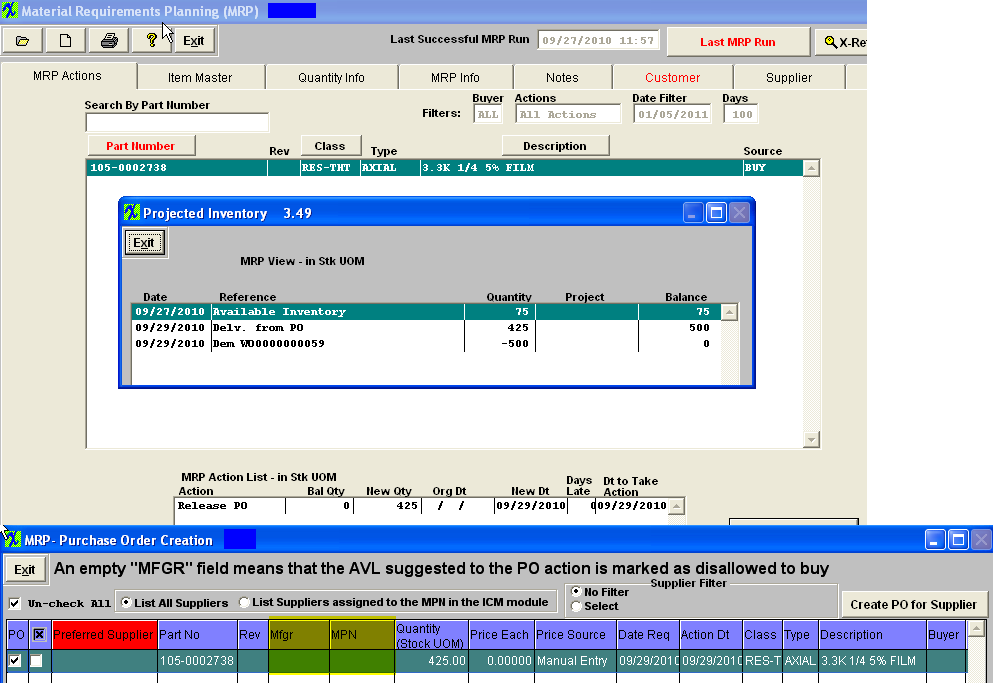 If the BOM is assigned to a customer and the AVL exists on the consigned side then the user MUST also check the "Disallow this Part from Purchase and/or Kitting" checkboxes on the consigned side.
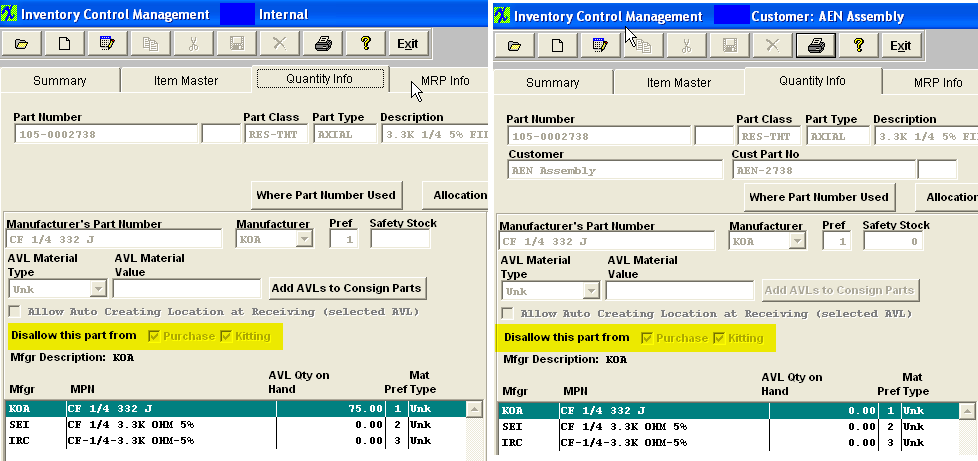 The system WILL NOT use the qty on hand and MRP WILL give Release PO actions if there is a need for the part for the next approved AVL on the Create PO screen. (as displayed in the print screens below)
 |
| 1.2.1.18. How the Manex Automatic Part Numbering System is Setup to Operate. |
The part numbers are not intelligent(outside of ManEx they have no meaning). Without the software to provide complete information, it is just a number. The main concern when creating a part number is not to ensure a sequential part numbering by class, but rather the ability to track additional information (AVL, on hand qty, where used, standard cost, etc) by one internal part number. Because of this, the actual number doesn't really matter as long as the system knows which additional information to attach to the internal part number. This is why ManEx works as well with a manually created number as with an auto-generated number. If you use auto-numbering, the numbers can be arranged on the shelf in ascending order (even if there are gaps between the numbers). The auto-numbering in ManEx simplifies the part number creation process and provides a count of the total parts in your system (141-0001000 to the 1000th part loaded). Additionally, it is common in this industry to add new parts and obsolete old parts as the customer base changes and grows over time. Even if the parts were setup sequentially by class and type, as you suggetsed, they would eventually have gaps in the numbers as old parts are made obsolete. There is a no way to prevent this and it is not worth your time to fix it after it has occurred. Not having all parts numbered sequentially by class and type does not affect the quality of the information provided. Users are able to purchase, track inventory, and kit all parts by part number. ManEx will still accurately maintain all important information by part, by customer, and by BoM. If is absolutely critical to have all parts by class and type sequentially numbered. Users do have the option of manually creating the part numbers. This will allow you to use any part numbering method. Go to the Number System module to Setup "Auto" or "Manual" numbering. Note: With the auto-numbering setup the way it is you can have 10 million parts in your system. |
| 1.2.1.19. How the Inventory Control AVL Pref Code Works |
| In response to some of the questions/misunderstandings from our customers we had determined that the Preference Order assigned through the Inventory Control Module to the AVL's might be confusing. Some of the users were considering "0" as the lowest and "1" as the highest. Preference order is a numeric field and the system considers "0" as the highest Preference then 1, 2, 3, . . . . . The Pref that is assigned to the AVL's will dictate how other modules within the system (MRP, Purchasing, Kitting, Allocation) determine what is suggested or defaulted into the screens. The system used to default in all AVLs with the Pref "0" now as a result of some customers considering "0" as the lowest we have made changes to the code so now the system will default all new AVL's to Pref of "99". If all locations are equal to "99" then the system will consider them in alpha order. But as soon as a user assigns 1, 2, 3 then they will be properly considered in that order throughout the system. Note: If the part is on a Customer BOM and assigned to that Customer then the Preference's from the Customer part number will dictate how other modules within the system (MRP, Purchasing, Kitting, Allocations) determine what is suggested or defaulted into the screens. The 8.1 Update will automatically go through the system upon running the program and look for any "Blank" or "0" Pref and default them to "99". |
| 1.2.1.20. How is the EAU(Estimated Annual Usage) Calculated? |
The Estimated Annual Usage (EAU) is calculated by taking the most recent 30 days of issues to kits, and multiplying that by 12 (months). WHen the user first begins using the EAU, the factor shoudl be 100%, meaning that the full 30 days is used to extend to an annual quantity. If the month following (after another 30 days of experience), running the EAU again will weight the second run against the first run. So the factor for the second run should be 50% (or the equivalent of a 60 day average). In the third month, (after a total of 90 days of data), the factor would be 33%, thus averaging out all three months and extending that average for a year's period. If the user wished to maintain a rolling 3 month average, then the following months would also be 33%. A 4 month rolling average would be obtained if the user entered 25% on each subsequent month. Another consideration is that if the user just finished a really big month, with record consumption (an presumably sales), and doesn't want the blip to cause excessive forecasted EAU, they might enter a 20% factor instead of 25% or 33%. On the other hand, if the user has a very slow month, and doesn't expect it to continue, they might want to give a higher rating to that month, say 35% instead of 25% or 33%. This would have the effect of not understating the expected EAU.
|
| 1.2.1.21. How to "Disallow this Part from Purchasing/Kitting" if there is more than one customer that uses the same MPN. |
Question: If I have more than one customer that uses the same MPN, how do I "Disallow Part from Purchasing/Kitting" for only one of the customers? Answer: If the part is listed on the BOM as a customer/consigned item then it is controlled by the "Disallow Part from Purchase/Kitting" option within the Customer Level of Inventory Control Management. If the part is a BUY part on BOM(s) for different customers the Kitting module is controlled by the "Disallow Part from Purchase/Kitting" option within the Inventory Control Management module Since it is BUY on the BOM the system is looking at the BUY settings. For further detail see Article #3211 . For Buy parts that are used for multiple customers we recommend that you un-check that AVL so it is no longer approved at the BOM's level for that product. |
| 1.2.1.22. How can I Identify all Duplicate MPNs in my System? |
Q: How can I Identify all Duplicate MPNs in my System?
A: There are many utilities to identify all internal parts that use a selected MPN. However, if you want a master list of all parts so that you can review and delete any that are not needed, below is a simple set of instructions you can follow: 1. exported the Parts List by Manufacturer & Mfgr Part Number report to excel (accessible from Inventory Control)
2. delete all non-BUY parts 3. move the MPN column before the part number column
4. sort by MPN, then by internal part number
5. delete uniq_key column data and replace with formula (use the attached spreadsheet to see our example of the formula used)
6. add conditional formatting to highlight each part number change
7. filter out blanks in column with formula
This creates an easy to read list of all MPNs used more than once under different internal part numbers.
Once the data is in SQL, they can use this view to show all buy MPNs that are used on more than one internal part number.
SELECT TOP (100) PERCENT LIST.MFGR_PT_NO, INV.PART_NO, INV.REVISION, INV.PART_CLASS, INV.PART_TYPE, INV.DESCRIPT
FROM (SELECT MFGR_PT_NO
FROM (SELECT TOP (100) PERCENT MPN1.UNIQ_KEY, MPN1.MFGR_PT_NO
FROM dbo.INVTMFHD AS MPN1 INNER JOIN dbo.INVENTOR AS INV1 ON MPN1.UNIQ_KEY = INV1.UNIQ_KEY
WHERE (INV1.PART_SOURC = 'BUY')
GROUP BY MPN1.MFGR_PT_NO, MPN1.UNIQ_KEY
HAVING (MPN1.MFGR_PT_NO <> '')) AS L1
GROUP BY MFGR_PT_NO
HAVING (COUNT(MFGR_PT_NO) > 1)) AS LIST INNER JOIN dbo.INVTMFHD AS MFG ON LIST.MFGR_PT_NO = MFG.MFGR_PT_NO INNER JOIN dbo.INVENTOR AS INV ON MFG.UNIQ_KEY = INV.UNIQ_KEY
GROUP BY LIST.MFGR_PT_NO, INV.PART_NO, INV.REVISION, INV.PART_CLASS, INV.PART_TYPE, INV.DESCRIPT
ORDER BY LIST.MFGR_PT_NO, INV.PART_NO
|
| 1.2.1.23. How can ManEx help me in Eliminating Attrition and Scrap? |
Q. How can ManEx help me in Eliminating Attrition and Scrap?
ManEx has several standard and optional features designed to simplify the process of identifying, tracking, and eliminating attrition and scrap. .
In Process Upgrades
|
| 1.2.1.24. How can ManEx help me Streamline Inventory Tracking & Control? |
Q. How can ManEx help me Streamline Inventory Tracking & Control?
ManEx was designed from the ground up for electronic contract manufacturing. As a result, no other system fulfills the needs better. ManEx has many standard and optional modules designed to streamline inventory tracking and control.
|
| 1.2.1.25. Inventory PN/Consigned PN/Supplier PN Relationship |
The main information for an item master (Internal part) is contained in the INVENTOR table. For every AVL that is added to the part, a record is created in the INVTMFHD table. The AVL is linked to the item master by the field Uniq_key in each table. When an inventory warehouse/location is added to an AVL, another record is added to the INVTMFGR table. The Warehouse information is linked to the AVL information by the Uniqmfgrhd field. When a User adds a customer part number to an item master (internal part), an additional record is added to the INVENTOR table. This record contains the same information as the internal part, but with a DIFFERENT Uniq_key, and is identified with a Part_sourc field as CONSG, and includes the customer part number and revision. This additional record is used both for consigned information and to identify the customer part number by customer. It is linked to the internal part through the Int_uniq field, which contains the internal uniq_key associated with the customer part. When the customer part number is added, the AVLs and Locations are also duplicated in the INVTMFHD and INVTMFGR tables, in the same linking as described for the internal parts. When a supplier part number is added to the table INVTMFSP. There the supplier information is contained as well as the supplier part number. Because it is linked specific to an AVL, it is linked by the Uniqmfgrhd field to the INVTMFHD table, in similar fashion as the INVTMFGR table. Diagrammatically, it could be described as: INVENTOR . . . . . . . . . . . . . . . . . Item Master So there will be one set of these for every internal part number, and may be multiple sets of the same information for different customer part numbers. |
| 1.2.1.26. System Detects no Quantity found in inventory or some quantity but is from a different part manufacture! Transaction will be cancelled. | |||||||
|

| 1.2.1.27. What would cause records to be pulled into the Update kit screen? |
Question: User had made a few changes to the BOM through the Bill of Material Module and then went into the Kit module and depressed the update kit button. A large number of items appear to be dispositioned and issued to the kit for items that had no qty changes, etc. . . Answer: One of the possible reasons could be the fact that the user went through and changed the assigned workcenter on the BOM. So when the update kit checks the existing kit to the new BOM changes it sees all of the Workcenter changes and bring them in for disposition. If the kit was pulled while the BOM Workcenter was STAG then the user edits the WC on the BOM to Final Inspection, when the update kit button is depressed that item will be pulled into the screen for disposition. |
| 1.2.1.28. What the Message "There are no Valid Inventory Locations for this part for this Type of Transaction" means. |
 This message is a general message user gets when the program can not find any warehouse/location for this part number. The program checks much more than just the part is locked in cycle count or physical inventory. It also filters out "MRB" warehouse(for receiving), can not be "WIP" or "WO-WIP", can not be marked as "deleted", apply instore criteria.... It all checks in one or few SQL commands, it filters out all records that don't meet the criteria. If all records are filtered out, then user will get this message. |
| 1.2.1.29. Why are the Inventory Transaction Detail Log Reports not displaying the correct WHSE for the original receipt? |
Inventory Transaction Detail Log Report & Log Report with Balance does not display the original whse on the first receipt. This is due to the fact that the DMR module will require a Receivier record to be selected, and the original accept information on that receipt is then changed to reflect the most recent Reject records saved. The Trans Log numbers will be correct, but the original receipt whse info will be changed to reflect current.
Please see attachments PO Ex 1 & PO Ex 2.
|
| 1.2.1.30. Why is Purchase History Indicating no History Available if Parts on PO were Received? |
Q. Why is Purchase History Indicating no History Available if Parts on PO were Received?
A. If the PO has a status of "Cancel" this subsequently deletes all the purchase history related to this PO for all parts on this PO. If you would like this PO displayed in the purchase history for the parts that had receipts you would need to edit and re-open the PO, apporve the PO, cancel the individual line items if there has NOT been any receipts against them, and re-approve the PO. The PO status will then change to closed but the PO history for the received items will now appear in the Purchase History screen. The information in the PO History button comes from the last 10 PO's including their CO (status 'closed', 'open', or cancelled' if received qty >0) and from the Original PO date. NOTE: The system will alow the user to Cancel the Entire PO even if the items within have had receipts, but will not let you cancel the individual line item if there has been any receipts against it. |
| 1.2.1.31. Why is the Weighted Cost different from the PO History Info? |
Q. Why is the Weighted Cost different from the PO History Information?
A. The reason the weighted cost is different from the PO history information is because it derives from a complete different source.
The information in the weighted cost button comes from current PO table, latest CO numbers (status 'open' or 'closed'). The date is NOT a PO original date, but the Version date the PO was last changed, no matter what was changed on the PO. So the system will select PO with the latest version date for the given part and then calculate the average. For further detail see Article 924 .
The information in the PO History button comes from the last 10 PO's including their CO (status 'closed', 'open', or cancelled' if received qty >0). So the system will select PO's from the PO original date. For further detail see Article 924 .
|
| 1.2.1.32. Why isn't the Beginning Balance 0 on the Part Transaction Log with Balance 0? |
Q. Why isn't the Beginning Balance "0" on the Part Transaction Log with Balance Report?
A. If user changes the Unit of Measure on a part with qty on hand within the system it WILL affect the beginning balance. See the attached Print Screens <<Changing_UOM_Conversion_092309_a.docx>> for an example.
ManEx DOES NOT recommend users to change the Unit of Measure while there is qty on hand within the system. If users change the Unit of Measure while there is still qty on hand within the system, the system will display the following warning message within the Inventory Control Management.  Make sure that this is what you want to do. If users choose to continue with the change despite the warning, this is going to affect your Beginning Balance and probably affect your Accounting records.
Your best option is to adjust the inventory either through Inventory Cycle Count, Physical Inventory, or Inventory Handling to the correct current on hand inventory. Then you may need to make a journal entry to nullify the transaction created by adjusting the inventory.
ManEx CANNOT change the beginning balance because it is a computed value derived from the current balance and modified by all the preceding transactions to arrive at a beginning balance. Neither can we simply change the current balance to zero, or anything else , because of the implications that will ripple through accounting.
|
| 1.2.1.33. When does the System use Stock UOM versus Purch UOM? |
Question - When does the System use Stock UOM versus Purch UOM?
Answer - The system tracks the stocking UOM within inventory, kitting, MRP, etc. The Purchase UOM is only used when creating the PO and accepting it into inventory. Once the item is accepted into inventory it is converted over to stock UOM and from that point forward everything within the system is using the Stock UOM.
NOTE: When creating a PO for an item with different purchasing and stocking UoMs, be sure to enter the MRP suggestion into the Stocking qty field rather than the purchasing qty field. The system will automatically convert the stocking unit into the purchasing unit for the purchase order qty.
For example if the buyer is creating a PO for an item that is used by inches but sold by the foot, the user would enter the 24 inches into the stocking qty field and the PO would automatically convert it to 2 feet in the purchasing qty field. So the supplier deals in feet, but ManEx deals in inches. The conversion between the two are established in the Unit of Measure & Conversion module.
Some examples may be:
Stocking Unit Purchasing Unit Conversion
1 Soda 1 Six Pack 1 to 6
Inches Feet 1 to 12
Inches Centimeters 1 to 2.54
And in some cases, some odd equivalents Feet pounds based on how many pounds a foot of cable weighs. Cable would be used in the factory in feet, but is purchased by weight.
Ounce small bottle distributor may sell by the bottle, small or large, and have specific ounces in a bottle.
So even though we might have 10 employees, and each want a soda, we have to buy two six packs.
|
| 1.2.1.34. Why doesn't the Inventory Valuation Report Match the GL Balance for the Inventory GL Account Number? |
Possible reasons why the Inventory Valuation report would not match the GL balance for the Inventory GL Account # Section A Before comparing the Inventory Valuation to the GL Balance the following items needs to have been done.
NOTE: Concerning the "Inventory and WIP Valuation Report" the WIP Value on this inventory report should not be used as a validation to the GL Account balance for WIP. This report was created in order to give the end users an idea of what was actually in WIP for components at this time. The GL balance for the WIP account will more than likely never match this value due to the fact that so many variables come into play when generating the GL Transactions for WIP. (shortages, over issues, partial job moved into FGI, kit not closed yet,Configuration Variance, Manufacture Variance, etc. . .) And one component can be used through out many jobs at any given time, and these jobs could be in various stages within production, it is not possible for the person attempting to compare these values to go through and validate all kit shortages, over issues, what has been partially moved into FGI, etc. . .
Section B If you find that the Inventory Valuation report value and the GL Account value do not match even after following the above suggestions below might be a number of other items that contributed to the discrepancy:
If you have followed the above suggestion and confirmed that the Setup is correct and that no Journal Entries have been created against these accounts and you find that you still have a discrepancy between the Inventory Valuation reports and the GL Account Balances, please proceed with the following:
|

| 1.2.1.35. Why doesn't the Material Type Change update the Customer Part Number? |
Q. When I Change the Material Type on an AVL for an Internal Number why doesn't it change the AVL for the customer part number?
A. The AVL Material Type is carried forward for the consign part when the consign part is first added to the system or when new AVL was added to the internal part and the user elects to add this AVL to the existing consign parts. If the user later changes the Material Type on the internal part, the change is NOT carried over to the consigned part, because there is some cases when there is more than one customer part number linked to an internal part number and each customer may use the parts differently. So user will need to manually change the AVL material type for each consigned part number.
|
| 1.2.1.36. Why doesn't ManEx allow users to Auto Approve POs generated from MRP? |
Q. Why doesn't ManEx allow users to Auto Approve POs generated from MRP?
A. ManEx does not allow users to Auto Approve POs generated from MRP due to the fact that these POs are only "suggested" by MRP from data entered into the system. We feel it is good practice for an individual in purchasing to review the POs created upon approval due to the fact that: 1. POs could get generated from incorrect data entry caused by human error (and gets) attention from a human in dealing with the output. 2. To prevent un-necessary inventory purchased at the customers expense. 3. The PO generated may require a $$ amount Approval level check also. “ . |
| 1.2.1.37. Why doesn't the Supplier Tab display in Red to indicate a Supplier is Available? |
| We are aware that the supplier tab is not displayed in Red on the Inventory Screen when there are supplier's available. We have investigated this and found that this would slow the system down alot. Since the suppliers are AVL specific once a part number was found the system would then have to search and find all the AVL's and Suppliers asigned to that part number before displaying part on screen. This could take a large amount of time depending on how many AVL's and supplier files the system would have to search. |
| 1.2.1.38. Why doesn't the system allow you to assign multiple part numbers for the same customer to one internal part number? |
Question: Why doesn't the system allow us to assign multiple part numbers for the same customer to one internal part number? Answer: While a seemingly simple request, it would take a massive overhaul of the inventory module to accomplish. Additionally, we would have to add provisions wherever a customer part number is used, for the user to elect which one to use in every instance. For example, when printing an invoice, we offer the option to include a customer part number. If we made this change, we would be forced to have the user define which one every time a part shipped out. Often our users customers want their own part numbers on the packing list and invoice, not our users internal part numbers. We offer that capability, should the user elect to print customer part numbers on the forms (even though shipping turnkey internal part numbers), and if there were multiple customer part numbers, the user would have to pick one each time a product is shipped. How would the shipping clerk know which one to pick if there were multiple customer numbers? We create a consigned version each time a user adds a customer part number. This item then serves to provide links for AVL processing by customer. While technically, this record is for the details of the permissible AVL’s for the customer, it is also used when consigned items are involved. When MRP runs, it checks each product for a customer connection. Then it checks to see if there is a customer part number for the product, and if there is, uses the “consigned” part number to determine the AVL’s that can be used in the part. This is true regardless of the part source (Buy, Make, etc.). If we have multiple customer part numbers (which would be multiple consigned records for a given internal part), we would have to come up with some way for MRP to know which “consigned” part to use for AVL. And, we have to be aware that the user may have different AVL approvals for different customer numbers, either intentionally or by oversight.
|
| 1.2.1.39. WIP - FAQs |
| 1.2.1.39.1. What will happen if the Std Cost is changed during the time the kit is in WIP? | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
First, it means that the WIP account is proplery address AFTER all kits are closed, and GL records are released and posted. When there is a cost adjustment while there are components in WIP, the value of the WIP account is not updated until the kits are closed. Then, the WIP value is updated, but erroneously attributed to manufacturing variance instead of cost adjustment. So, making major cost adjustments when there is a large amount of affected inventory in wip will result in major discrepancies in the reported WIP VALUE from the Production reports and the WIP account value in accounting. When all kits so affected are closed, the discrepancy will be corrected. Put another way, the Production WIP VALUE is calculated on the current inventory in kits (by calculating the remaining assemblies in the kit, extending the QPA for each component based on the current BOM, subtracting any shortages and extending by the CURRENT Standard cost per component) and the GL reports are based on the value at the time of issue to the kit. At the time this happens, (when the kit is closed) the value of all items issued to the kit is totaled and compared to the value of the totaled BOM component cost for the assemblies completed at the time of the kit closing.. The difference is currently logged as a manufacturing variance. To validate the standard cost of the items issued in the INVT_ISU records with the current standard costs, system will total that value, and subtract it from the total manufacturing variance for each work order. Then the true manufacturing variance should be realized, and the difference due to standard cost changes posted at the same time to the inventory adjustment account. Then, the total of the manufacturing variance and the total of the cost adjustment change should add up to the total difference between what was actually issued to WIP and what should have been issued to WIP (via the BOM). bld qty = 100
|
| 1.2.1.39.2. The kit amount calls for fractions. Will this cause problems? |
| Note that in MANEX, the Unit of Measure “Each” is treated as being an integer unit. That is, you can only have one or multiples of an “Each”, but not a fraction of an “each”. You can have fractions of inches, feet, pounds, ounces and any other Unit of Measure. Although you can use fractions in the Bill of Material, the user can’t kit fractions of “each” parts. MANEX will round up to the nearest whole number. The proper way to approach the situation where the kit amount is expressed in fractions, is to use any Unit of Measure other than “Each”. |
| 1.2.1.39.3. What can cause a difference between the WIP Evaluation Report and the Balance Sheet? |
| Miscellaneous kit shortages issued to the kit (items without Item Master Inventory information nor standard cost), will not show on the WIP Evaluation report. Any Journal Entries to the General Ledger WIP account associated with movement, adjustments and corrections will not be included in this report. If a user happened to kit materials to a work order that did not have a standard cost associated with the parts, the Balance sheet will reflect no wip value, but subsequent assignment of standards to the parts will affect the WIP Evaluation report, but not the General Ledger.
In summary, the WIP Evaluation report will provide users with a picture of parts issued to work orders that should be in WIP, and is a guide to the approximate value of WIP Inventory. But it is the General Ledger that keeps accurate track of the real WIP value. |
| 1.2.1.39.4. If there is no actual inventory count for WIP inventory, only a dollar amount, then what is the WIP Evaluation report as found in the Inventory Control reports listing? |
| The WIP Evaluation Report is a calculated value of inventory that was kitted. It may or may not equal the accounting value of WIP, as the accounting value can be adjusted by transactions outside inventory, such as journal entries. But the WIP report will be a very close approximation of the WIP value. It is determined by the following sequence:
First, only open work orders are considered. Closed or Cancelled work orders are not included. Then the balance of assemblies due for each work order is determined. For each work order included, the original quantity of each part kitted for the work order is determined based on the kit pull, and extended by the balance of the work order, and by the standard cost of those parts. Then kit shortages are checked. All shortages for the work order are then subtracted from the total value of the work order. This information is then displayed within this report. This information continues to be reported until the balance of a work order is zero and the kit is closed. At that point, all WIP value associated with the work order is returned to zero. |
| 1.2.2. FAQ- Inventory Handling |
| 1.2.2.1. How to Transfer Parts back into Invt. if they have been Rejected Via PO Receiving |
Q. How to transfer parts back into Inventory if they were rejected via Po Receiving.
A. If the PO Receipt has NOT been reconciled via PO Reconciliation, then user should be able to go back to the Original PO Receiver and and Edit the Accepted and Rejected qty's. The Inventory and receiving records should update upon saving the changes. A. If the PO Receipt has been reconciled via the PO Reconciliation, then user will be required to process a PO DMR to return the product to the Supplier. If for some reason you may not be returning the product to the Supplier you may want to make a note on the PO DMR. (For example: Scrapping the part instead of returning it per supplier). This will take the item out of MRB location. If the supplier is NOT going to be shipping the replacement part you will want to reduce the PO Order qty to close out the PO.
|
| 1.2.2.2. How to Ship Product without FGI or barcode Serial Numbers |
Only existing material or product may be shipped. Therefore, any inventory to be shipped must have quantities in stores or finished goods. There is no other way to ship. Material may be placed in finished goods (or stores) by using the Inventory Material Handling (receiving) procedure. If a product has been defined as requiring serial numbers, then they must be entered in order to ship the product. The serial numbers may or may not be barcoded. If not, the numbers will have to be entered by hand. Please refer to the Work Order Management and Packing List Management procedures. |
| 1.2.2.3. How to Delete FGI that is Incorrect |
| By doing an Inventory Material Handling Issue procedure. |
| 1.2.2.4. What the Message "There are no Valid Inventory Locations for this part for this Type of Transaction" means. |
This message is a general message user gets when the program can not find any warehouse/location for this part number. The program checks much more than just the part is locked in cycle count or physical inventory. It also filters out "MRB" warehouse(for receiving), can not be "WIP" or "WO-WIP", can not be marked as "deleted", apply instore criteria.... It all checks in one or few SQL commands, it filters out all records that don't meet the criteria. If all records are filtered out, then user will get this message. |
| 1.2.3. FAQ - Kitting & Shortage Management |
| 1.2.3.1. Do Users have the Ability to Modify the Work Order BOM to Reflect Actual Components Issued? |
Do Users have the ability to Modify the Work Order BOM to Reflect Actual Components Issued?
Users have the ability to add additional parts to a work order whether or not they are in the BOM. Likewise, if they complete an order without issuing a full complement of parts, the work order may be completed, but a manufacturing variance will be created.
|
| 1.2.3.2. How can ManEx help me Streamline my Kitting Process? |
Q. How can ManEx help me Streamline my Kitting Process?
ManEx has several standard and optional features designed to streamline the kitting process. This provides unmatched visibility and control. Additionally, planned upgrades to increase visibility, documentation, and ease-of-use are close to completion.
In Process Upgrades
|
| 1.2.3.3. How are the GL Accounts are Affected when Processsing a Kit through the System? |
The Print Screens attached below <<Kit_Process_Resulting_Trans.docx>> displays the procedure that is basically followed for processing a kit through the system and the resulting transactions that hit the GL at each stage.
o Issue Parts to the Kit
o Create the Packing List and Invoice the customer o Create the AP Check to pay the Supplier for the components o Create AR Deposit for when the customer paid the original invoice |
| 1.2.3.4. How are Lot Coded Parts Picked when Auto Kitting? |
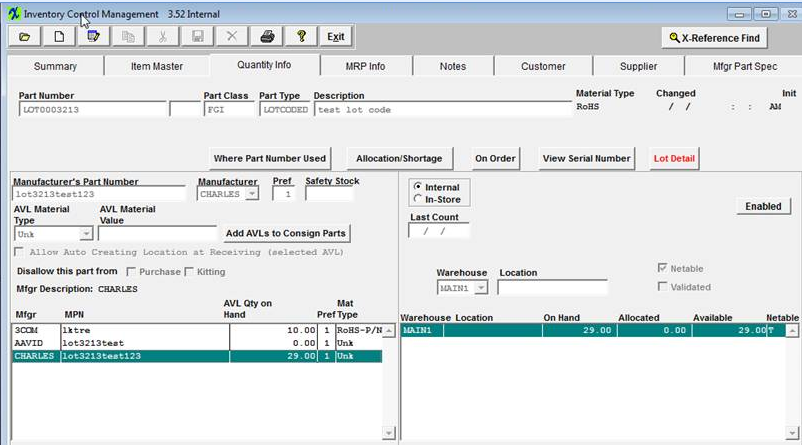
If Auto Kitting is selected for Lot Coded parts it first pulls by Allocation, then preference code, then Alpha numeric order.
If preferences are setup Lot Coded parts will be picked by preference code first, if all preference codes are the same then the Lot Coded parts will be picked by Alpha numeric order. (See examples below)
If preferences are setup it will go by preference code first.
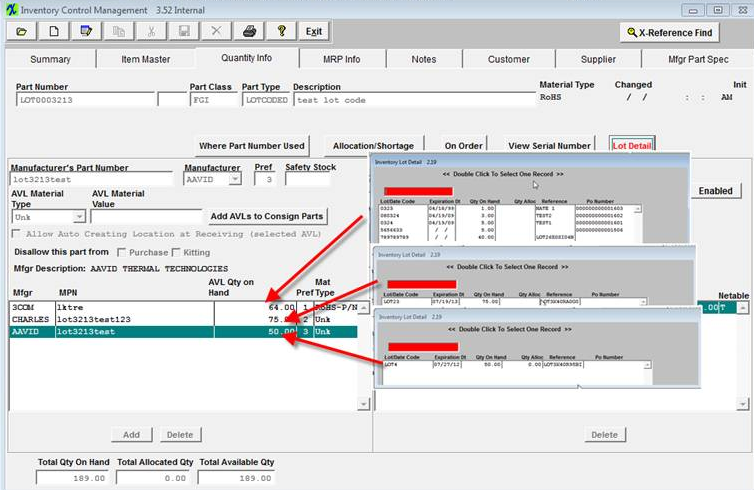 After auto kit. Only AAVID AVL is left with qty 29 even though it did have earlier expiration date then AVL CHARLES. AAVID is preference # 3.
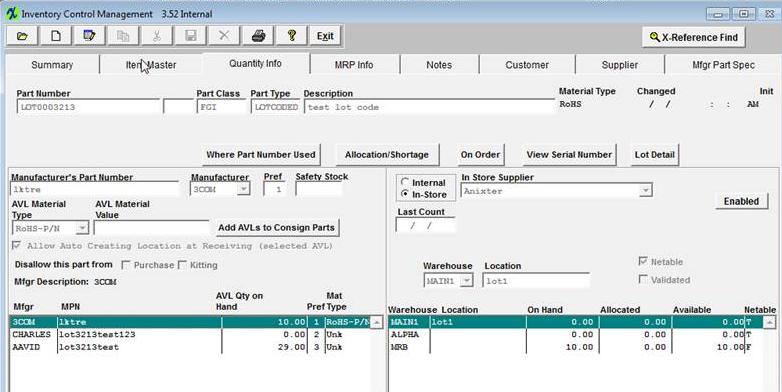 If all the preferences are the same, it will go by Alpha numeric order. This time Charles is left as it would be last for Alpha numeric.
 |
| 1.2.3.5. Is it Possible to Record Attrition before Closing a Kit? |
Question: Is it Possible to Record Attrition before Closing a Kit?
Answer: We have been reviewing with the programmers and no matter what we do, the users will have to take some kind of action to let the system know that the overissues are no longer available. Proposed System Modification: We are thinking the best approach is that the user must create a line shortage for the parts lost in production. And then, propose that we modify the kitting program, so that if there are overissues of the part, we automatically reduce the overissue by the amount of the shortage (or to zero if there are less overissued parts than the shortage), and increase the quantity issued to the kit accordingly. This will cut out the extra steps described in our temp work around, and remove the overissues from available supply for MRP. If there are no overissues, or not enough overissues to cover the line shortage, then the remainder will be left as shortages, available to kit from the stockroom in the normal kitting routine. Suggested Work Around: o The users have items with over-issue/wo-wip on a kit (Pick qty = 10 require qty = 8, overissue = 2) o Qty 2 becomes damaged or un-useable o The user can add the line item shortage to the kit for that part number and desired qty 2 o Go to the original item on the kit and change the pick qty from 10 to 8 – which will remove the qty of 2 from wo-wip and placing it back into main stock o Go to your line items shortage and now pick the qty 2 from main stock to the shortage. This takes it out of circulation and upon closing the kit will be accounted for within the MFgr Variance. |
| 1.2.3.6. Is it Possible to return more than was expected when closing kits? |
Question: When parts with a Run Scrap percentage are issued to a kit they will show up as WIP in inventory. When inventory goes to return the actual excess parts they cannot because it is not considered extra. Is it possible to return more than was expected when closing kits? Answer: No. It is not possible for ManEx to program the system to predict when the user will actually use all of the Run Scrap and when you don’t within production. Solution: User will need to edit the line item on the kit, by reducing the pick qty to account for the Run Scrap that was not used. This will then reflect what was expected to be used and what was actually used in production. The MFGR variance will account for the difference upon closing the kit. |
| 1.2.3.7. Is there any way to track the serial numbers on a serial-numbered sub-assembly kitted to a higher level assembly? |
A. There is no serial number kitting capability – so to kit sub-assemblies to a higher assembly by serial number, use the serial number assignment detail tab to enter subassemby serial numbers connected to a higher serialized assembly. (Please see the Work Order Management manual). If the higher assembly is not serialized, there is no place to connect or track serial numbers for lower assemblies except back to the Work Order. |
| 1.2.3.8. Is there a report that will give you the Detail of a Kit Closure Variance? |
Q. Is there a report that will give you the Detail of a Kit Closure Variance?
A. It would be difficult to recreate the variances for the following reasons:
For the Configuration variance, we would have to list the complete costed BOM for the assembly, as well as show the standard MATERIAL cost for the assembly. But both would be dependant on the values AT THE TIME of the transaction to FGI. And for that reason, looking at the current costs may not yield the same answer. So the costed BOM would have to be based on the same date as each transaction was processes. And the standard Material cost of the assembly has to be the same as it was at the time of transaction. And that is the essence of the report as it shows now. I don’t think we could determine the specifics of any one component involved in the generation of the configuration variance. And if they do cost rollups, they can make sure that there are no configuration variances (until they change the standard cost of the components or assembly or change the quantity of the components, or add or delete components).
For the Manufacturing Variance, we take the sum of the components actual issued to the work order at their standard cost at the time of the kit close and bounce if off of the costed BOM at the time of the kit closing. (Configuration variance already addresses the difference between the standard cost and the bom cost.) So in this case, it may be possible to create a report that lists the components and their costs based on the BOM, and compare it to a list of the components and their costs actually kitted. It might look something like: 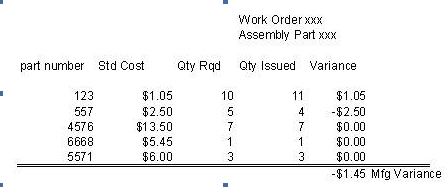 |
| 1.2.3.9. Why doesn’t the Kitting screen and WO Shortage Reports include Setup Scrap? |
Q. Why doesn’t the Kitting screen and WO Shortage Reports include Setup Scrap?
A. The Setup Stscp box MUST be checked on the BOM Header Information if you want the setup scrap qty’s to be included in the Kitting, WO Shortage Reports and MRP calculations.
If you want the Run Scrap qty’s to be included in the Kitting, and WO Shortage Reports the Run Scrap MUST be selected in the Kit Default Setup . |
| 1.2.3.10. Why doesn't Kitting use the AVL's in the Order that MRP is Considering them? |
Example Situation: If product #1 has AVL "A" and "B" approved, and product #2 has only AVL "B" approved. And product #1 is kitted before product #2, the system will allow the user to use all of "B" when "A" could have been used and left "B" stock for product #2. Suggested Resolution: If Users wish to avoid the above situation we suggest that you use the Work Order/Project Allocation feature within the Purhcase Order module. Then when the part is received, it is allocated to that Work Order or the Project which will avoid the above situation. MRP is just a program that reviews the supply and demand and creates suggested actions based on the system information. MRP only suggests the actions and the users are the ones that have the sole control of following them or not. It would pose to many restrictions on our users stock if we started having the MRP actually control their stock. |
| 1.2.3.11. Why does it appear as if parts are vanishing from the Kit after Update Kit process is followed? |
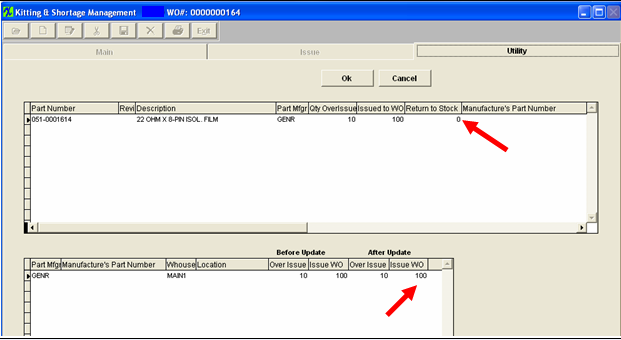
Some of our users were reporting that after they make changes to the BOM and return to the Kit to put the Updates in place that the quantity was not being brought forward into the update kit screen and was NOT returned to stock and seemed to have disappeared from the system. Explanation: If the user is simply just depressing the OK button that stock will be issued to the kit and not returned to stock. When you make changes to the BOM and then update the kit, make SURE that the users are trained to review and disposition every item listed and ensure that they are returning to stock if desired. They can NOT simply just depress the OK button, otherwise they can be issuing parts to the WO, and we can NOT get them back, they will be valued as a Manufacture Variance. The system is operating as intended. The reason why the parts are NOT re-appearing in stock is due to the Same rule would apply if a part was deleted from a BOM and the kit updated. The kitting module would default issue to WO, because it did not have the original Part number information to return directly to stock. This is why it defaults Issue to WO with the option to return to Stock. When you depress the update kit button the item is displayed on screen for disposition. If you take a look at the print screen provided you will see that it is defaulting the qty to be issues to the kit. If the user is simply just depressing the OK button that stock will be issued to the kit and not returned to stock. The value of that stock will be accounted for in the Manufacture Variance upon closing the kit. If you want the inventory to be returned to stock you need to change the qty in the Issue to WO section below to 0.00 and then the Return to Stock qty should update to the amount you wish to have returned to stock.
When you make changes to the BOM and then update the kit, make SURE that the users are trained to review and disposition every item listed and ensure that they are returning to stock if desired. They can NOT simply just depress the OK button, otherwise they can be issuing parts to the WO, and we can not get those back, they will be valued as a Manufacture Variance.
|
| 1.2.3.12. Why am I unable to Close a kit, due to "Some Items do not have any locations in the inventory” message |
Upon attempting to close a kit, some users may report this type of message that was presented to them.
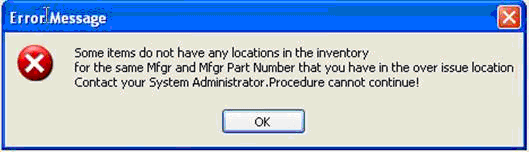 This more than likely indicates that parts that have been used on the kit are currently in an active Cycle Count or Physical Inventory. Make sure that Cycle Count or Physical Inventory have been posted to Inventory and then attempt to close the kit again.
|
| 1.2.3.13. What Type of Data Actions Occur during Kitting? |
The following data actions occur when Kitting. (In this set of information a limited BOM was created with only two components, one of which was allocated to a project.) When kitting the first part, (which is a part allocated to a project) The “Inv_res” table, will have a record created for this part and a link to the “Fk_Prjunique” project key. Once the user issues it to the kit, the stored procedure (trigger) in INVT_ISU table will be create. Once this record is created, the program will check if the part has any allocation records, and decrease allocation qty (actually insert a negative qty record) if found. It first checks if part is allocated to work order, then checks it it’s allocated to project. The INVTMFGR Qty_oh and Reserved fields are reduced by the amount issued. In the JBSHPCHK table, a recorded is added that the kit is in process. In the KAMAIN table, records of all parts of the kit are added, and the record of the issue is recorded. In the KADETAIL table, all parts in the kit are added as parts shortage, and issue records are added for parts kitted. In the KALOCATE table, a record is added of the issue. In the WOENTRY table, the kit status is changed to true. (on first issue)
In kitting the second part, a non-allocated part: A record is added to the INVT_ISU table, indicating that the parts were issued to WIP, and a specific work order. Various keys are used for tracking purposes. The INVTMFGR Qty_oh field is reduced by the amount issued. In the KAMAIN table records are added of the parts used in the kit, and actual issues thereof. In the KADETAIL table, issue records are added for parts kitted. In the KALOCATE table, a record is added of the issue.
|
| 1.2.3.14. What causes a shortage to not appear on the Shortage Reports? |
A. The shortages will not print or display if the Work Order has been closed, by the shipment of all products to finished goods (in the Shop Floor Tracking module where all of the Work Order units have reached the Work Center Finished Goods). Even if the Work Order was manually re-opened, the balance due would still be zero, and for that reason, the shortages won’t show anywhere. As long as the user has completed the Work Order (zero balances), it won’t drive any requirements nor display as a shortage. The user, may however, still issue material to the work order after the fact, as long as the kit has not been closed. If there are shortages and then the kit is closed, the program will ask if you want to fill the shortages first. (If you’ve closed the kit, you may re-open it, in the Utility tab…and with a high level accounting password).
Another reason the part might not be displayed on the shortage reports is that it is not been scheduled on the PO. The Purchased Part Shortage Summary report is going to display only the actual scheduled qty’s on the PO NOT the ordered qty on the PO.
|
| 1.2.3.15. What causes the double consumption of parts to a kit? |
A. When the kitting records are created via the “Pull Kit” option, they are established from the BOM, by work center and items. If subsequent to a pull item, the user makes a change to the BOM for the product, and then updates the work order, the following events happen: If the change to the BOM involves the deletion of a part from one work center of the BOM and addition of the part to another work center of the BOM, these count as deletions and additions. Of course, normal deletions may also occur, as well as quantity changes. When the update is performed on a work order, the system checks to see if parts have been issued which are no longer needed. If there are parts in this situation, then the user is asked whether the parts are to be returned to inventory, or have been (or are to be) consumed in the work order. If the user responds with a yes – consume the parts, then the parts are deleted from the kit record (not the issue records and transaction records). They will no longer show up as parts required by the work order. They will show up on the kit history list as being issued to the work order. The part that has been moved to a new work order is considered as new part requirement. The program cannot distinguish that the part was already issued albeit for another work center. So the part will show up again as needing to be kitted. If the user has fully kitted a work order, then changes the BOM, then updates the work order from the BOM, but does not return extra parts to stock, the effect will be a requirement to reissue those parts for the new work center, and scrap the ones already issued. The user will probably issue the parts (again) to fill the new shortages. |
| 1.2.3.16. What happened to line shortages entered in kitting and shortage module? |
A. A line shortage entered in the kitting and shortage module will be displayed on the kitting screen until it has been filled. The shortages will be displayed on all shortage reports and screens. After the shortage is filled (issued to the work order) it is no longer a shortage, and will drop off of the kitting screen and all shortage reports. However, records of the issue to the work order may be viewed and printed from the "Work Order Kit and Shortage Issued" report, or the "Work Order Detail Shortage" report, both found in the Kitting and Shortage Reports . |
| 1.2.3.17. When a user uses floor stock selected under U/K (used in kit) on the BOM, how does that affect kitting? |
A. When the kitting reports are issued, they will not contain either the Y or F items marked in the U/K. MRP will be sure that the items are on hand, or ordered in time for the kit, but the items are not directly kitted. Users may pull items out of stock and have it sitting on a barrel on the floor, from which the floor can pull floor stock without further transactions. Or, they can have a warehouse called floor stock, and keep the stuff on the floor, but then they would have to do an issue each time they took parts out of the barrel. |
| 1.2.3.18. We can not issue additional parts to a shortage by dragging the parts down to the kitting window even though the parts are in stock. |
A. Once inventory has been dragged from an inventory location, it can NOT be dragged again to fill shortages left from insufficient inventory on the first kit. The appropriate way to add more inventory to the kit from the same inventory location is to highlight the amount already kitted (in the lower right corner of the issue screen) and change the quantity to the revised quantity. That action will remove the additional quantity from inventory and place it in the work order. |
| 1.2.4. FAQ - PO Receiving & DMR Module |
| 1.2.4.1. How can we attach notes to rejected parts in the PO Receiving Module? |
A. There is a Reject Reason Pull down list available on the PO Receiving Screen. This allows the users to be able to select the Reject Reason code rather then writing notes. This is created within the Return/Shortage Reasons module. |
| 1.2.4.2. Why doesn't the System allow the User to issue Quantities that are Greater than the Shortage Quantity from the "Shortage List & Issue" button in the PO Receiving module? |
Question: Why doesn't the System allow the User to issue Quantities that are Greater than the Shortage Quantity from the "Shortage List & Issue" button in the PO Receiving module? Answer: This would require the receiving code to get into yet another level of complexity to take care of the whole new logic, which KIT module is already designed to deal with. The complexity gets even greater when receiving parts that are lot coded and/or serialized. To deal with this new level of complexity we are facing to issues; 1. Slowing down the PO receiving save routine, which can cause lockups like we experienced before not only in the Problem: User enters the PO Receiving module and receives PO #990026, for part number XXX-OOO, after entering the accept quantity, user goes to "Shortage List & Issue" button to issue part number XXX-OOO to WO #34. The KIT required for part number XXX-OOO is 58.5 inches. The Purchase Order UOM is feet, so the PO Receiving converts the KIT required qty to 58.56 inches. Which is more than KIT required qty, and makes the "Short Qty" negative. So system will not allow user to save the issue. Here is a bit more explanation why the situation (described above) is not allowing to kit from Our tables POITEMS, PORECDTL, and INVTMFGR have qty field with two decimals after the point.
In case like described above, the purchase UOM is “FT” and Stock UOM is “IN” conversion is 1FT=12IN. user has shortage for 58.50 IN. If you convert this number into the FT you will get 4.875 but it is being rounded to two decimals 4.88, now if you convert 4.88 back into the IN now you will get 58.56 which are more than shortage and we do not allow issue more than shortage to the KIT from the In order to check that we can validate the quantities involved, we have to run forward and backwards the numbers to be sure they match up. Sometimes they don’t. Our only option is to calculate the shortage number from converting from the shortage in stock units to the receipt in purchase units, then back again. But when this happens, we don’t always end up with the same number in stocking units to be applied to shortages. Because we can’t issue more than the exact shortage through the
|
| 1.2.4.3. Why Does PO Receiving Show Closed PO's? |
When the balance open for a purchase order line is zero, the line is closed. When all lines are closed, the purchase order is closed. However, it is possible to receive more than the ordered quantity into dock receiving. If only the amount on the PO is received, the extra quantity remains left in Dock Receiving, then it will display as open to be received, but as closed status when selecting an order for PO Receiving. This can be cleared by reversing the dock receipt, or completing the receipt in PO Receiving. Please refer to the Purchase Order Receiving Management module. |
| 1.2.4.4. Why is the DMR Reason Different from Inventory Handling? |
Issue: When I transfer parts to MRB and enter a reason, and create a DMR the reason for transfering to MRB is correct, but then when I transfer more of the same parts to MRB and enter in a different reason, when I create the 2nd DMR for the second transfer, the DMR is displaying the reason related to the initial transfer to MRB, rather than reflecting the reason related to the second transfer??
Reason: The system is taking the reason from the transfer transactions and since the transactions are for exactly same parts the program will find the first transfer to MRB and use that reason. Right now the system cannot identify which transaction to use, unless the part is serialized or lot code enabled. |
| 1.2.4.5. Wrong Qty entered on PO Dock Receiver |
Q. When we entered Dock Receiving, the wrong quantity was entered. How do we fix this?
A. If the PO Receipt has NOT been completed yet then you would "EDIT" the Dock Receipt to the correct quantity. If the discrepancy is not known until AFTER the PO Receipt has been created but has NOT been reconciled then, you can "EDIT" the PO Receipt and reject the wrong quantity and only accept the correct quantity. Create a DMR for the rejected quantity. This will keep the inventory straight and not compromise the GL accounts.
For further detail on "Rejecting items if accounting has processed the Invoice" see Article #113
For further detail on "Rejecting items if accounting has NOT processed the Invoice" see Article #112
|
| 1.2.4.6. Unable to process records through PO Receiving module |
Issue: Unable to save any receipt through the PO Receiving module due to the following message:
User will receive this message after one of the workstations that was in the process of updating any info within the system pertaining to the same record displayed in the message and either the system is attempting to update those changes first and there will be a delay or other users lost connection to the Network, or their workstation had actually crashed. The system will then place this lock on the table to prevent any possible corruption. Resolution: There should already be a file called <<RESETPOLOCK9.EXE >> located within the Manex Root Directory. (if this file is missing please download the attached) Running this executable will reset the lock within the shop floor tracking tables. This executable does not require you to stop the TrigTimer. |

| 1.2.5. FAQ - Standard Cost Adjustment |
| 1.2.5.1. Analysis of the Cost Adjustment Process when there are Cost Adjustments made to Parts and Products during a Work Order in Progress |
This is an analysis of the process when there are cost adjustments made to parts and products during a work order in progress. I began with a database in which there were no other transactions, and the beginning GL was empty. In the word document attached, I detailed every step taken, along with images of the related screens. In the Excel sheet attached, I detailed out the specifics for each transaction, and what caused the changes to the GL. After each step outlined, all transactions processed were released and posted to the GL so I could display the results with the activity. I also included a Chart of Accounts, should you need further definition of the account numbers. The activity tracked in the GL correctly in every step. |
| 1.2.5.2. How does the Std Bld affect the Std Cost Roll-up? |
| 1.3. FAQ for Material Planning Modules |
| 1.3.1. FAQ- Purchase Order Management (PO) |
| 1.3.1.1. How are PO Confirm/Remit and Receiving information Edited? |
Question: How are Answer: The user must first enter at least one set of data in the Purchase Setup/Receiving and Billing screen. The user may enter as many Receiving Addresses and Billing Addresses as desired, but one must be checked as the default address for each. The user must then find the Purchase Order in the Purchase Order module. Then, while on the main Purchase Order screen, press the Edit button. Then, press the Confirm/Remit to button, and make the changes needed by selecting an address if different from the default (or if This same procedure applies to the Receiving screen, and after it, the Send Invoice To screen. |
| 1.3.1.2. How can the user Purchase inventory parts as "Taxable"? |
Question: How can the user Purchase inventory parts as "Taxable"? Answer: The user may enter them as MRO and enter the applicable part number into the part number box and check them as taxable. Please refer to the Purchase Order Management module if user wants to include MRO lines with inventory purchases on Purchase Order. |
| 1.3.1.3. How Can ManEx help Manage the Risk of Counterfeit Components? |
Q. How Can ManEx help Manage & Mitigating the Risk of Counterfeit Components?
ManEx has several standard and optional features designed to help with managing and mitigating the risk of counterfeit components.
|
| 1.3.1.4. Why does ManEx no longer have the Change Order tracked per each Change? |
Question: Why does ManEx no longer have the Change Order tracked per each Change? Answer: The difference between 8.0 and 9.0 is; ManEx removed the details for every set of change orders and removed the CO from the linkage, leaving only one (current) set of data associated with each Purchase Order. The purpose for doing so was that having almost duplicate files for every change order was creating such large databases that we were losing the ability to quickly create and change Purchase Orders. There is no link related to the change order, but there continues to be the same linkage through POMAIN to POITEMs and from there to POITSCHD. |
| 1.3.1.5. Why does ManEx only allow assigning an Item Note or PO Note within the View mode and not the Edit or Add mode? |
Q. Why does ManEx only allow assigning an Item Note or PO Note within the View mode and not the Edit or Add mode?
A. The programmers designed the "note" screen so it allows the user to view/add/remove the notes assigned without closing and opening the popup screen each time and for every PO. Let's say you have 30 items on the PO and each item has some kind of note assigned.
You can select an item click on the "Assign Note" button and view/add/remove notes. Click on the "Save" button to commit the changes to the note, but do not exit the "note" screen. Now you can go back to the PO screen and select the next item, the "Note" screen will refresh with the next item "Note" information. You can even find a new PO without closing the "Note" form. This way it saves you time going from item to item and clicking on the "Note" button, saving and exiting the "Note" screen and clicking on the note button again. Currently the "Note" screen is using different data sessions and has to be saved independent of the PO. If we would allow the notes to be updated in the "Add"/Edit" mode and the note would be saved, but changes to the PO cancelled afterword, we could have a problem with the data integrity. |
| 1.3.1.6. Why doesn't the supplier address show on the Purchase Order printout? |
Question: Why doesn't the supplier address show on the Purchase Order printout? Answer: The supplier address that prints on the purchase order comes from the Confirm To information entered for the Supplier. If there is no confirm to address entered in the Supplier Information module, then it will not print on any purchase order created using that supplier information. (More than one address may be entered.) One address must be designated as the default address. Then the user returns to the purchase order and edits the supplier information, by clicking on the edit button, then on the confirm/remit to button, and selects the correct (or only) address. Then saving the purchase order, and re-approving it, and printing the purchase order will now have the supplier confirm to address. |
| 1.3.1.7. Why am I receiving a System Error when attempting to Print Closed/Cancelled PO's? |
Q. Why am I receiving a System Error when attempting to Print Closed/Cancelled PO's?
A. It may be due to a VFP limitation on the number of lines in the list box. This is a know bug in VFP when a list is longer than a certain number it will produce an error.
Resolution: We suggest that you use "Single PO#" selection and type in the PO in question and you should be able to proceed with no errors.
NOTE: If the user prints out the Purchase Order form AFTER some receiving has occurred against that PO, then ONLY the un-received still open amounts will print on this form. Any line items COMPLETELY RECEIVED will NOT display on the PO form.
|
| 1.3.1.8. What is the typical method for tracking expediting fees for components? |
When Creating the Purchase Order (#221) a Buyer can add an MRO item for qty of 1 for the extra charges such as expedite,etc. as displayed below. 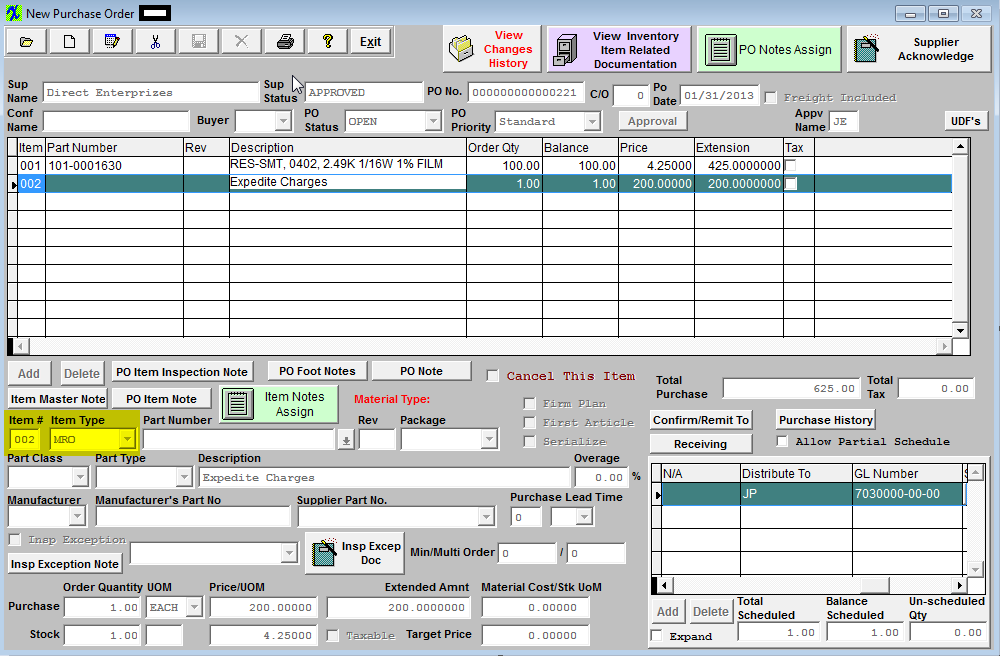 You will then need to receive both items on the same PO Receipt (for PO #221) as displayed below: 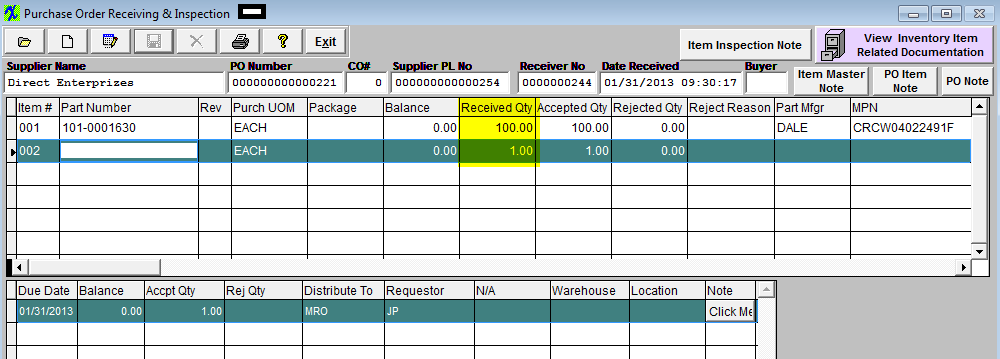 These items will then need to be Reconciled as displayed below:
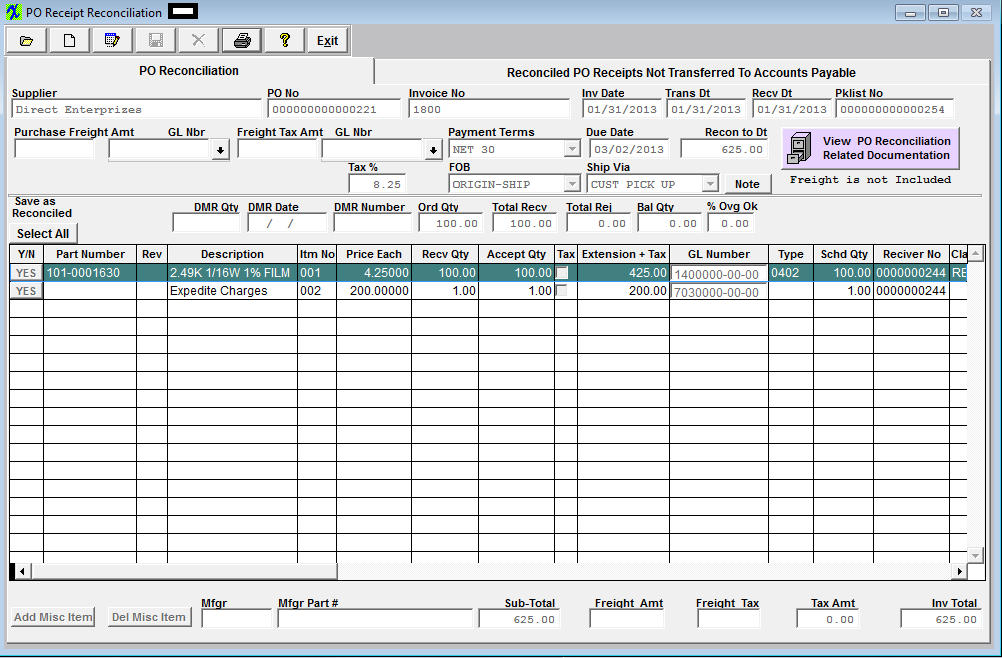 Then Transferred to Accounts Payable as displayed below: 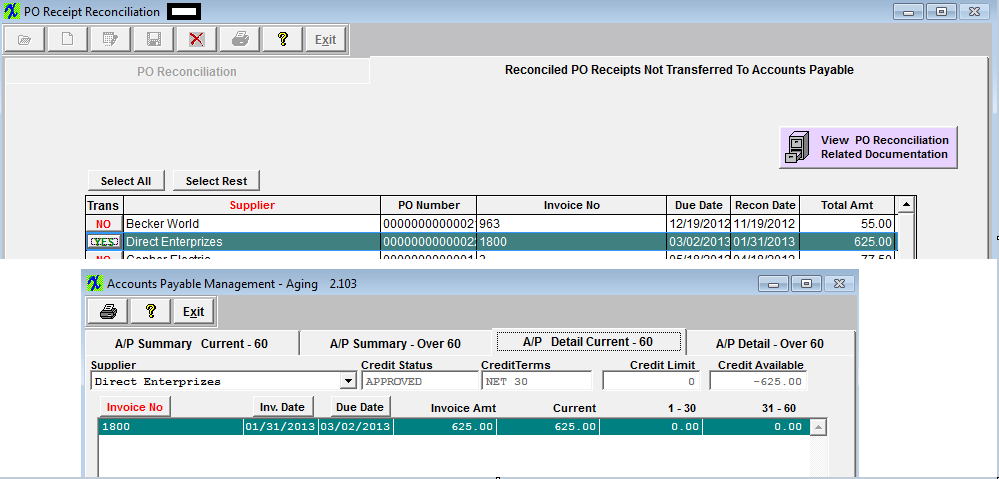 |
| 1.3.1.9. What would cause a Purchase Order to remain “OPEN” even when the balance is “0”? |
Depending on the users SysSetup for when Change Order Approvals is required, sometimes the
To be able to close those |
| 1.3.1.10. When should I use a Service PO instead of an MRO PO? |
Question: When should I use a Service PO instead of an MRO PO? Answer: There are times when the user wants to issue an immediate receiver and have the invoice forward directly into accounting. For example: When there is no tangible item to receive such as services performed that do not create, modify or add value to a product – plumbers fix the leak, etc.
Please refer to the Purchase Order Managment module and Accounts Payable module.
|
| 1.3.1.11. SYSTEM LOCK ERROR - What to do if System PO Lock appears? | ||||
Q. What to do if system locks up while in Purchase Order records, and one of the following messages appear:
A. There is a Resetpolock9.exe located within the Manex Root Directory. Running this program will remove the PO Lock placed on your tables. Reason: The lock will occur either by the user saving a record lost connection to the network (or computer crashed) or there are two users attempting to save the exact same Purchase Order record at the same time. This lock is to prevent duplications. Normally the lock is only on for a small amount of time to allow the first user to finish saving the record and then the next user usually then can proceed. If User #2 becomes impatient and does not wait for the temp lock to clear and Clt+Alt+Delete out of the system, this too would place the permanent lock on the records and would then require you to run the resetPOlock9.exe file. Prevention: If users see a message that the file is currently in use have them wait a few minutes and try again, not to Clt+Alt+Delete out of the system. |


| 1.3.1.12. SQL-SYSTEM LOCK ERROR - What to do if System PO Lock appears? |
Q. What to do if system locks up while in Purchase Order records, and one of the following messages appear:
 A. There is a PO_lock.sql attached below and/or there is a stored procedure sp_unlockPoFlag as part of the database. Go into the SQL Server Management and run the attached script, this will remove the PO Lock placed on your tables. Reason: The lock will occur either by the user saving a record lost connection to the network (or computer crashed) or there are two users attempting to save the exact same Purchase Order record at the same time. This lock is to prevent duplications. Normally the lock is only on for a small amount of time to allow the first user to finish saving the record and then the next user usually then can proceed. If User #2 becomes impatient and does not wait for the temp lock to clear and Clt+Alt+Delete out of the system, this too would place the permanent lock on the records and would then require you to run the PO_lock.sql file. Prevention: If users see a message that the file is currently in use have them wait a few minutes and try again, not to Clt+Alt+Delete out of the system. |
| 1.3.2. FAQ- Material Requirement Planning (MRP) |
| 1.3.2.1. What do some of these WO actions mean? |
-Work Order Past Due: WO is not firm planned and the WO qty is still required to fulfill the SO demand. however WO is not complete yet so behind schedule on the WO due date.
-Cancel Work Order:WO is not kitted and not firm planned and qty's are not required to fulfill any demand.
-No WO Action: WO due date is still not past due to fulfill the demand requirement. Qty of WO matches demand requirement, Kit is not started and not firm planned either. Therefore no actions required by the user. |
| 1.3.2.2. WHY MRP IS SETUP LIKE IT IS: |
Listed below are a few things users need to understand about why MRP is setup like it is:
1. Most EMS companies have small margins and need to move quickly. If MRP waits for a planner to change a WO because they made a mistake, buyers may have already ordered excess inventory and that will hurt cash flow. This has significant potential negatives and may result in parts that cannot be returned or used. 2. MRP will tell them to buy/produce what and how they said they want to do it. The whole point is to reduce the reviews and updates required by buyers and planners. If the settings are correct, users can purchase and produce as indicated. If they are not correct, they should be adjusted rather than trying to work around them and ignore the actions. Most EMS companies are Make to Order. However, standard make-to-stock should be handled with mins and safety stock, not random increases in WO qtys. 3. Most EMS companies deal with many exceptions to the rule. This may be why they don't want to adjust settings. If that is driving the need to build outside standard settings, we have added many checks so that they can tell MRP that they are deviating from the standard and it can ignore the specific instance. 4. Firm planned (FP) cannot and should not be used as a catchall for incorrect settings and has gotten many companies in trouble. Any company that needs to use FP all the time is not setup correctly. However, it is a perfectly acceptable and suggested method for dealing with exceptions. If they do not use FP UNLESS it is an exception and they know about the exception, they should not have the issues he described. 5. We have reports available to show excess inventory after all MRP demands. 6. Kanban can be closely simulated with min/mults and safety stock. Once again, system settings are critical. But, using this method, they will have enough on hand and ready to replace actual demand. |
| 1.3.2.3. Can Users Access System when MRP is Running? |
Question: Can Users Access System when MRP is Running?
Answer: It is fine to have users in the system at the time the MRP trigger is running. MRP will still just use the information that is saved into this temp table at the time of the run. Any changes to records after that point will have to be captured in the next MRP run. Keep in mind, depending on the size of your data files, this MRP run could take hours to complete, and in addition may slow down the response time of the ManEx system during this time. This is why many elect to run the MRP at night when traffic is the least. |
| 1.3.2.4. Can the MRP PN Range Find Message be Changed when PN entered does NOT Exist in ICM? |
When a user enters in a part that DOES NOT exist within inventory in the MRP Part Number Range Find feature - why don't we display the same message that is displayed in the MRP Find by Parent BOM feature "The Part/Revision typed in does not exist in the inventory tables" rather than displaying "NO MRP records were located for the criteria Selected" that we currently display.
There are a couple reasons why we cannot display "The Part/Revision typed in does not exist in the inventory tables" message rather than the current message we display "NO MRP records were located for the criteria Selected" when user enters in a part that DOES NOT exist within the inventory in the MRP Part Number Range Find feature.
1. If we were to change the valid in the part number field the user would no longer be able to go to the Find screen and leave the part number field blank and just click on the OK button to display ALL of the parts. Instead the user would get the message "The PartRevision typed in does not exist in the inventory tables" and no parts would be displayed.
2. Another reason is if the user would like to find all the parts within a range, say 100-0000000 to 199-9999999. The part numbers at each end of the range might not exist, but the parts within the range would be displayed under the current system.
Reference Ticket #2616 for further detail.
|
| 1.3.2.5. Do Users Run MRP and Base Purchases from Action Reports? |
Do Users Run MRP and Base Purchases from Action Reports?
ManEx MRP is tailored especially for electronic manufacturing, and helps manage AVLS for all their customers. It also has great flexibility in the ability to control the sensitivity to order changes, various leadtimes, and offset times. It is the biggest reason Manex users have the system. When aggregating requirements to cover multiple orders for the same parts, Manex has the ability to determine the most efficient distribution of AVLS for a given part. |
| 1.3.2.6. Does ManEx have a report that shows the demand requirements for components used on a product for the next 12 months? |
Question - Does ManEx have a report that shows the demand requirements for components used on a product for the next 12 months? Option 1 - If the Customer provides a rolling forecast for the User to use over the following 12 months time, then that forecast can be placed in the forecast module, and MRP results would include the parts needed over that period, as well as create the order actions for them. Option 2 - But if a more simple route is desired, take the total amount of product expected and use that number to create a Kit Material Availability simulation report. If there are many products involved, create an excel sheet for each and combine them. You would find the Kit Material Availability report mentioned within the Kitting module and you would run this report with the Simulation option. If you have more than one product, then you have to run the report for each product and dump it to XLS format and manually combine them through XLS after that. |
| 1.3.2.7. Does ManEx have a MRP Differential Report? |
Q. Does ManEx have a MRP Differential Report?
A. ManEx does Not have a report like this at this time but here is a temporary work around to follow:
|
| 1.3.2.8. Does MRP Consider Allocations? |
Q. Does MRP Consider Inventory Allocations? A. Inventory Allocations are not a factor in MRP demands, because it could result in excess inventory. For example, if 100 parts are allocated to a WO due in October. Meanwhile another demand for the same part comes in with an earlier required due date such as July. If we honored allocations, then MRP would recommend a new PO for the July demand even though there is sufficient parts already on hand. This would tie up capital in excess inventory. Right now MRP would use the inventory for the earliest demand and would recommend a new PO for the later demand. |
| 1.3.2.9. Does MRP Consider Dock to Stock days? |
Q. Does MRP Consider Dock to Stock days?
A. The Dock to Stock value entered in the ABC Type Setup Screen is taken into consideration for MRP leadtime calculations in the projected requirement of the receipt of purchased parts. For Example: if the Dock to Stock time is 3 days, and the kit start date is 8/22/08, then the due date for the buy components would be 8/19/08, and the order date would be based on the purchasing leadtime to receive the parts by 8/19/08. So the Dock to Stock time is used to move back the due dates of items purchased in time for kitting
|
| 1.3.2.10. How is the Lead Times for a Level BOM calculated? |
Q - How is the Lead TImes for a Level BOM calculated?
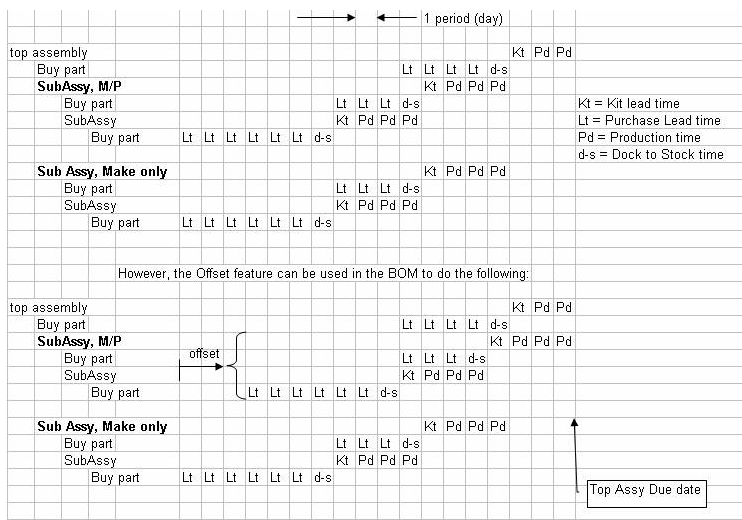 |
| 1.3.2.11. How is the Customer Projected Excess Inventory Report Intended to Work? |
Q. How is the Customer Projected Excess Inventory Report intended to work? A. This report will list out parts that are used ONLY on BOM's assigned to that customer. If the part is used on any other BOM not assigned to the same customer, then the part is excluded from the report. |
| 1.3.2.12. How does Pull-in Push-out days affect MRP? |
Question - How does Pull-in Push-out days affect MRP? Answer - Pull-in/Push-out uses the order policy, demand due date, demand quantity, minimum order qty, and safety stock to determine if an existing order needs to be rescheduled and/or have the qty adjusted when the demand date changes. It does not allow for grouping orders outside the order policy setting, or produce more than is needed for a specific demand (over the min order quantities or safety stock).
For example: If the order policy is set to daily, and the existing work order is setup to meet a monthly demand, the user will get an action message to adjust the work order according to a daily grouping of the demand (reduce the existing wo qty and create new wo(s) as needed). In the same scenario, if the order policy was changed to monthly, then the single work order should not be affected. If the user wants to maintain an order policy that is NOT consistent with their desired grouping, they must either firm plan the order, or create a separate Work Order for each demand grouping. The latter would result in multiple Work Order’s due on the same day with a qty set for each demand’s required qty rather than one Work Order on that day for the total demand.
|
| 1.3.2.13. How does MRP Demands work with Safety Stock? |
Setup an Inventory Part #101-0002525 with Safety Stock of 500 for Mfgr - KOA (if Safety Stock is listed in Genr system will use qty from any of the AVLs to full fill the Safety Stock). Dale having a Qty on Hand of 100. (Note: Safety stock is calculated at the AVL level not part # level)
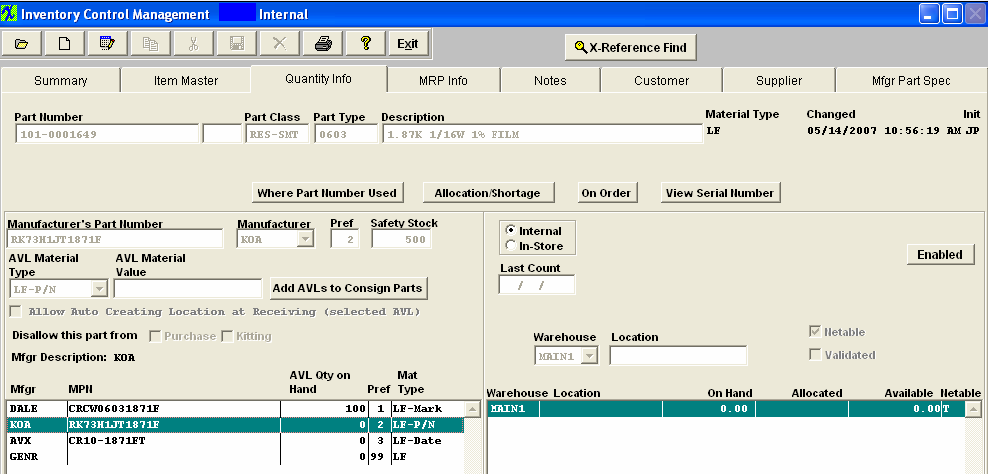 MRP Demands - Displaying Required Qty of 500 for Safety Stock and 450 for a WO release - MRP Action List is saying to Release PO's for qty of 500 and 350
Projected Inventory is displaying that there is available inventory of 100. To fulfill the requirements user needs to release a PO for 500 and a PO for 350 (using the available qty to full fill the WO demand. 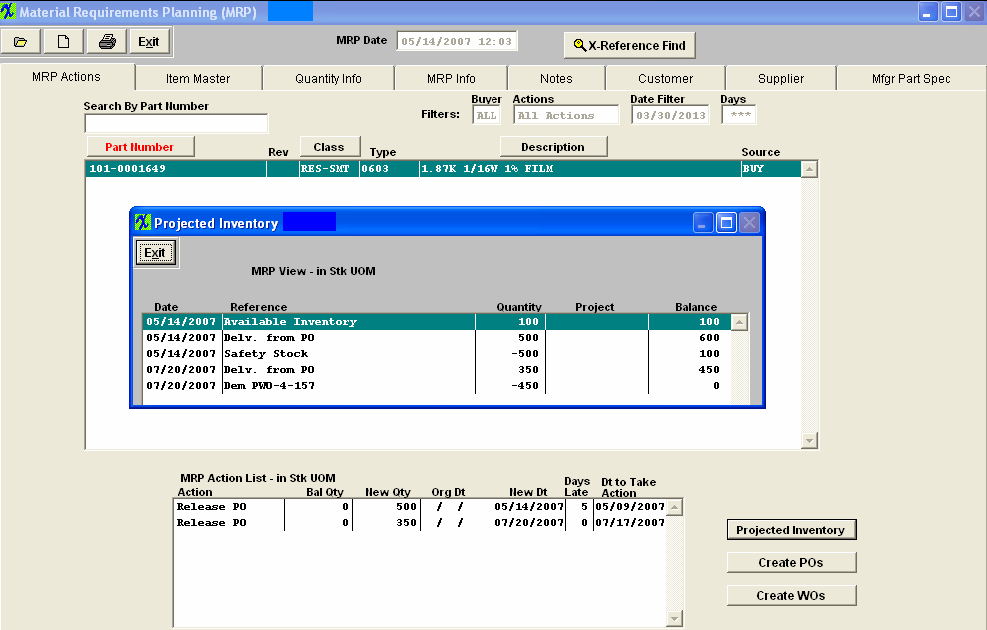 Drill down to Create POs and here is where system will tell you which mfgr to release POs for to full fill the demands.

|
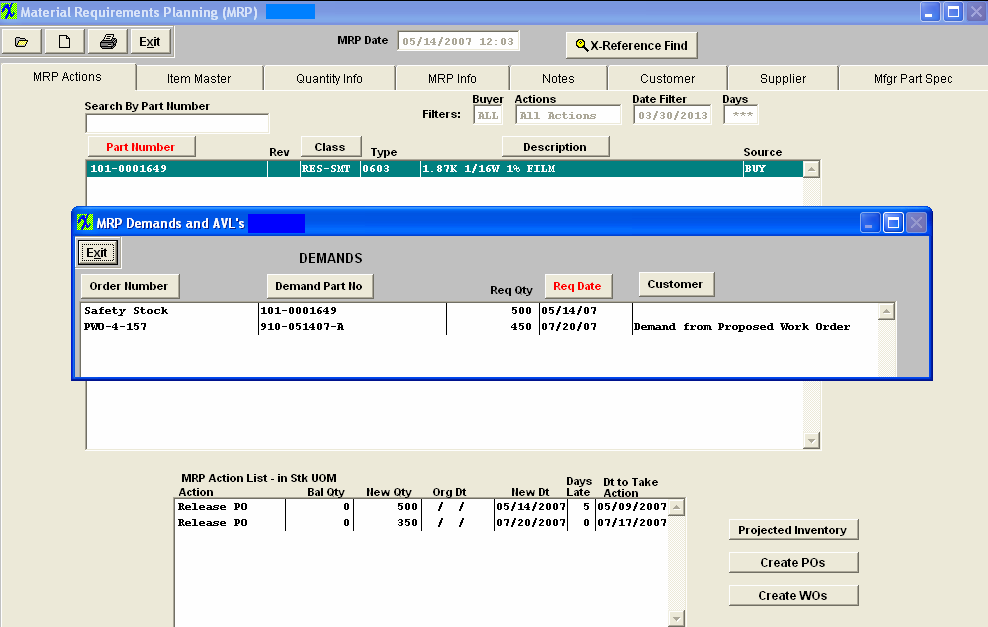
| 1.3.2.14. How does MRP Calculate the Make/Phantom Leadtimes? |
If the Make/Phantom is used as a Top-Level Assembly MRP demands are calculated using the Kit lead times and production lead times setup in the Inventory Control Module. For example: If the M/P part had a 2 day kit lead time and a 3 days production lead time. MRP demands for the M/P will allow 5 days total (2 days kit + 3 days prod from M/P)
If the Make/Phantom is used at a Sub-Level . MRP calculates both the Top-Level leadtimes and the Sub-Level (Make/Phantom) leadtimes setup in the Inventory Control Module. For example: If the M/P part had a 2 day kit lead time and a 3 days production lead time and the top-level had a 1 day kit lead time and a 2 day production lead time. MRP demands for the M/P will allow 10 days total (2 days kit + 3 days prod from M/P) + (1 day kit + 2 day prod from Top level) + (2 days for the weekend) NOTE: A TRUE phantom does not require any lead times and should be left blank. - BUT . . . if for some reason user needs to enter a lead time for a TRUE phantom ManEx does have the capability.
|
| 1.3.2.15. How does MRP Handle Blank/Null Effectivity Dates? |
| 1.3.2.16. How does the AVL Pref Codes affect MRP? |
Question: How does AVL Pref Codes affect MRP?
Answer: When the users have a part set with the Order Action Policy (OAP) of "Lot for Lot" MRP will provide suggested actions per each requirement, in this setting the MRP will ALWAYS apply the Pref Code rule (See Article #943 for further detail on the Pref Code rule). But, then when a part happens to have the OAP set to "Daily, Weekly, Monthly, etc..." the calculation of the suggest MRP actions become more complicated. In aggregation mode, there may be a number of different requirements all for the same exact part. And those requirements may be spread over some period of time, e.g. one week. In the weekly OAP, we will accumulate all of the different demands for the part, and present an order action for the sum total of that parts requirements, setting it due for the earliest day of the week selected in the system setup.
SInce the requirements for the same part may have different AVLs for different demand, as generated from different customers and different BOM's, and there may not be one AVL that is common to all demands. When this happens, MRP performs an analysis of these AVL requirements and determines what the best mix of AVL's and quantities would be to most efficiently satisfy the diverse AVL demands. This results in selecting the AVL that has the most universal application to the requirements as the greatest number of parts needed. Next the demands are searched for remaining AVL demands (those not satisfied by the first round), and performs the same analysis for that AVL, resulting in an order demand to also by X quantity of the next AVL. If there are still any demands that are not covered by the first two AVL's selected, the process is repeated until all demands are covered. The result may end up that in order to meet the specific AVL demands for a variety of customers and BOM's several AVL's are ordered with varied quantities for the same internal part number.
In doing this calculation, and in order to provide the most efficient buying information, we could NOT include the AVL preference considerations. It would defeat the purpose of maximizing the order efficiency and minimizing the number of parts orders. But remember, this is NOT the issue, when "Lot for Lot" aggregation is selected for the parts, then the order preference takes precedence.
If the preferred AVL quantity needed for a period (day, week, month, etc...) is exactly equal to the largest quantity for any other AVL for a part, the program will substitute the preferred AVL for any other AVL and only in that case. If the quantities are not equal, then our optimization algorithm will apply as explained above.
Note: If the part is on a Customer BOM and assigned to that Customer then the Preference's from the Customer part number will dictate how other modules within the system (MRP, Purchasing, Kitting, Allocations) determine what is suggested or defaulted into the screens.
|
| 1.3.2.17. How does an RMA impact MRP? |
How does an RMA impact MRP?
If the user enters a scheduled delivery for both the returning item(s) (a minus quantity, those coming back to the user) and the reship items (a positive quantity, returning the items to the customer) on the RMA. MRP will display a demand for a Rework Firm Order for their replacements, to satisfy the return to customer requirements based off the scheduled delivery date entered in the RMA. Note: When the RMA Receiver is created the Work Order due dates are generated automatically based on the date the RMA was created. This date may need to be reviewed and adjusted to match the RMA reshipment date. MRP will NOT instruct you to reschedule a rework firm work order, so it is important to make sure these two dates match.
RMA's will NOT drive MRP:
If the RMA only has the return to User, (a minus quantity), but not a return to the customer(a positive quantity), then the product will become available for other orders, if it makes it to FGI. If the user scraps it in this case, there is NO impact to MRP, as there is no requirement to replace the items. If there are other requirements for the same item, however, then MRP will use the rework order as a source for additional demands.
There would be no reason to create an RMA to ship only, without the return to our user. We would call that a Sales Order. Which would be visible anywhere. The Word attachment <<RMA Orders Affect MRP.docx>> will display how MRP works if the RMA's are properly processed through the system.
|
| 1.3.2.18. If the MFGR has GENR anywhere in the mfgr name, MRP will treate it like a GENR part. |
If there is GENR in the MFGR name the system will treat it like a GENR part. If user is reporting AVL conflicts within MRP, they may want to check the MFGR name to be sure it does not contain the word GENR. Example: 3M-GENR; GENRAD, etc. Example Print Screen have been attached: Inventory PN 101-0002418 with qty on hand in AVL "KOA", but only approved "GENRAD" on BOM, MRP demands will consider "KOA's" qty on hand, (which is incorrect). Inventory PN 105-0002825 with qty on hand in AVL "GENRAD" but only approved "DALE" on BOM, MRP demands will NOT consider "GENRAD" qty on hand, (which is correct). |
| 1.3.2.19. Is MRP Available in Net Change Mode or Re-Generation Mode Only? |
Is MRP available in Net Change Mode or Re-Generation Mode Only? ManEx MRP, when initiated, gathers all information relating to inventory, work order shortages, purchase orders, sales orders, work orders, and forecasts, and develops order actions based on very complicated algorithms, many which are controlled by the user. |
| 1.3.2.20. MRP demands for Sub-Assemblies not Listed on SO? |
Q. If a BOM with sub-assemblies exist, will MRP requirements be created for the Sub-assemblies when only the top level is entered into the Sales order?
A. MRP will explode the requirements down 99 levels for all components and subassemblies reporting to a top level assembly required by a sales order. For further information see the Bill of Materials Management procedures and the Materials Requirements Planning Management producedures.. |
| 1.3.2.21. This Article explains the process MRP goes through to optimize the on hand inventory to requirements. |
This Article explains the process MRP goes through to optimize the on hand inventory to the requirements.
First it finds how many requirements there are for each MRP, not the quantity but just the number of requirements and then the requirements are processed from the lowest to the highest number of requirements. In this example the requirements are as follows:
AVL Number of Requirements
AVX 1
DALE 2
KOA 1
Panasonic 2
Genr 3
At this Point there are only 2 Inventory Parts with Inventory
AVL On Hand Qty
KOA 24,000
Genr 8,472
Because the KOA is a specific requirement the KOA requirements are process before the GENR and the inventory is consumed by this requirement.
MRP Requirements
Date Needed Qty Approved AVL's On-hand Balance
05/05/11 24,000 All AVL's Approved -0-
After all of the KOA inventory has been appplied to the requirements, then the GENR is process and applied as below:
MRP Requirements
Date Needed Qty Approved AVL's On-hand Balance
07/26/10 8,472 Genr. Dale -0-
08/27/10 MRP Instructing User to Release PO for qty of 3,000 (Genr)
08/27/10 3,000 Genr, Panasonic -0-
The GENR inventory is consumed by the 7/26/10 requirement so MRP is instructing the user to release a PO to meet the (Genr) requirement of 3,000 on 8/27/10.
|
| 1.3.2.22. Will MRP generate Buy demands for components if I do not create Work Orders? |
Yes, MRP will generate buy orders for all Demand (Both top and sub level assemblies). MRP demand comes from three places: SO’s, WO’s and Forecast. MRP assumes that you will generate work orders when needed, and generates the buy orders so that the material is ready when it is time to generate the work order. Some users prefer not using the Work Order creation in the Sales Order module and believe that it is inefficient to have the work orders created before they are needed. The MRP will say when they are needed, and the user is better off waiting until that time to due so, since it alleviates extra handling should the conditions of the assembly change in the meantime.
|
| 1.3.2.23. Why is MRP not recognizing Min/Mult when SO is assigned to a Project? |
Q. Why is MRP not recognizing Min/Mult when SO is assigned to a Project?
A. If there is a Min/Mult setup for an Inventory part, and the SO is assigned to a project, you will need to check the MRP Default Setup screen. If Honor Projects is flagged MRP will NOT consider the Min/Mult, but if Ignor Projects is flagged then MRP will consider the Min/Mult.
|
| 1.3.2.24. Why is MRP demands being Calculated from Kit Shortages and Not Prod Offset LT? |
Q Why is the MRP Demands being calculated from the Kit Shortages and Not the Production Offset Lead Times?
A Once the parts have been pulled to the kit and the kit status is changed to "Kit in Process" MRP is designed to calculate from the Kit Shortage and production lead time NOT from the production offset lead times. Once the parts have been pulled to the kit, the system is assuming that the shortages are needed by the WO due date, rather than the Production offset lead time, so MRP then calculates using the production lead time and due date of the WO as the date the materials must be on hand, MRP no longer takes the production offset lead time into consideration
|
| 1.3.2.25. Why is MRP giving me demands for the past? |
Q. Why is MRP giving me demands for the past?
A. If the demand falls after the systems last calendar date, MRP will default the demand to the 1st day within the calendar date.
For Example: If your First System Calendar date is 01-01-2002 and your Last System Calendar date is 12-31-2007. You create a SO with a delivery beyond the last calendar date of 12-31-2007, MRP cannot calculate the correct date so it will default to the first calendar date of 01-01-2002. Once the system calendar is updated and MRP is re-ran the demands should be correct. User does receive several warnings when saving the SO that the calendar in System setup needs to be updated. |
| 1.3.2.26. Why is the sub assembly MRP demand after the Top Assembly MRP demand? |
If you look at the BOM for product 910-110205 you will see that part 990-110205 has an offset of 20 days, that means that it is not needed until 20 days after the Work order for 910-110205 has been started. |
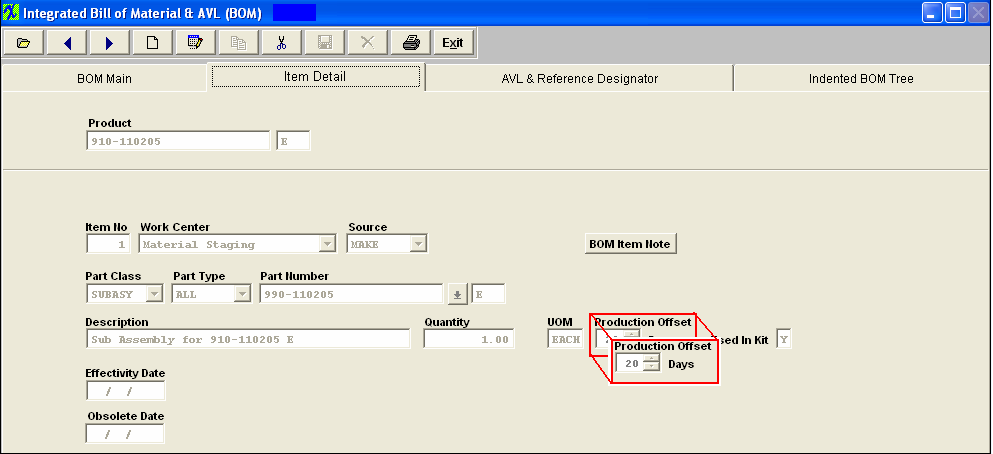
| 1.3.2.27. Why is MRP Recommending to Create a Phantom Assembly? |
Q. After running MRP, it recommends the creation of a Phantom Assembly. How is this possible? A. It's not. The MRP is only showing you what the source of the requirements for the parts contained in the phantom are. Without showing this information, users become lost trying to understand where the demand is. Knowing that a part is used in the phantom, the user can then look up the requirements for the phantom to ascertain the parent requirements. MRP recommendations for phantoms may be safely ignored. |
| 1.3.2.28. Why is MRP instructing me to release two PO’s on the same day? |
Why is MRP instructing me to release two PO’s on the same day, because the demand for 55 on 10/06/08 can use either AVL?
The MRP processes the records in date order. In this case this is how the records were processed. date Qty Req Order Amt Excess Release PO's for AVL's Approved AVL's 09/29/08 45 100 (Min Qty) 55 AVX CR21-181JT AVX CR21-181JT 09/29/08 25 --- 30 AVX CR21-181JT AVX CR21-181JT 10/06/08 55 100 (Min Qty) 75 AVX CR21-181JT AVX CR21-181JT & AVX CR21-181JP 10/06/08 35 100 (Min Qty) 65 AVX CR21-181JP AVX CR21-181JP Note that orders for the same day are sorted with the highest required quantity being processed first, this is because of the way the program processes the data for the most efficient use of inventory and excess from minimum orders and POs. We can only process one item at a time and because of that. Many years ago we tried to look at all of the requirements for a part at the same time but we found that this meant that we were processing every record many times, in the case above each item would have had to be process 16 times to get the desired results ( The reason is that each record must be processed against every other record to see if the dates, AVLs, minimum orders and order multiples can be matched, if there were 5 items it would be 25 times, 6 items - 36 times, just take the square of the number of items.). We found that the MRP became very very slooooooooow even on a small data set, so we went to this method of processing each record only once. |
| 1.3.2.29. Why doesn't MRP use Alternate Parts in its Calculations? |
Q. Why doesn't MRP use Alternate Parts in its Calculations?
A. Alternate Parts are components that can be used to replace existing parts if needed, they are not the preference. Alternate parts are assigned in the AVL and Reference Designator tab within the BOM module and they are assigned to specific parts on the BOM. Each part on the BOM can have one or more alternate parts. Frequently, this is because the alternates (although acceptable) are more expensive. This information is provided in the event that the user CANNOT find the required parts for the kit and/or the MRP order actions are too far out to meet requirements. This information provides guidance on which parts the user may substitute in the kit, by creating a manual kit shortage for the alternate part, then checking (in the kit screen) that the original part is not needed, so it will come off the shortage list which drives MRP. When the alternate part is added to the kit, the MRP will look for those parts as well, and create order actions if necessary. This also will give Manufacturers visibility of the parts so they can be used in production if needed, but will only use the parts if the original is not available.
This part needs verification - IF the user has setup customer AVL's for the selected alternate part in the Item Master, and IF the work order is for that customer, then the customer AVL will be honored in kitting. Otherwise, the standard AVL at the internal part level will be used.
If the MRP factored in alternates and you had stock on the more expensive component, MRP would not give the action message to buy the original. This could easily lead to an unnecessary increase in the cost to build the assembly. For example:
Given 1. Part A (the original) is used 10 times on a BoM and had a standard cost of $0.25.
2. Part B had a standard cost of $0.35, and can be used as needed.
3. If total demand for Part A is 2000 and you have 0 on hand, but you have 2500 of part B on hand.
MRP would try to use part B instead. You would now have spent an extra $200 on placing that part (a 40% increase). On the other hand, if MRP does not consider the alternates, the buyer would try to order 2000 of part A. If they can only get 1800, they can fill in the missing pieces (in kitting) with part B and only increase the total spent on the job by $20 (a 4% increase). |
| 1.3.2.30. Why, if a Work Order Status is Rework the Product will not be Available for Demand? |
| This is to make sure that reworked products are checked and transfered into FGI before they are considered available, otherwise, MRP might be counting on product that might not make it to FGI. If the user has high confidence that the reworked parts are going to be available when they get to FGI, then you would mark the Order Status as Rework Firm, and the product will be considered as available to meet demand. |
| 1.3.2.31. Why are my demands appearing duplicate times in MRP? |
Q. Why are my Demands appearing Duplicate times in the MRP Action screen and MRP Projected Inventory screen?
A. If the same part is listed on the BOM multiple times assigned to different item numbers and/or different Work Centers, MRP will display the part for each item number and/or each Work Center. It does not combine the qty's per BOM. The quantities being being displayed are correct and are not driving extra demands.
|
| 1.3.2.32. Why are my PO demands in MRP not being displayed in the Create PO Screen? |
Question: Why are my PO demands in MRP not being displayed in the Create PO Screen?
If parts in MRP have demands to release a PO but are not being displayed in the Create PO screen you may want to check the following:
1. Check to see if the "Do Not Allow Purchase" box is checked in the Inventory screen.
2. Check the "Effectivity Date" and the "Obsolete Date" on the BOM.
3. Check for Spaces in the MFGR Code.
|
| 1.3.2.33. Why MRP does not Consider Consigned MRP demands? |
MRP does not include consigned parts in any order actions. Shortages for Consigned parts are available after kitting the work order for the assembly. The user may also use the Availability Report in Kitting to ascertain consigned shortages based on a proposed quantity of a product.
|
| 1.3.2.34. What Conditions would make the Numeric Overflow Message to Appear during a New MRP Run? |
This message appears because somewhere you have a date or date-related field, or a conversion field that is causing a number to be out of range for the size allotted for the answer.
Three possible causes are:
Examples might be if if you have entered a due date somewhere for 06/21/2070 instead of 06/21/2007, or entered a leadtime of 38 months instead of 38 days. Or, possibly a conversion factor for purchasing that resulted in a number too big for the system.
MRP will still run okay, and the user can usually find the error by looking at the dates on the action messages - they will be at one end or the other if their production calendar. If it is a quantity problem, the number will simply show as ****, indicating an over flow number.
|

| 1.3.2.35. What Is The Purpose Of The MRP Date Filter? |
The Filter section on the MRP screen allows the user to tailor the order actions displayed. By selecting a specific buyer code, and purchase order actions only, then only the actions for the buyer are selected. The date filter allows the user to define how far in the future they wish to see order actions. Any order actions falling on a date before the filter date will be shown. Any order action that is shown also shows all of the subsequent actions recommended by MRP. A part for which the first order action falls later than the filter date will not be shown or printed. In this manner, the user may narrow down the list of actions to be taken to only those due in the next week. If MRP is run once per week, then the order action filter date should be 5 to 7 days, to cover actions required until MRP is run again. The frequency of running MRP depends on the turn-around times of the company’s orders. If the turn-around time is measured in days (including purchase of parts) then it would be better to run MRP every day or so. In that case, the filter date should be 4 or 5 days out. In the beginning of bringing up MRP, companies usually suffer a large backlog of order actions. Sometimes these actions cannot be covered before the next MRP runs, so the actions continue to be generated until they are completed. As the process settles down, the company can comfortably run MRP as often as necessary to keep purchasing up with the MRP needs. For further dteail see Article #1080 . |
| 1.3.3. FAQ- In-Plant Store Mgmt (IPS) |
| 1.3.3.1. Can you Edit an IPS PO? |
Q. Can you Edit an IPS PO?
A. The system has the capability to Edit an IPS Purchase Order. When you depress the Edit button for an IPS order the user will only be able to change the PO Status for that record. For further detail see Article #626 .
|
| 1.3.3.2. Does IPS allow you to have Multiple Contracts per Customer or Supplier? |
Q. Does IPS allow you to have Multiple Contracts per Customer or Supplier? A. You can have as many IPS contracts as you want (for each customer and supplier). You can also have as many IPS manufacturers as internal manufacturers. |
| 1.3.3.3. When Creating an IPS for a Single Supplier why is it Creating Multiple PO's? |
Q. When Creating an IPS for a Single Supplier why is it Creating Multiple PO's?
A. When the system creates In-Store PO's it groups them together by contract number. So if user is creating In-Store PO's for several items all for the same supplier, but parts have different contract numbers the system will create a seperate In-Store PO for each group of contract numbers even though they are all for the same supplier.
|
| 1.3.4. FAQ - Master Production Schedule (MPS) & Forecast |
| 1.3.4.1. Is ManEx forecast module set up to work with final top level and not the lower sub level for demand supply alignment? |
Q. Is ManEx forecast module set up to work with final top level and not the lower sub level for demand supply alignment?
A. If both an assembly and one or more of it’s subassemblies are in a forecast, then both the forecasted subassembly and the subassembly for the forecasted assembly will have demands. This is how the system is intended to function. This is so that users can forecast requirements for spare parts if needed. I don’t think there is any other way to have spares built except to use a sales order instead of a forecast. Using a firm-planned work order for spares will cause the spares to be consumed by the assembly order.
So, if you have a Top level Assembly A and a Sub level Assembly B that reports to A; and have a forecast at Assembly B but final Sales Order is only at Assembly A Perhaps the way to deal with this is to create a firm-planned work order for the subassembly (instead of a forecast) due on the date they placed the forecast for the subassembly. Then when the order is placed for the assembly (due after the work order for the subassembly), MRP will recognize the availability of the subassemblies and will not “double-drive” the requirements. . |
| 1.3.4.2. How can I fix a planning error within the Forecast Module? |
Question: How can I fix a planning error within the Forecast Module? (Example: User set a plan to build 800 pcs of a P/N in the forecast module for 1/29/07 a few weeks ago. Then found out they actually only needed 500 pcs for 1/29/07 and the other 300 pcs on 2/28/07). Answer: The forecast module does not allow for changes in the forecast for the current period, however, it does allow for changes in any future period, depending on the setup tolerances for how far out in the future the change is. Suggestion: You could open a SO for the near term activity and cancel the forecast. Then start a new forecast for future periods. |
| 1.3.4.3. How to use the forecast module if you do not want the SO schedule driving MRP |
If a customer has the Forecast module and wants to be able to have a Sales Order in the system to create shipments against, but they do not want any of the SO schedules driving MRP. In this situation we would suggest that the user leaves the Schedule information Blank and create the qty's needed through the Forecast module. Forecast will drive MRP and users will be able to still ship them against any sales order in the system. View the attached Print Screens for further detail. |
| 1.3.4.4. How do I determine if an order can be shipped sooner than the scheduled due date? |
Question: What reports or screens can we view to see the material status, so we can determine whether or not we can change the Sales Order Schedule Due Date in order to ship it earlier? Answer: First check the Customer Order Status screen by customer PO and/or Sales Order number. From this screen you will be able to determine the status of any work order(s) in progress and if there are any shortages. Second you may run a Kit Material Availability W/AVL Detail (Simulation) report, by product number and revision. This report will display the Quantity on Hand and the Quantity Available for each part used on that product. Third you can check the MRP status of the product for proposed work orders and purchase orders. This will inform you if the scheduled delivery date (s) will be met. |
| 1.4. FAQ for Production Modules |
| 1.4.1. FAQ- Work Order Management (WO) |
| 1.4.1.1. FAQs for the Work Order |
| 1.4.1.1.1. I have an order already kitted to WIP and I need to get it transferred to MRB |
| Question: I have an order already kitted to WIP and I need to get it transferred to MRB
Answer: If you’ve already started up the production line in Shop Floor Tracking , back it down to the |
| 1.4.1.1.2. How do I serialize Work Orders which are partially done? |
Q. How do I serialize Work Orders which are partially done?
A. In order to invoke serialization for a product, it has to be an all-or-nothing situation. You can’t have some parts serialized and some not, otherwise there would be no way to enforce serialization tracking through the Shop Floor Tracking module and then the Packing List module. If the user has Work Order(s) that have product BELOW the If the user has already shipped product out of Finished Goods, then receive it back in via Inventory Handling . Move it back in the Shop Floor Tracking module to a Locate the product number in Inventory Control Mgmt module and check the serialized box for that product. The user can then go into the WO Traveler Setup for the product and setup the Work Center in which serialization is required. After completing that process, update the Work Order(s) in process. (This action may reset the quantities in the Work Order back to the
The user must then enter the WO Serial Number Control module to assign serial numbers to the Work Order before you will be able to move parts past the Work Center in which serialization is required.
Enter the Shop Floor Tracking module, move the parts back down to their respective position, including any in Finished Goods.
If the user did have to use the Inventory Handling to put the shipped product back into Finished Goods, they will have to use the Inventory Handling Issue screen to remove them from Finished Goods again. The same change number used in receiving should be used for the issuing.
|
| 1.4.1.1.3. Why are my Work Order Numbers out of Sequence? |
Q. Why are my Work Order Numbers out of Sequence?
A. When users create a Sales Order they have the option at this time to issue the Work Order(s). If they choose this option the Work Order(s) are created, within this screen the user then has the option to "Add" more Work Order(s), or "Delete" the Work Order(s) that were created. If the user chooses to "Delete" the Work Order(s) that were created, these Work Order numbers will be removed from the Sequence. Also, at this time the user can "Save" or "Abandon Changes" if the user selects to "Abaondon Changes" the Work Order numbers will be removed from the Sequence.
 |
| 1.4.1.2. Why does the system force individual entry for serial numbers with prefixes or characters? |
Q Why does the system force individual entry for serial numbers with prefixes or characters? A If user enters both character and number in one field, then it is hard to know which part (character or number) needs to be increased first. So the system cannot predict how the range is intended to increment: For Example if user enters a SN range of A101 to Z110. The system does not know how the user wants the range setup A101, B101, C101 or A101, B102, C103, etc. |
| 1.4.2. FAQ - Capacity & Scheduling |
| 1.4.2.1. Is the capacity set at units per hour? |
Q. Is the capacity set at units per hour?
A. Yes, Capacity is at units/hour/operator-machine. Capacity then depends on the number of resources available, and that includes the number of shifts available. The program determines the duration of the job based on the resources, shifts, and active time during shifts (breaks and meals are excluded). The capacity planning module will stack up the requirements for multiple jobs on the same day and either require the user to add resources, or extend the completion time.
|
| 1.4.3. FAQ - Shop Floor Tracking (SFT) |
| 1.4.3.1. Why are we unable to transfer to Activities within the Shop Floor Tracking by Barcode module? |
Q. Why are we unable to transfer to Activities within the Shop Floor Tracking by Barcode module?
A. There is an option within the Shop Floor Tracking Defaults to Transfer Serial Numbers by Work Center or Activities. If you are trying to transfer by activities you may want to check this option to be sure it is setup to transfer by Activities rather than Work Center.
|
| 1.4.3.2. Why did the Quantities in Other Work Centers revert back to Material Staging? |
Q. Why did the Quantities in Other Work Centers revert back to Material Staging?
A. If the starting SN work center is removed, when user clicks “Update WO” button, all the WC qty and SN (if any) except for FGI and SCRP work centers will be moved back to STAG work center because the system will treat the STAG as the starting tracking SN work center.
|
| 1.4.3.3. Why doesn't the Qty in the Transfer History Screen Match the Qty in the WO Screen? |
Q. Why doesn't the Qty in the Transfer History Screen Match the Qty in the WO Screen? A. ECO changes will cause this situation. The qty in the transfer history screen may be different then the actual qty transfered due to the fact that the product has changed revisions from the ECO module. The SFT module will see it as a different product and no longer display the transfer history information on screen for the old revision.
Resolution - ManEx is considering improvements to the SFT module, where the transfer history in the work order inlcudes the revision, and all items transferred out of the work order regardless of the rrevision. We will be looking into these changes more once the SQL and IPKEY projects are completed.
|
| 1.4.3.4. SYSTEM LOCK ERROR-What to do if system SFT Lock Appears |
|
Issue: Unable to move product through Shop Floor Tracking due to the following message:
 User will receive this message after one of the workstations that was in the process of moving product through Shop Floor Tracking had experienced lost connection to the Network, or their workstation had actually crashed. The system will then place this lock on the table to prevent any possible corruption. Resolution: There should already be a file called <<RESETSHOPFLAG9.EXE>> located within the Manex Root Directory. (if this file is missing please download the attached) Running this executable will reset the lock within the shop floor tracking tables. This executable does not require you to stop the TrigTimer. |
| 1.4.3.5. SQL - -SYSTEM LOCK ERROR-What to do if system SFT Lock Appears |
|
Issue: Unable to move product through Shop Floor Tracking due to the following message:
Resolution: There is a SFT_lock.sql attached below and/or there is a stored procedure sp_unlockSFTFlag as part of the database. Go into the SQL Server Management and run the attached script, this will remove the SFT Lock placed on your tables.
Reason: User will receive this message after one of the workstations that was in the process of moving product through Shop Floor Tracking had experienced lost connection to the Network, or their workstation had actually crashed.The system will then place this lock on the table to prevent any possible corruption. Prevention: If users see a message that the file is currently in use have them wait a few minutes and try again, not to Clt+Alt+Delete out of the system. |
| 1.5. FAQ for Quality/Engineering Module |
| 1.5.1. FAQ - Bill of Material (BOM) |
| 1.5.1.1. BOM Unit of Measure |
If a user tries to enter in a fraction of a number for a part that is setup with a UOM of EACH or EA, they will receive the following warning:
 EACH or EA in the system is considered a whole number and you will not be allowed to enter in a fraction of a number for those UOMs. The reason is you can NOT actually have a Fraction of whole number. If you need to have a fraction of a number on the bom, etc. . . we recommend that you use a UOM other than EACH or EA then the system will allow you to enter in the Fraction. The maximum number of decimals in the BOM quantity is 2, allowing for 1/100th of an item. The reason is so the system operates properly (mainly the MRP and Kitting). If we allowed a fraction of a number to be used the order or kitting quantities may be incorrect for the customers that use the MRP and Kitting modules. If users need a finer resolution, you may want to consider using a different UoM than EACH, and buy in one unit and use a fractional unit for inventory (e.g. Purchase in Gallons, and Stock/Issue in ounces). The system will allow you to create other categories in the UOM to correct this problem. With this fix, both the MRP and Kitting works correctly. |
| 1.5.1.2. Do Users Tie Parts to Specific Operations to Help Issue Separate Kits to Various Dept? |
Do Users Tie Parts to Specific Operations to Help Issue Separate Kits to Various Dept?
ManEx does have the ability, and many users utilize it, to identify the work station where components will be used. This is identified in the BOM. Kitting may then kit specifically for work stations for which the parts are consumed.
|
| 1.5.1.3. How does the Std Bld affect the Std Cost Roll-up? |
| 1.5.1.4. How do I create a list of BOMs with and without components loaded? | ||||||||||||||||||||||||||||||||||||||||||||||||||||
ManEx has created a utility called bomlisting.exe that will create an excel file of all make parts in ManEx and designate which have components and which do not.
Although this executable is not commonly available, it can be made available upon request. If you would like a copy of this file, please contact cs@manex.com requesting this executable. |
| 1.5.1.5. Possible Reasons why the Std Cost Roll differs from the Cost BOM Rpts |
The values displayed should be in sync with the BOM with Std Cost Report values. The following may be why the Standard Cost Roll is different from the Cost BOM Reports.
a) On the costed BOM Report for a Make/Buy assembly we display the value of the BOM in the costed report, but that total is NOT used in subsequent rollups to higher levels only the standard cost is. b) In Kit Default Setup , user can exclude scrap and setup scrap in Kitting, MRP, and Cost Rollup, this will overwrite what user check in the BOM. Therefore, if user checks "Setup Scrap" checkbox in BOM, but checks to exclude in cost roll, the costroll will not calculate setup scrap cost, but BOM will always calculate setup scrap cost if the Setup Scrap checkbox in check in BOM. |
| 1.5.1.6. When using the Excel printing option for a Bill of Material, why is there multiple columns used for the reference designators? |
Question: When using the Excel printing option for a Bill of Material, why is there multiple columns used for the reference designators?
Answer: When there is a large number of reference designators loaded on the BOM for a particular item and the BOM is exported from the system to an excel spreadsheet the Reference Designators will be split into separate columns. We could attempt to make some changes to the excel spreadsheet and place all Ref Designators in one column but then you would be unable to read the contents. We are aware of the capability to create a larger length cell using excel 2003, but the engine that produces the excel sheets from Visual FoxPro is an older version and this is where the limitations are coming from.
Resolution: At this point in time the Excel output will have to remain as is.
|
| 1.5.1.7. Why doesn’t MRP use Alternate Parts in its Calculations? |
| 1.5.1.8. Why am I unable to Change Customer Name on BOM? |
Q. Why am I unable to Change the Customer Name on a BOM? Possiblity #1 The system will not allow to reassign customer for the assembly, which has subassembly with the customer attached to it. It is true that the subassembly does not have any CONSGN parts, but it is also true that this subassembly is attached to a customer. And unless you detach the customer from that subassembly first, you will not be able to change the customer for the top level. Possibility #2 Unable to actually change the name of the sub-level BOM. Run the Bill of Material , outdented report and you will see all of the top assemblies which are using this part as a component. Once you find all of those records and updated accordingly you should then also be able to edit the desired bom record customer name to match. |
| 1.5.1.9. Why is MRP giving me Demands for an Inactive BOM? |
Q. Why is MRP giving me Demands for an Inactive BOM?
A. Changing the BOM status to Inactive will NOT remove the MRP demands you MUST Inactivate the part number in ICM to remove the MRP demands.
Resolution. Add a warning when user trys to create a SO and/or WO for a Make part if the BOM status is something other than "ACTIVE". Also, modify the BOM module so that the quote module will automatically change the BOM status to "Quote" when a quote for the BOM is initiated, and change it back to ‘Active’ when quote is approved.
|
| 1.5.1.10. Why isn't the Customer Part Number Displayed on the BOM Main Screen? |
Q. Why isn't the Customer Part Number Displayed on the BOM Main Screen if the part source is "BUY"? A. The customer part number is only shown on the BOM Main Screen when it is a "CONSG" part, unless user has checked the box to "Display Customer # for the "BUY" parts if BOM linked with a customer" located on the find screen, (however this may slow down the results). This is why the customer part number for a "BUY" part is only shown on the Detail screen and not the BOM Main screen for a "BUY" part. |
| 1.5.1.11. Why are the XLS output truncating or exporting corrupted information? |
Issue: When exporting the Bill of Material reports to XLS output some of the items are truncating or corrupting the information that is exported out of the system. Answer or Possible Solution: Check the description loaded for that item and make sure that it does not start with a quotation mark. During exporting of the files to XLS the excel does not like the quotation mark and may cause truncating or corrupting results. Please make sure that there are no quotation mark as the first character of the description, and that should resolve the issue. |
| 1.5.1.12. When the "Bill of Material with Ref Desg & AVL" report is exported to XLS format why does it show ALL AVL's? |
Q. When the "Bill of Material with Ref Desg & AVL" report is exported to XLS format why does it show ALL AVL's?
A. When the "Bill of Material with Ref Desg & AVL" report is exported to XLS format the system dumps all raw data and it can not be a controlled form. When the "Bill of Material with Ref Desg & AVL" report is printed to screen or paper, the requirements of this particular report is that it needs to see parts even if all Mfgrs on the list are not approved, then in the report form the form manipulates the data dump to show only the approved MPNs and filters out non-approved MPN's.
Resolution: The raw data does however have a column named "Uniqanti" if the "Uniqanti" has a "NULL" value the MPN is approved. ManEx suggests that you create an XL template which would have a macro that will remove MPN information if "Uniqanti" is NOT "NULL". Then you can simply copy our XL output into this template and it will show the correct data.
|
| 1.5.1.13. SYSTEM LOCK ERROR - What to do when if System Lock appears when Attempting to Edit a BOM? |
|
What to do if system locks up while attempting to edit a Bill of Material, and the following messages appear:
 Or if user attempts to launch a new Leveling process within the Standard Cost Adjustment module and the following message appears:
.
 A resetcostrolllock.exe has been made available within this article. Running this program from the Manex Directory will remove the Standard Cost Adjustment Lock placed on your tables. Reason: The lock will occur either by the user saving a record lost connection to the network (or computer crashed) Normally the lock is only on for a small amount of time to allow the first user to finish saving the record and then the next user usually then can proceed. If Users becomes impatient during the leveling process and Clt+Alt+Delete out of the system, this too would place the permanent lock on the records and would then require you to run the resetcostrolllock.exe file. |
| 1.5.2. FAQ - Express Import to BOM or Quote (QBI) |
| 1.5.2.1. Why do I keep receiving a Uniqueness of index message when import to BOM? |
Q. Why do I keep receiving a Uniqueness of index message when import to BOM? A. There are a few scenarios that could be causing this message to appear:
When loading one BOM/product at a time into the ManEx System it checks to see if the users might have the same part number, but with different descriptions or different customer part numbers loaded on the spreadsheet. If found then it would display that information in an XLS spreadsheet for the users to address.
|
| 1.5.2.2. Why can you not go back to the previous tab when using the QBI module? |
Q. Why can you not go back to the previous tab when using the QBI module.
A. Unfortunately, there is not a lot we can do about this. It builds the import BOM as it proceeds and doesn’t save the old versions to revert back to if you decide to go back. However, we are adding more verification to help prevent the user from accidentally proceeding to the next tab before they are ready.
|
| 1.5.2.3. When I import a BOM (within the QBi module) with no Internal part number assigned, does it automatically go to the next sequential number? |
Q. When I import a BOM (in QBi) with no Internal P/N assigned, does it automatically go to the next sequential number?
A. The user has the option of auto numbering or manual numbering. AUTO Numbering: The main concern when creating a part number is not to ensure a sequential part numbering by class, but rather the ability to track additional information (AVL, on hand qty, where used, standard cost) by one internal part number. Because of this, the actual number doesn't really matter as long as the system knows which additional information to attach to the internal part number. This is why ManEx works as well with a manually created number as with an auto-generated number. If you use auto-numbering, the numbers can be arranged on the shelf in ascending order (even if there are gaps between the numbers). The auto-numbering in ManEx simplifies the part number creation process and provides a count of the total parts in your system (141-0001000 is the 1000th part loaded). MANUAL Numbering: This will allow user to use any part numbering method. |
| 1.5.3. FAQ - ECO, BCN, Deviation (EBD) |
| 1.5.3.1. Can users leave parts removed through ECO in the kit for costing purposes? |
Q: Can users leave parts removed through ECO in the kit for costing purposes? A: The ECO won't remove parts, if you click that specific work order to take effect to use the new created assembly (with parts removed), you will have to click "Update Kit" button in Kit module in order to remove the parts, and if you have issued parts already, the system will ask you where you want to put those qty. (This is if the parts are already pulled for the kit before the ECO was approved). |
| 1.5.3.2. Can we use the ECO module to process BUY part changes? |
From time to time, a BUY part changes revision because the manufacturer changed specifications for the part. So things that might change would be the description, maybe the material type code, and maybe the related documents. The question arose because users wanted a place to track the changes in revision, like they can with assemblies. PROPOSED SUGGESTION: We are going to suggest that the users copy the old buy part to a new one with a different revision, but then they would have to keep track of why they changed both of them in a notes field for both parts. |
| 1.5.3.3. Do line shortages pull through with an ECO? |
Question: Do line shortages pull through with an ECO? Answer: No |
| 1.5.3.4. If the user has already recorded kit shortages before an ECO, will they still be displayed after the kit is updated? |
Question: If the user has already recorded kit shortages before an ECO, will they still be displayed after the kit is updated? Answer: Yes, they should still be there. |
| 1.5.3.5. How to Handle items left in FGI at old Rev after ECO udpate. |
If user creates a SO and WO for product #123 Rev. A qty of 15. Transfer 7 into FGI leaving a balance of 8 in process. Creates a packing list and invoice for 5, leaving 2 in FGI and 8 in process. Creates an ECO to change the revision from A to B. The SO and WO update to Revison B for qty of 8 that was in process. The qty of 2 in FGI remain at Revision A and will not be affected by the ECO changes. The user has the following two options to choose from in order to be able to ship the qty of 2 remaining in FGI at Revision A: 1. Create a rework work order for the new revision, and a shortage for the old revision, rework as necessary, and then place in FGI again under the updated revision. OR 2. They can do an Inventory Handling Issue for the old revision, then receive the new revision back in. This assumes there is a very simple and non-functional change to the updated revision. |
| 1.5.3.6. How to Handle Temporary Deviations. |
How to Handle Temporary Deviations.
If users want the deviation applied to the work orders due within a date range, then when the work orders are created, based on the deviation they would have someone add the alternate part to the kit and remove the part it replaces. In the work order notes, reference to the deviation should be made. If users want the deviation applied to the work orders as they are going through kitting within a certain time frame, then they will need to put a copy of the deviation on the "Do NOT Use" part and when they go to kit, the storeroom needs to make the same change to the kit described above.
Either way, the reference to the deviation on the kit will provide the authorization and record that the deviation was applied. |
| 1.5.3.7. Will an ECO work on a Phantom Make Assembly? |
Question: Will an ECO work on a Phantom/Make Assembly? Answer: Yes |
| 1.5.3.8. Why doesn't my approved deviation appear as approved in the shop floor tracking? |
Q. Why doesn't my approved deviation appear as approved in the shop floor tracking?
A. Because deviations are temporary, they must have an expiration date before they will appear as approved in SFT (Shop Floor Tracking). Ensure that the deviation has an effectivity and expiration date and the deviation status is Approved before checking in SFT. Once the status of the deviation has been changed from Approved to Complete the deviation will no longer appear in SFT. Deviation is for Reference only, it allows the users to have documentation as to why the temp change to the product was made, etc. .. but, if you are truly changing the product, then it should require a Revision change and there for be an ECO or BCN not a Deviation.
|
| 1.5.3.9. When an ECO is created to change the Revision or Part Number then why wouldn't the customer part number be changed also? |
Q. When an ECO is created to change the Revision or Part Number then why wouldn't the customer part number be changed also?
A. We can not assume just because you are changing the revision of your Internal Make Product that your customers are also changing their Revision for their part number. You could have multiple Customer Part number linked to the Same Internal Part number for different Customers all together. Again we can not assume that just because you are increasing your internal Part number revision that all Customers are also increasing their Revision. Resolution: When time allows, ManEx will add a checkbox to the EBD/update-create records screen that is captioned “update BOM CPN Rev ”, and defaulted to true (checked). Modify the logic so that the customer part number for the customer associated with the BOM (as determined by the inventor.bomcustno) is automatically updated to match the new revision in the ECO (if there is one). But before proceeding, check to see if the checkbox has been unchecked, and skip it if it has been unchecked . Enhancement Ticket #1461.
|
| 1.5.4. FAQ - WO Traveler Set-up |
| 1.5.4.1. How can ManEx help with Setting Work Center Priorities and Scheduling? |
Q. How can ManEx help with Setting Work Center Priorities and Scheduling?
ManEx has several standard and optional features designed to help with identifying bottlenecks and setting work center priorities and schedules.
|
| 1.5.4.2. What does PPM mean? |
Answer: PPM (Part Per Million) this field is where you would enter in the defect opportunities. In the ROUTING screen, the PPM is opportunities for defects. What this means is there are a certain number of things that can go wrong and cause a failure of the assembly. The PPM is the total number of defects that might occur at each work center in the assembly of the product. Example: If you have a board with one part on it, you can start with PPM = 2: the board can be wrong, and the part can be wrong. But then you can expand on that by counting the number of leads on the component. It is possible that if there are eight leads on the component, any one of them may have a bad solder joint. So now the PPM is 2 + 8 or 10. Now it is possible to insert the component backwards, so polarity is another PPM. So now the PPM is 10 + 1 or 11. It may be that the part is correct, the leads are ok, but it is defect. Now the PPM is 11 + 1 = 12. The 8 leads on the component must go somewhere, so there will be traces or conductors on the board. Each of these may be a defective due to the manufacturing process by creating either shorts or opens. So now the PPM is 12 + 8 or 20. Lets say that there are two such parts on the board. Now the PPM rises by the same complexity (but not the board itself), so now the PPM is 20 + 19 or 39 PPM. There may be similar PPM's for each step in the process, depending on what is done in the process, and which parts might be affected. So, if the work order is for a total of 100 boards (and we didn't add any other PPM's), then the PPM for the lot would be 3900. What PPM is readlly intended to convey, is a measure of the quality of the boards assembled. It is the number of defects observed in the lot divided by the total opportunities for defects. In this example, if one board was found with one unsoldered pin, that would account for one defect out of 3900 possible defects, or approximately 256 PPM (1/3900*1,000,000). Obviously, most assemblies will have much more PPM's than this example. The Customers of Manufacturers sometimes require certain PPM quality or penailize the CM. Of course, the Manufacturer will then attempt to make the PPM's as high as they can, to lower the defects. |
| 1.5.5. FAQ - Product Data Mgmt (PDM) |
| 1.5.5.1. Why are my notes within the PDM module disappearing? |
Q. Why are my notes within the PDM module disappearing? Possible scenarios that could cause the notes to ‘disappear’ from the PDM module.
|
| 1.5.6. FAQ - Statistical Quality Control (SQC) |
| 1.5.6.1. What does DPMO Mean? |
Q. What does DPMO Mean?
A. DPMO means defects per million opportunity. What does this mean? Defects means the number of things wrong observed in the inspection of a part, or board assembly. Users can decide how to count defects. They may say that a resistor with two leads that are not properly soldered is counted as two defects. But they could also count it as one defect, since it is one part that was assembled incorrectly. Or, a 24-pin integrated circuit in a 24-pin package might be counted as one wrong defect if it was inserted backwards. Or one wrong defect if one of the pins was not soldered correctly. Now consider what opportunities mean. It is the number of possible defects that can occur on a product. Again, this is subject to a lot of interpretation. In the case of the two-lead resistor, one might say that if it was incorrectly installed, that was one opportunity for a defect. If one of either leads were soldered incorrectly, there are two more opportunities for defects. If the resistor was ok, but the wrong value, it might be counted as another opportunity for defect (now we’re up to four opportunities for defects). Now let’s say there are 10 resistors on a board being inspected. That is 40 opportunities for defects. And let’s say that we are INSPECTING 100 boards at one time. The opportunity for defects is now 4000. And lets consider the IC with 24 pins. Each pin is an opportunity for a defect. Likewise, getting the wrong part is an opportunity for a defect. So is getting the part installed incorrectly or missing altogether. Let’s say there are 10 IC’s on the same boards we’re inspecting. That’s then 250 opportunities per board, or 25,000 opportunities for the 100 Inspected boards. So now, in this lot, so far, we have 29,000 opportunities for defects. To that we can add similar opportunities for the many other parts on the board, as well as some for the board itself. Taken to an extreme, a user may wish to include an opportunity for every hole on the board, because some of them may not have a “through-hole” connection. (Usually though, this is taken into account in the original inspection of the board when they are received.) So, after all is counted up, a lot like we’re discussing could have 100,000 opportunities for a defect. Remember that this is the number of boards actually observed through inspection. If a sample of a lot is taken, then the opportunities for defects is based on the sample size observed, not the whole lot size. Now back to DPMO. Let’s say that an inspector examined all 100 boards in this lot, and found that there were two leads (anywhere) that were not soldered correctly. This then amounts to 2 defects per 100,000 opportunities, or 20 DPMO. It used to be that as a contract manufacturer, we were held to a specific DPMO value for our products for this customer. However, even though the number of defects observed was the same, we could manipulate the DPMO by simply counting more possibilities as an opportunity, thus driving down the reported DPMO, It’s amazing how many things you can find to go wrong if you look hard. Long and short – Only the boards actually examined are counted in the calculation, and how the opportunities are calculated is up to the user. That’s why we have the place in the routing for them to enter the number of opportunities for each work center. Each work center can have a different number of opportunities, depending on the operations performed at the work center. |
| 1.5.6.2. What if a workstation is unable to view any of the graphs within the ManEx system? |
Q. What if a workstation is unable to view any of the graphs within the ManEx system?
A. User must have the Silent Client files install on their workstation. First install the Silent Client 8 and then Silent Client 9 files on that workstation.
|
| 1.6. FAQ for Invoicing Module |
| 1.6.1. How can we include a Remit to Address on an Invoice? |
Q. How can we include a Remit to Address on an Invoice?
A. Although there appears to be quite a bit of space in the header of the Invoice, it is actually occupied (reserved) for logos, and long company names. So there isn’t sufficient space to add the Remit To in this area.
Resolution: As an alternate, we suggest utilizing the Standard Footnotes in the system setup for invoices, and place the remit to information there. Then it will show up on every invoice.
Shown in the example below in the Red box.
 |